Хон что это такое в цилиндрах двигателя
Хонингование цилиндров: что это такое?

Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Содержание статьи
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров

Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Читайте также
что это, для чего делается хон и как правильно проводится
Хонингование цилиндров двигателя – операция, придающая нужный микрорельеф поверхности этих элементов. По принципу выполнения процедура напоминает шлифовку, но по сути она ближе к полированию с особым результатом. Предварительно следует разобраться, для чего нужен хон гильзы цилиндра.
Что такое хонинговка блока цилиндров
Хон двигателя – это результат обработки, «правильная шероховатость», способствующая удержанию на элементах моторного масла. Представляет собой риски мелкой глубины, проходящие сеткой по поверхности. Глубина их не превышает 0,05 мм. Хон в двигателе обеспечивает герметизацию гильзы и поршня, снижает износ оборудования. Защитный эффект – это то, для чего и делают операцию. Но он работает, когда сетка хона нанесена без брака: детали сети расположены с выдержанной частотой, ровно, без ошибок в направлении.
Хонингование взаимодействует с самыми маленькими неровностями на объекте, устраняет изъяны размером в 10 мкм и более объемные. Так создают практически зеркально ровную гладь с сеткой назначенной шероховатости на полируемой поверхности.
Когда нужна хонинговка

Нет общего срока, когда элементам двигателя понадобится эта процедура. Хонингуют цилиндры по достижении определенного уровня износа, а для каждого мотора это будет свое значение времени работы. На износ влияет бензин, используемое владельцем авто моторное масло, стиль вождения (темп езды), исправность сопутствующих систем и т. д.
На заметку!В среднем работы проводятся, когда пробег транспортного средства достигает значения в 100 тыс. км и более.
Определить, что хон в цилиндрах двигателя уже нужен, помогают внешние признаки. Чем интенсивнее проявляется проблема, тем скорее нужно проводить обработку. Если владелец авто заметил один из нижеприведенных маркеров, следует показать авто слесарям для проведения работ.
Список возможных признаков:
- Появление синего дыма из выхлопной трубы.
- Нестабильность оборотов двигателя на холостом ходу.
- Снижение мощности мотора.
- Возросший расход масла по сравнению с прошлыми измерениями.
Возникшая необходимость нанесения хона на блоки цилиндров часто вызывает полную совокупность этих факторов – они тесно связаны. Синеватый дым на выхлопе образуется, когда кольцо поршня не собирает масло с цилиндрической поверхности без остатка. Масляные следы остаются и сгорают вместе с топливом. Так как дефекты внутреннего канала приводят к пустому сгоранию машинного масла, его расход возрастает.
Изменениями в цилиндре также объясняется снижение мощности двигателя и нестабильность его работы. Кольца поршня неплотно примыкают к стенам цилиндра, нарушение герметичности приводит к попаданию в картер газов, а они снижают компрессию в камере сгорания. Поскольку газообразные продукты горения пропадают впустую, транспорту требуется больше бензина.
Хонингование исправит цилиндрические поверхности, после чего все сопутствующие проблемы с машиной исчезнут.
Требования к оборудованию

Нанесение хона на цилиндр проводится посредством специального слесарного агрегата – хонинговального станка. Он состоит из поверхности, на которой закрепляют обрабатываемую деталь, блока управления, привода. Характеристики, по которым различают оборудование:
- Расположение шпинделя. Хон удерживается шпинделем, в зависимости от его расположения станок считают вертикальным или горизонтальным, а для специализированного хонинга используют наклонный станок.
- Количество шпинделей. Для обработки сложных, многоуровневых деталей применяют многошпиндельные станки, облегчающие работу с объектами. Хонингование простых элементов проводят на оборудовании с одним шпинделем.
- Наличие системы автоматизации. Станок может быть автоматизирован, чтобы облегчить мастеру работу со сложными деталями.
Программное управление контролирует проведение обработки, обеспечивает стабильность шлифовки, рассчитывает точное количество масла для орошения, отвечает за расчет чистоты полировки.
Особенности процесса
В ремонтных мастерских хонингование делают поэтапно, в два основных захода и третий – дополнительный. Эти работы отличаются от заводской процедуры, но для стабилизации двигателя их достаточно. Проводят хонинговку цилиндров так:
- Обрабатывают детали крупноабразивным бруском. Это первичный этап, который подготовит деталь к финальным работам.
- Второй шаг – абразив с мелким зерном. Точная обработка приводит поверхность в нужное состояние.
- Применение абразивной пасты. Завершающий шаг, который устраняет микродефекты, сглаживает впадины и уголки. Паста делает хон в цилиндрах двигателя максимально ровным. Этап является дополнительным, т. к. это самая тонкая обработка, призванная улучшить результат основных работ, часто автослесари обходятся и без нее.
После завершения процедуры цилиндры очищают, чтобы избавиться от металлической стружки и остатков полировочных материалов.
Внимание!Для обработки применяют разные бруски с абразивом, используют керамику и алмазные элементы. Керамический абразив надежнее алмазного, он служит дольше, потому такая полировка требует меньше денежных вложений.
Самостоятельный хонинг – сложная работа, но посильная для опытного слесаря. Чтобы не испортить цилиндр, мастер должен следить за четкостью рисок, их расположением. Оборудование для самостоятельного проведения процедуры тоже называют хон – обычно он похож на ершик для бутылок. Бывают конструкции из рабочих элементов, закрепленных на стержне, но первый вариант проще в обращении.
В гаражных условиях хон в цилиндрах создают так: оборудование вставляют в патрон для дрели, обеспечив точность работ с помощью уровня и рейки подачи. Это исключит брак в процессе обработки. Во время нанесения сетки хона поверхность и сам он орошается смазкой – смесью машинного масла с керосином.
После процедуры стружку абразива и металлический мусор смывают с поверхности мыльным раствором. Деталь сушат и покрывают антикоррозийным маслом.
После самостоятельного хонингования потребуется подождать, пока цилиндр сработается с поршнем. В это время нельзя подвергать двигатель сильной нагрузке.
Хонингование или шлифовка цилиндров: что лучше

Обе процедуры на первый взгляд похожи, но фундаментально это разные вещи. Шлифовка создает зеркало цилиндра, это понятие означает идеальную гладкость поверхности (без хонинговых рисок). Зеркало создается в процессе длительной работы двигателя, иными словами – набивается. Шлифование в условиях мастерской применяют в таких случаях:
- Если деформация ГБЦ привела к нарушению общей геометрии и прочности конструкции мотора.
- Были проведены сварочные работы.
От создания зеркала хонингование отличается нанесением сетки рисок. Гладкая поверхность слабо удерживает масло, в результате увеличивается его расход.
Хонингованный цилиндр защищен от перерасхода масла и работает стабильнее зеркального. Если режим хона был выбран верно, а в работе выдержан точный угол, двигатель будет работать лучше и прослужит дольше.
Хонингование цилиндров двигателя. что это и зачем его делают?

13.11.2019
| (Голосов: 2, Рейтинг: 3) |
Вопросы, рассмотренные в материале:
- Что такое хонингование цилиндров
- Есть ли разница между зеркалом цилиндра и хонингованием
- Каковы технологии хонингования цилиндров
- Как происходят хонингование и ремонт цилиндров Alusil и Nicasil
Двигатель внутреннего сгорания – это сердце автомобиля. Для его беспроблемной работы нужна умеренная эксплуатация и своевременное обслуживание. Если условия соблюдены, то мотор будет выдавать заданные параметры на протяжении долгих лет. Затем подходит срок капитального ремонта, подразумевающего полную разборку и замену изношенных деталей. Важной операцией является хонингование блока цилиндров.
Что такое хонинговка блока цилиндров
Хон двигателя – это результат обработки, «правильная шероховатость», способствующая удержанию на элементах моторного масла. Представляет собой риски мелкой глубины, проходящие сеткой по поверхности. Глубина их не превышает 0,05 мм. Хон в двигателе обеспечивает герметизацию гильзы и поршня, снижает износ оборудования. Защитный эффект – это то, для чего и делают операцию. Но он работает, когда сетка хона нанесена без брака: детали сети расположены с выдержанной частотой, ровно, без ошибок в направлении.
Ваша улыбка

Все сталкивались с дурацкими снимками в паспорте и на водительских правах. Эти фотографии всегда выглядят плохо, потому как на них нет вашей улыбки и вы не ведёте себя естественно.
Когда вы смотрите на себя в зеркало, то вы ведёте себя естественно и можете по-настоящему улыбаться, но когда кто-то вдруг кричит «скажи сыыыр!», то это тут же вызывает у вас смущение, из-за чего вы напрягаетесь, и опять же получаетесь на фото не так, как вы видите себя в зеркале.
Старайтесь расслабляться во время съёмки, пытаясь сосредоточиться на чём-нибудь другом. Напряжённая неловкость — верный путь к плохой фотографии.
Этапы расточки и хонингования

Вышеописанные проблемы влекут за собой ремонт силового агрегата. Если не сделать это вовремя, состояние цилиндров может отрицательно сказаться на работоспособности других механизмов, что приведет к более серьезным поломкам. Бывают случаи, когда в результате откладывания ремонта приходилось делать замену всего кривошипно-шатунного механизма.
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Читать также: Приспособление для гнутья арматуры своими руками
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Особенности процесса
В ремонтных мастерских хонингование делают поэтапно, в два основных захода и третий – дополнительный. Эти работы отличаются от заводской процедуры, но для стабилизации двигателя их достаточно. Проводят хонинговку цилиндров так:
- Обрабатывают детали крупноабразивным бруском. Это первичный этап, который подготовит деталь к финальным работам.
- Второй шаг – абразив с мелким зерном. Точная обработка приводит поверхность в нужное состояние.
- Применение абразивной пасты. Завершающий шаг, который устраняет микродефекты, сглаживает впадины и уголки. Паста делает хон в цилиндрах двигателя максимально ровным. Этап является дополнительным, т. к. это самая тонкая обработка, призванная улучшить результат основных работ, часто автослесари обходятся и без нее.
После завершения процедуры цилиндры очищают, чтобы избавиться от металлической стружки и остатков полировочных материалов.
Внимание! Для обработки применяют разные бруски с абразивом, используют керамику и алмазные элементы. Керамический абразив надежнее алмазного, он служит дольше, потому такая полировка требует меньше денежных вложений.
Самостоятельный хонинг – сложная работа, но посильная для опытного слесаря. Чтобы не испортить цилиндр, мастер должен следить за четкостью рисок, их расположением. Оборудование для самостоятельного проведения процедуры тоже называют хон – обычно он похож на ершик для бутылок. Бывают конструкции из рабочих элементов, закрепленных на стержне, но первый вариант проще в обращении.
В гаражных условиях хон в цилиндрах создают так: оборудование вставляют в патрон для дрели, обеспечив точность работ с помощью уровня и рейки подачи. Это исключит брак в процессе обработки. Во время нанесения сетки хона поверхность и сам он орошается смазкой – смесью машинного масла с керосином.
Настройка салонного и боковых зеркал

- Салонное. Всё очень просто. Найдите центральную точку автозеркала заднего обзора. Соотнесите её с центральной линией заднего стекла.
- Боковые. Настройте водительское сидение под себя. Отклонитесь влево, практически касаясь бокового окна. Установите левое зеркало в таком положении, чтобы видеть заднее крыло машины. При обычной посадке оно должно исчезнуть из вашего поля зрения.Отклонитесь вправо, чтобы голова находилась в центральной части салона (между водительским сидением и креслом переднего пассажира). В правом зеркале также должно быть видно заднее крыло. Чтобы проверить правильность регулировки 3 автозеркал как единой системы заднего обзора, заручитесь помощью пассажира. Попросите медленно обойти машину. В этот момент необходимо следить за его передвижениями в зеркала заднего обзора. Если человек исчезает из одного автозеркала и сразу появляется в другом (с небольшими паузами), то количество «слепых зон» – минимальное. Боковое зеркало настроено правильно.
Видео: Лучше один раз увидеть, чем сто раз прочитать — как настроить зеркала в автомобиле и что такое мёртвая зона
О дополнительных опциях для боковых зеркал

Дополнительное зеркало для мертвой зоны
- Электропривод. Удобная система дистанционного управления стеклами зеркал, в корпусы которых интегрированы компактные электрические двигатели. Отличаются минимальным энергопотреблением. Процесс управления зеркалами осуществляется с помощью кнопок.
- Повторители поворотов. Обеспечивают дополнительную безопасность движения, нагляднее предупреждая остальных участников дорожного движения о совершаемых манёврах. Выполняют декоративную функцию, придавая автомобилю стильный внешний вид. Устанавливаются с завода или в процессе тюнинга. В качестве штатных указателей поворотов на зеркалах используются обычные галогенные лампы. В премиальных машинах на их место устанавливают светодиоды.
- Дополнительное маленькое зеркало. Встраивается в стандартное боковое автозеркало справа от водителя. Чаще имеет сферическую форму. Улучшает обзорность и снижает количество «мёртвых зон». Является дополнительным элементом безопасности. Часто устанавливается на автомобилях для обучения новых водителей.
- Декоративные накладки. Изготовляются из ABS-пластика, нержавеющей стали, хрома, карбона и других материалов. Делают автомобиль более стильным и необычным, выделяют из общего городского потока. Являются дополнительным защитным элементом для основного корпуса зеркала. Некоторые накладки поставляются в комплекте с указателями поворота. Процесс монтажа осуществляется с помощью крепёжных элементов или специального клея-герметика.
- Система подогрева. Система подогрева работает за счёт специальных нагревательных элементов. Предотвращает запотевание и покрытие зеркал конденсатом, препятствует образованию наледи. Избавляет водителя от забот по их протиранию при сильной влажности на улице. Подогрев автозеркал осуществляется от бортовой электросети автомобиля. Подключение производится несколькими способами: параллельным или отдельным (с предохранителем, реле и выключателем).
- Тонировка. Лёгкое тонирование боковых зеркал способно защитить глаза водителя от отражения яркого света фар, сильное – исказить цветопередачу, снизить общее восприятие происходящего на дороге.
Существуют 3 разных нагревательных элемента, использующихся при обогреве наружных автозеркал:
- резистивная проволока с изоляцией, имеющей термостойкие свойства;
- резистивный элемент на основе токопроводящей пасты. Наносится методом трафаретной печати;
- нагревательный элемент в виде плёнки. Одновременно является отражающим слоем.
Особенности инструмента для хонингования
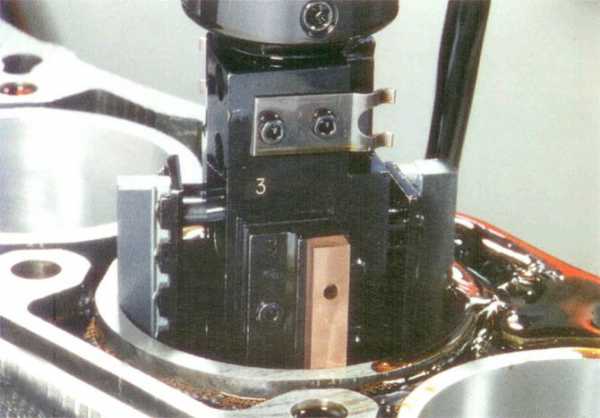
Инструментом для хонингования служит головка. В ней располагается регулировочный стержень 1. Изменяя его длину (закручивая или раскручивая гайки), добиваются изменения положения абразивных брусков.
Внутри головки смонтирован двусторонний конический регулируемый стержень 1, посредством которого радиальные стержни вместе с абразивными брусками раздвигаются, регулируя диаметральный размер и компенсируя износ абразивных брусков 4. Перемещение возможно до 0,5…2,8 мм. По мере износа нужно восстанавливать размер обтачивания, поэтому у оператора станка есть возможность получать нужный размер без замены брусков.
Специальные цилиндрические фиксаторы 5 не позволяют изменять выставленный размер.Точность обработки соответствует 1-2 классу. Можно добиться зеркального блеска получаемой поверхности.
Какое из зеркал сайта выбрать для продвижения?
С точки зрения поисковой оптимизации не имеет значения, продвигать сайт с https или http, с www или без. Но протокол https сейчас уже практически обязателен для интернет-магазинов и коммерческих сайтов, а домены без префиксов www будут короче и удобнее для использования. Поэтому если есть возможность выбирать, то лучше остановить свой выбор на https без www, и тогда адрес у главного зеркала будет примерно таким: https://mysite.ru .
Если сайт уже проиндексирован поисковиками, то стоит разобраться, как Яндекс и Гугл определили зеркало. При этом важно учитывать, под какой регион продвигают сайт. Если речь об Украине, Грузии и других странах СНГ или Европы, то нужно проверку делать в Гугле. Ну а если цель – Россия, то, конечно же, в Яндексе.
Индексацию очень просто проверить при помощи таких запросов:
Яндекс: url:www.mysite.ru* | url:mysite.ru*
По очереди вбиваем каждый запрос в поиск и смотрим, что выдает система. В Yandex сайт индексируется либо с www, либо без этого префикса. Если уже состоялась индексация с www, то и актуальное зеркало выбирают формата www.mysite.ru.
В индекс поисковика Google могут попадать копии сайта и с www, и без. Так что тут нужно смотреть выдачу по каждому зеркалу отдельно.
Сначала смотрят: « site:mysite.ru -www.mysite.ru ». Затем: « site:www.mysite.ru ».
К примеру, посмотрим, как это выглядит для сайта stol-i-stul.com.ua . Домен украинский, сайт продвигается под Украину, поэтому тут важно смотреть именно в Google, какое зеркало выбрано главным.
Сначала вбиваем в поисковик site:stol-i-stul.com.ua -www.stol-i-stul.com. ua и видим, что нашлось 48,3 тыс. результатов.
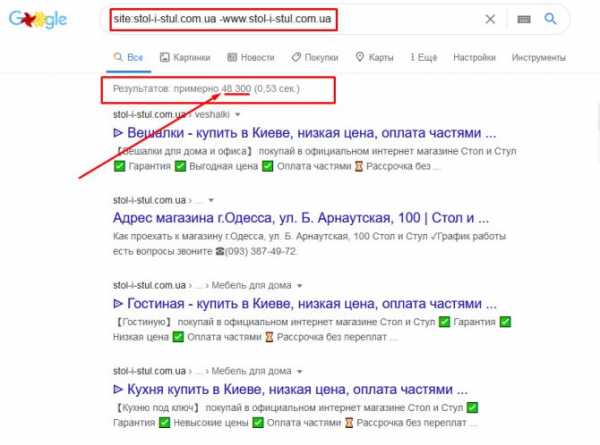
Теперь вбиваем site:www.stol-i-stul.com.ua и видим только 1 результат:
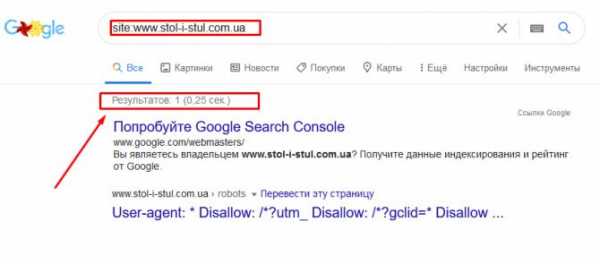
Соответственно, большее число результатов по версии без www, а потому именно эта копия тут выступает главной. Ну, и так как на сайте подключен протокол https, то нужно в роли рабочего зеркала выбрать: https://stol-i-stul.com.ua .
Как настраивать зеркала веб-сайтов?
Понимая теперь, как найти рабочее зеркало сайта, добиваются, чтобы поисковики индексировали исключительно его, а с других имеющихся копий веб-сайта шла переадресация на нужный адрес. Для этого подключают и настраивают редирект 301.
Теперь, если пользователь наберет в поисковике адрес с www, то система автоматически перенаправит на сайт без этого префикса. К примеру, введем www.stol-i-stul.com.ua:
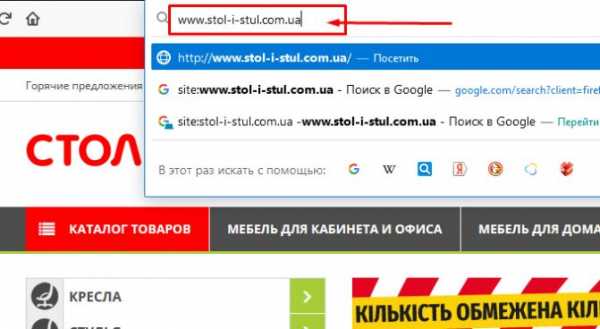
Нажимаем Enter и оказываемся на сайте без www:
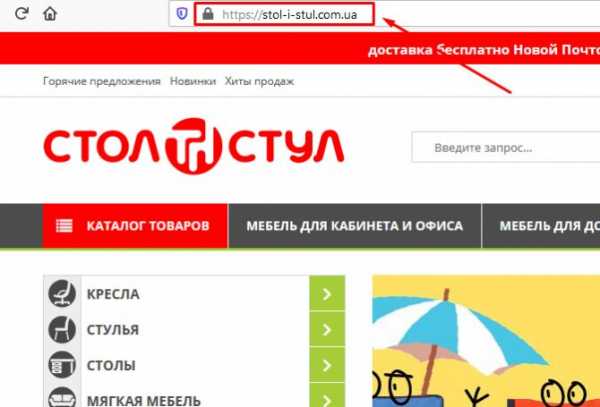
Так случилось благодаря настроенному 301-му редиректу, который автоматически перенаправляет пользователей на заранее выбранный в качестве главного адрес сайта.
Если редирект подключен, и нужно проверить, все ли хорошо, то можно воспользоваться Redirect Checker. Открываем сервис, вбиваем неглавное зеркало и смотрим:
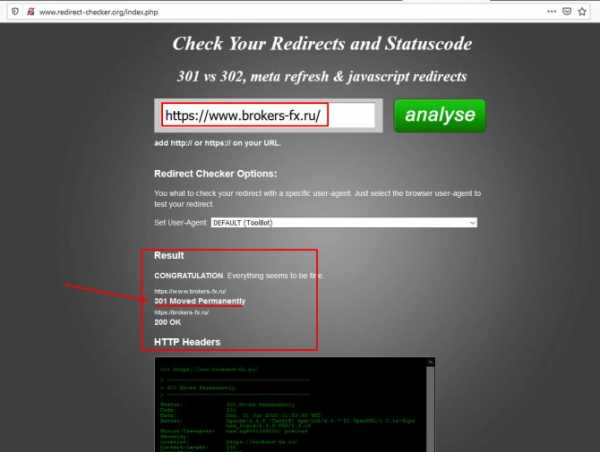
На скриншоте выше видно, что для проверки выбрали неактуальное зеркало https://www.brokers-fx.ru/, и Redirect Checker показал: с него правильно настроен 301-й редирект, перемещающий пользователей на https://brokers-fx.ru/.
Хонингование цилиндров: что это такое
Блок цилиндров представляет собой элемент, основная задача которого заключается в создании связи между ключевыми механизмами двигателя:
- коробка передач;
- головка блока;
- механизмы поршневой группы.
Наряду с выполнением основных задач блок цилиндров необходим для устранения шумов двигателя. Если запланирован капитальный ремонт, то специалисты находят время для проведения диагностики и этого элемента. Дело в том, что блок цилиндров в процессе эксплуатации испытывает значительные нагрузки. Все это увеличивает вероятность его износа. Новый цилиндр, как правило, имеет круглую форму, но постепенно становится овальным. В свете того, что он работает достаточно долго и подвергается чрезмерным нагрузкам, его стенки могут получать повреждения и покрываться царапинами. Если в автомобиле имеется деформированный блок цилиндров, то впоследствии это может привести к довольно большим проблемам в работе транспорта.
Во время выполнения ремонта двигателя специалисты вынуждены обследовать разнообразные узлы, в числе которых не обходят вниманием и цилиндр. Воздействие постоянных нагрузок на цилиндр, приводит к тому, что его верхняя часть становится похожей на конус, а это может привести к уменьшению ступени уплотнения колец
Такая ситуация может увеличить риск прорыва газов и привести к увеличенному расходу масла. Вместо привычной круглой формы цилиндр становится шероховатым. Проведение хонингования блока цилиндров позволяет вернуть ему заводскую округлую форму, а, помимо этого, создать максимально точное число штриховок на поверхности.
В прихожей или коридоре
Первое, что видят хозяева и гости, входя в квартиру, — это прихожая. Именно она формирует у гостей первое впечатление о жилье. Зеркало в прихожей делает пространство больше и светлее, а красивая рама добавит интерьеру особый шик. Не говоря уже о функциональности этого предмета, дающего возможность осмотреть себя перед выходом. Дизайнеры советуют использовать в прихожей или коридоре длинное прямоугольное зеркало, в котором можно увидеть себя целиком. Интересную игру света создаст целая группа из зеркал, размещённых вдоль одной из стен. На отражаемых поверхностях можно разместить какие-либо элементы декора, которые будут как бы двоиться. Не лишней будет мягкая подсветка зеркала в коридоре.
Хонингование применительно к деталям двигателя внутреннего сгорания
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности — отверстия. Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
Хонголовка с хонбрусками в цилиндре |
Если считать, что цилиндры — это сердце мотора, то знания о хонинговании, свойствах получаемой поверхности и методах её получения — это кардиология.
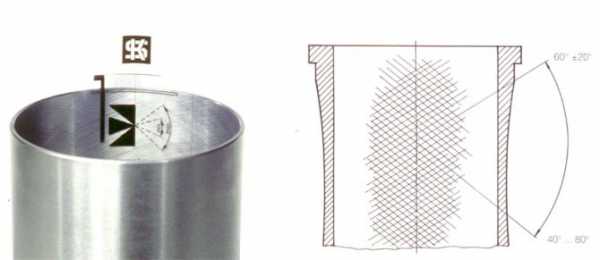
Для нормальной работы поршневых колец (кардиологический аналог каждый может себе придумать сам) на стенке цилиндра необходимо обеспечить определённый микропрофиль поверхности — совокупность пересекающихся рисок. Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра — угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. «Законодатель моды» в данном вопросе — фирма KOLBENSCHMIDT (KS) — дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное — методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования — применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.
Пленка-шаблон для проверки линий хона и наглядный рисунок самих линий из рекомендаций KS |
Прибор для контроля шероховатости Hommel |

Основные плюсы хонингования.

Если сравнивать с другими способами обработки поверхностей блока цилиндров, например, с полировкой и притиркой, наиболее эффективным и точным методом является обточка (хонингование). Благодаря ему обеспечивается наименьший износ деталей, максимальное давление в цилиндрах увеличивается, что ведет к увеличению эффективности работы двигателя, продлению срока его службы.
Благодаря обточке на поверхности цилиндров образуется малозаметная сеточка. Благодаря ей масло на стенках сохраняется в течение длительного времени. Соприкасающиеся детали двигателя постоянно смазываются, улучшается функционирование двигателя в целом.
Для хонингования цилиндров профессионалы советуют использовать алмазные бруски, хотя изначальная их цена выше, чем стоимость керамических абразивов. Большинство компаний используют именно этот способ финишной обработки цилиндров. Меньший износ алмазных абразивов компенсирует их стоимость. Благодаря использованию алмазных головок отверстию можно придать идеальную геометрию. В процессе восстановления цилиндров путем хонингования можно получить прямые стенки и круглую форму, правильное количество и качество штриховки. А это является главным залогом долговечности работы мотора и автомобиля в целом.
Проведение работ
Для получения качественного результата необходим хонинговальный станок. Такое оборудование используют в больших специализированных автомастерских, занимающихся ремонтом дизельных и бензиновых двигателей.
Блок цилиндров выставляется и закрепляется на столе станка так, чтобы отверстия или гильзы располагались строго вертикально. Это главное условие. Хонинговальную головку помещают вовнутрь. Муфтой регулируется нужный размер отверстий.
Процесс обработки проводится с применением рабочих жидкостей. Для обработки чугунов используют керосин, а для обработки сталей — смесь керосина с маслом. Все чаще стали применяться эмульсии СОЖ. Например, 7% водный раствор НСК-5.
Интересно, что во время хонингования происходит упрочнение поверхности на глубину до 0,06 мм. При давлении абразивных брусков равном 5 кгс/см2 твердость повышается на 10−15%. При обработке легированных сталей и давлении, равном 70 кгс/см2, значение твердости увеличивается до 70%.
Немного теории и технологии
Хонингование
— (от англ. honing, от hone — хонинговать, буквально — точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Требования к оборудованию

Нанесение хона на цилиндр проводится посредством специального слесарного агрегата – хонинговального станка. Он состоит из поверхности, на которой закрепляют обрабатываемую деталь, блока управления, привода. Характеристики, по которым различают оборудование:
- Расположение шпинделя. Хон удерживается шпинделем, в зависимости от его расположения станок считают вертикальным или горизонтальным, а для специализированного хонинга используют наклонный станок.
- Количество шпинделей. Для обработки сложных, многоуровневых деталей применяют многошпиндельные станки, облегчающие работу с объектами. Хонингование простых элементов проводят на оборудовании с одним шпинделем.
- Наличие системы автоматизации. Станок может быть автоматизирован, чтобы облегчить мастеру работу со сложными деталями.
Программное управление контролирует проведение обработки, обеспечивает стабильность шлифовки, рассчитывает точное количество масла для орошения, отвечает за расчет чистоты полировки.
Как избежать появления задиров
Прежде всего – регулярно менять масло и следить за уровнем. Перед заменой масла следует проверять нет ли запаха бензина под крышкой маслозаливной горловины. Если же бензином пахнет, необходимо срочно менять топливный насос высокого давления. При проведении ТО и компьютерной диагностике необходимо проверить герметична ли топливная система. В некоторых случаях запах бензина может появиться ещё и из-за поломки системы вентиляции картерных газов (ВКГ). Это характерно для автомобилей марки Mercedes-Benz. Также важно использовать только качественное высокооктановое топливо и избегать тех моторов, где инженеры допустили конструктивный просчет. Это, например, касается моторов V6 от Ауди с компрессором 290, 300 лошадиных сил. В меньшей степени это касается двигателей с мощностью 310 и 333 л.с..
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Когда нужна хонинговка

Нет общего срока, когда элементам двигателя понадобится эта процедура. Хонингуют цилиндры по достижении определенного уровня износа, а для каждого мотора это будет свое значение времени работы. На износ влияет бензин, используемое владельцем авто моторное масло, стиль вождения (темп езды), исправность сопутствующих систем и т. д.
На заметку!
В среднем работы проводятся, когда пробег транспортного средства достигает значения в 100 тыс. км и более.
Определить, что хон в цилиндрах двигателя уже нужен, помогают внешние признаки. Чем интенсивнее проявляется проблема, тем скорее нужно проводить обработку. Если владелец авто заметил один из нижеприведенных маркеров, следует показать авто слесарям для проведения работ.
Список возможных признаков:
- Появление синего дыма из выхлопной трубы.
- Нестабильность оборотов двигателя на холостом ходу.
- Снижение мощности мотора.
- Возросший расход масла по сравнению с прошлыми измерениями.
Возникшая необходимость нанесения хона на блоки цилиндров часто вызывает полную совокупность этих факторов – они тесно связаны. Синеватый дым на выхлопе образуется, когда кольцо поршня не собирает масло с цилиндрической поверхности без остатка. Масляные следы остаются и сгорают вместе с топливом. Так как дефекты внутреннего канала приводят к пустому сгоранию машинного масла, его расход возрастает.
Изменениями в цилиндре также объясняется снижение мощности двигателя и нестабильность его работы. Кольца поршня неплотно примыкают к стенам цилиндра, нарушение герметичности приводит к попаданию в картер газов, а они снижают компрессию в камере сгорания. Поскольку газообразные продукты горения пропадают впустую, транспорту требуется больше бензина.
Хонингование исправит цилиндрические поверхности, после чего все сопутствующие проблемы с машиной исчезнут.
Но почему «Механика»?
Выше мы упомянули – и неспроста. Это признанный эксперт в деле моторного ремонта. А вот и аргументы.
Автомобильные двигатели стремительно меняются. Увеличивается мощность при одновременном сокращении размеров агрегата. Термическая и механическая нагрузка на детали растет. А значит, совершенствуются конструкционные материалы для поршневых колец, поршней и блоков цилиндров. Меняются и сами кольца – уменьшается их высота, а число колец сокращается.
Все это необходимо знать, непрерывно отслеживать все новости отрасли, и прежде всего – инновационные решения производителей двигателей.
Так вот, сотрудники «Механики» держат руку на пульсе мирового автопрома. Но не забывают и классические технологии. Поэтому здесь отремонтируют и старый добрый «атмосферник», и новейший турбированный агрегат, рожденный под флагом downsizing.
Как уже говорилось, здесь проводят точную диагностику. А значит, выбирают правильную технологию ремонта.
В этой компании великолепный станочный парк, включая современные хонинговальные станки Sunnen. А работают на них опытные мастера. Эти не «прослабят» допуски, они чувствуют металл интуитивно.

(фото: станок для хонингования бц)
Инструмент – хонинговальные бруски и щетки – здесь импортные. Смазочно-охлаждающая жидкость (СОЖ) высшего качества. Она омывает инструмент и блок во время операции, тут же фильтруется и вновь подается в рабочую зону.
Ссылки
Эта страница в последний раз была отредактирована 16 марта 2019 в 09:03.
Цилиндр и головка цилиндра двигателя воздушного охлаждения (мотоцикл «Москва» М1А).
Гильза цилиндраЦили́ндр
поршневого двигателя внутреннего сгорания представляет собой рабочую камеру объемного вытеснения.
Работа двигателя внутреннего сгорания. Цилиндр в сборе с головкой и шатунно-поршневой группой. Внутренние и наружные части цилиндров испытывают различный нагрев и обычно выполняются отдельно:
- внутренняя — рабочая втулка или гильза цилиндра
- наружная — рубашка (у двигателей воздушного охлаждения рубашка имеет рёбра для эффективного отвода тепла)
Пространство между ними называется зарубашечным, в двигателе с водяным охлаждением тут циркулирует охлаждающая жидкость.
Безгильзовые двигатели

Обработка хоном отличается на гильзовых и безгильзовых двигателях. Если необходимо обработать безгильзовый блок цилиндров, особых сложностей возникнуть не должно.
Цельная металлическая конструкция надежно закрепляется на рабочем столе станка непосредственно после процесса расточки. Следует удостовериться, что гильзы располагаются строго вертикально, и никаких смещений при возвратно-поступательном движении патрона не возникнет — в противном случае от обработки не будет никакого толка.
При обработке безгильзовых цилиндров потребуется всего несколько проходов станка.
При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
Самостоятельная проверка номера двигателя

Чтобы проверить при покупке машины соответствие номера на двигателе с данными в документации, не потребуется никакого специального оборудования. При встрече с продавцом автомобиля откройте крышку капота и найдите номер на корпусе агрегата.
Обычно он выгравирован на металлической площадке, расположенной под щупом уровня масла. От автомобиля к автомобилю место расположения таблички может изменяться, но у большинства авто он расположен там.
Увидеть символы бывает не так просто, особенно если мотор грязный, или табличка расположена в неудобном месте, которое сложно очистить, или которое сложно рассмотреть без зеркала.
Первым делом, если мотор покрыт пылью или грязью, протрите табличку с номером двигателя влажной тряпкой или салфеткой. Салфеток может потребоваться много, учитывайте, что вам нужно очистить и разглядеть 17 символов – цифр и букв латинского алфавита. Если вы не можете увидеть все 17 знаков после очистки таблички, поставьте зеркало – оно поможет увидеть то, что видно плохо.
Также важно помнить, что многие символы похожи друг на друга, такие как цифра ноль и буква «О», или цифра «один» и буква «I». Чаще всего при «перебивании» угнанного автомобиля изменяют именно схожие символы, поэтому обратите на них внимание, нет ли признаков вмешательства и попытки изменить на похожие знаки.
Профессиональные услуги
Если износ уже значительный (например, когда эллипсность цилиндра превышает 0.1 мм, а конусность – 0.2 мм), необходимо проводить расточку цилиндров до ремонтного размера. В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
Как выполняется расточка
На первом этапе гильза растачивается на малой скорости. Из-за высокой прочности сплава большие скорости противопоказаны – пострадает точность. При обработке металла на малых скоростях верхний слой подвергается структурным разрушениям, поэтому его необходимо удалить. Для этого и нужна хонинговка. Эта технологическая операция позволяет исправить мелкие огрехи, которые неизбежны при расточке. Обработка хонами позволяет довести канал цилиндра до идеально круглой формы (при правильном хонинговании эллипсность составляет не более 0.03 мм).
Хонинговка после расточки выполняется в два этапа. Сначала стенки обрабатываются крупным абразивом. Затем производится доводка брусками с мелким зерном. Двигатель и станок надежно закрепляются на специальном стенде. В рабочую зону непрерывно подается охлаждающе-смазывающая жидкость. На заключительном этапе обязательно выполняется промывка обработанной поверхности мыльным раствором, чтобы удалить стружку и частицы абразива. В профессиональном оборудовании почти повсеместно используются алмазные хоны – они экономически выгоднее керамических.
Чтобы снизить износ деталей при приработке узла «поршневое кольцо-гильза», рекомендуется использовать присадку для двигателя «Актив Плюс» от . Этот триботехнический состав специально разработан, чтобы создать условия для комфортной работы силового агрегата. Состав оптимизирует зазоры в парах поршень-гильза, благодаря чему выравнивается компрессия по цилиндрам. Также Suprotec Active Plus повышает эффективность работы гидрокомпенсаторов, улучшая смазку работающих узлов. Все эти факторы позволяют избежать излишнего износа деталей на стадии приработки.Также трибосостав «Актив Плюс» можно использовать для профилактики задиров на любых бензиновых двигателях, в том числе и оснащенных турбинами. Это дешевле, чем ремонтировать изношенную цилиндропоршневую группу.
Почему появляются задиры
Появляются задиры из-за прямого контакта металлов в парах трения. То есть из-за «сухого трения». Оно, в свою очередь, может быть вызвано несколькими причинами – недостаточной смазкой, температурным расширением или попаданием в пару трения посторонних веществ. Недостаточная смазка возникает при падении давления масла, неравномерности масляного клина (масляной плёнки), потери свойств масла (например, из-за содержания бензина). Перегрев масла (когда температура выше 120* на современных двигателях включается аварийный режим работы) тоже относится к недостаточной смазке. Температурное расширение возникает из-за перегрева или ошибки конструктора. Посторонние вещества могут попадать в пару трения вместе с грязным маслом или же через впускные/выпускные каналы (отсутствие воздушного фильтра или разрушение катализатора). Рассмотрим все эти случаи подробнее, а также расскажем о самых нагруженных парах трения в двигателях.
Хонингование или шлифовка цилиндров: что лучше

Обе процедуры на первый взгляд похожи, но фундаментально это разные вещи. Шлифовка создает зеркало цилиндра, это понятие означает идеальную гладкость поверхности (без хонинговых рисок). Зеркало создается в процессе длительной работы двигателя, иными словами – набивается. Шлифование в условиях мастерской применяют в таких случаях:
- Если деформация ГБЦ привела к нарушению общей геометрии и прочности конструкции мотора.
- Были проведены сварочные работы.
На заметку! От создания зеркала хонингование отличается нанесением сетки рисок. Гладкая поверхность слабо удерживает масло, в результате увеличивается его расход.
Хонингованный цилиндр защищен от перерасхода масла и работает стабильнее зеркального. Если режим хона был выбран верно, а в работе выдержан точный угол, двигатель будет работать лучше и прослужит дольше.
Проверка на задиры
Общее описание
Как было сказано выше, задиры в КШМ и ГБЦ без разбора диагностировать достаточно сложно, так как все рабочие поверхности скрыты глубоко внутри двигателя. Задиры в цилиндрах (в ЦПГ) можно разделить по стадиям. Начальные стадии можно будет распознать только с помощью проведения эндоскопии. А последние – по звуку работы двигателя, пропускам зажигания, откатам угла опережения зажигания (ретардам), неравномерности работы цилиндров. У двигателя появится повышенный расход масла, выхлопные газы, возможно, станут синего цвета. В масле появится металлическая стружка. Да, даже состояние свечей зажигания намекнёт на неисправность. Подробнее о начальных стадиях. Проверка делается при помощи эндоскопа. Эндоскопия цилиндров на бензиновых моторах делается через свечные технологические отверстия и без снятия ГБЦ. И проводить эту процедуру лучше при холодном двигателе. Камеру (эндоскоп) опускают во все цилиндры, проверяя всю площадь поверхности цилиндров. Если поршень мешает, то требуется повернуть коленвал до достижения поршнем нижней мертвой точки. В идеальном случае двигателя с минимальным пробегом мы должны увидеть там следующее:
Так выглядит цилиндр в новом (или после ремонта) двигателе
В худшем случае увидим это:
Задиры последней стадии.
Классификация повреждений в цилиндре
Нормой считается:
Вид при разборе двигателя:
1 2 3 4 5
Вид на экране эндоскопа:
1 2 3 4 5
А вот иллюстрация, как выглядят задиры на самом деле:
На экране эндоскопа При разборе двигателя На экране эндоскопа На экране эндоскопа
А так выглядит стружка, образующаяся при задирах, в масляной системе:
Корпус масляного фильтра. Белое — стружка. Масляный поддон. Белое — стружка.
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет. Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится. Мотор, отхонингованный «на коленке», не проработает долго.
Чтобы потраченные на ремонт силы и средства не пропали напрасно, обращайтесь к специалистам, имеющим в своём распоряжении необходимое оборудование. Существуют фирмы, предлагающие такого рода услуги. Если их расценки покажутся чрезмерно высокими, задумайтесь о том, во что обойдётся покупка хотя бы контрактного двигателя. Возможно, вы перемените своё мнение.
Понравилась статья? Поделитесь в соц. сетях:
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Читайте в этой статье
Что такое хонингование цилиндров двигателя?
Хонингование цилиндров – это процесс обработки поверхности цилиндров, являющийся завершающим этапом расточки двигателя. С использованием специальных приспособлений на стенки цилиндров наносится сетка из мелких задиров, призванная удерживать масляную пленку и ускорить приработку поршневых колец.
С какой целью проводится хонингование цилиндров?
Очень часто в жизни автомобилистов наступает момент, когда капитальный ремонт двигателя неизбежен. Это становится следствием того, что цилиндры теряют первоначальную круглую форму и становятся эллипсными. Исправить такой дефект может только расточка до ремонтного размера поршней, финальной стадией которой является хонингование.
Однажды ученые обратили внимание, что неровная поверхность пары трения позволяет деталям намного быстрее прирабатываться и противостоять износу. Помимо этого, масло на шероховатых стенках удерживается гораздо лучше, что тоже положительно влияет на ресурс узла в целом. С тех пор обработка хонингованием цилиндров двигателей внутреннего сгорания стала неотъемлемой частью при производстве, а также при капитальном ремонте моторов.
В наше время эта операция также помогает добиться более высокой точности обработки деталей.
Как выполняется процесс хонингования?
Во время расточки блока цилиндров токарь оставляет небольшой запас для последующей, более точной, обработки. Далее блок цилиндров перемещается на хонинговальный станок, где с помощью более крупного, чернового, абразива наносится первичный хон. После этого производится финишное хонингование мелким абразивом с высокой точностью обработки, в результате чего удается расточить цилиндры с погрешностью до 1–2 мкм, а также нанести сетку хона, которая будет противостоять износу двигателя на протяжении более долгого времени и позволит уменьшить продолжительность приработки поршневых колец. В случаях, когда блок двигателя изношен незначительно, возможно применение специальных хонинговальных щеток, которые используются даже в ручных дрелях для быстрого восстановления хона. Такие приспособления состоят из абразивных шариков, крепящихся на нейлоновых прутках, что позволяет создавать незначительное давление на стенки цилиндров и приспосабливаться к различным диаметрам цилиндров.
После нанесения хона блок необходимо тщательно вымыть от мелких частиц металла, оставшихся в каналах сетки хона. После этого двигатель можно собирать и начинать обкатку.
В качестве послесловия, перефразируя известную всем поговорку «В здоровом теле – здоровый дух!», можно с уверенностью сказать: «В здоровом двигателе – здоровый хон!». Ведь именно состояние сетки хона влияет на ресурс большинства современных блоков цилиндров. Не зря у мотористов плохой приметой является увидеть на цилиндрах «зеркало».
Работы по хонингованию, расточке блока цилиндров, шлифовке коленвала есть возможность произвести на высокоточном оборудовании Моторного центра «Гвардейский».
Механика. Расточка блока цилиндров двигателя. Хонингование.
Хонингование – операция финишная и… самостоятельная
(фото: хонингование цилиндров двигателя)
Создать сетку
Поскольку наша тема хонингование, напомним – что же это за операция такая. Вдруг кто-то забыл. Так вот, хонингование – это финишная обработка поверхностей цилиндров при капитальном ремонте двигателя. Проводится на специальных станках особым инструментом – хоном, совершающим возвратно-поступательное и вращательное движение.
Хонингование позволяет:
- обеспечить окончательный размер цилиндра с точностью до сотых долей мм;
- создать сетку хона, необходимую для удержания масляной пленки на стенках цилиндров.
Когда же оно применяется – хонингование? Об этом далее.
Хонингование, расточка, гильзовка
Ответ на вопрос «Что делать с изношенным блоком цилиндров?» может быть коротким: ремонтировать. А вот ответ развернутый потребует чуть больше времени и слов.
В один далеко не прекрасный момент водитель чувствует: с мотором что-то не так. Мощность-то он развивает, но не столь резво как раньше. Масло «подъедает».. Да и выхлоп подтверждает: масло горит, запах этот ни с чем не спутаешь.
И обращается водитель в сервис, обычный, недорогой. Но правильный диагноз там могут поставить не всегда. А значит, и ремонт эффективным не будет. Говорите, расход масла увеличился? Сальники в порядке, значит, блок цилиндров изношен. Мы вам кольца новые поставим – и езжайте себе дальше. Вот и вся диагностика.
А всегда ли поможет простая замена поршневых колец? Далеко не всегда. А вот навредить может легко. Дело в том, что у изношенного цилиндра нарушена геометрия. И новые кольца, установленные в такой цилиндр, ее не исправят. И нормально работать новые кольца тоже не будут.
И хорошо, если владелец автомобиля обратится к профессионалам на специализированное моторное предприятие. Например, в компанию «Механика». А там начнут с обстоятельной диагностики состояния цилиндров. И прежде всего с тщательных замеров износа и искажений геометрии.
Здесь есть четкие критерии:
1.Износ в области верхней мертвой точки (ВМТ) поршня – этакая «ступенька» на зеркале цилиндра. Критической считается величина порядка 0,05 мм. При большем износе условия работы колец резко ухудшаются.
2.Эллипсность цилиндра, нарушающая плотность прилегания колец к зеркалу. Критическая величина – около 0,03 мм.
В совокупности оба фактора приводят к падению компрессии, прорыву отработавших газов в картер (старение масла при этом резко ускоряется!) и упомянутому расходу самого масла.
Оценив износ, специалисты вынесут вердикт. Здесь может быть три варианта ремонта.
Во-первых, только хонингование. Специалисты «Механики» скажут: выработка мала, цилиндры можно дохонинговать без расточки, восстановить сетку, заменить кольца. Еще поездите, зато сэкономите на поршнях ремонтного размера.
Здесь хонингование выступает в двух ипостасях: как финишная и как самостоятельная операция. Но такие случаи, когда можно обойтись одним лишь хонингованием, редки, и отследить их могут лишь профессионалы.
Во-вторых, расточка цилиндров в ремонтный размер с последующим финишным хонингованием.
Расточке мы посвятим отдельную статью. А пока отметим, что ее назначают, когда устранить износ одними только хонинговальными брусками невозможно.
Расточка убирает и эллипсность, и конусность и ступеньку выработки цилиндра в зоне ВМТ поршня. Это самый распространенный случай ремонта.
И, наконец, в-третьих, гильзовка. Ее проводят, когда последний ремонтный размер уже выбран и расточка цилиндров невозможна. Но хонингование, как финишная операция, присутствует и в этом случае.
Таким образом, хонингование проводится всегда! При любом варианте ремонта блока из трех названных.
(фото: финишная обработка поверхности цилиндров после расточки)
Хонингование в цифрах
Каковы возможности хонингования по съему металла? Расточка или гильзовка оставляют под финишную обработку припуск величиной в «десятку» (0,1 мм). Или чуть больше – 0,15 мм. Дальше за дело берется хон.
Собственно хонингование проводится в три этапа на одном и том же станке.
Этап 1. Работают грубые бруски. Они уменьшают припуск до 0,05 мм.
Этап 2. Мастер меняет бруски на чистовые, которые выводят поверхность цилиндра в окончательный размер. Они же создают правильный рисунок сетки. Теперь масляная пленка будет надежно удерживаться на стенках цилиндра, а излишки масла будут сбрасываться маслосъемными кольцами в картер двигателя.
Этап 3. Чистовые бруски заменяются щетками из нейлоновых нитей с кремниевыми кристаллами. Щетки убирают острые вершины хонинговальных рисок и заусенцы. Образно говоря, обеспечивают «суперфинишную» обработку после финишной.
«Изюминка» хониногования
И все же скептики могут спросить: всегда ли нужно хонингование? Нельзя ли в некоторых случаях обойтись одной расточкой цилиндров – например, на каких-нибудь суперточных станках?
Что мы им ответим? Теоретически да, возможно. Особенно если вы не ждете от восстановленного двигателя большого ресурса. А почему ресурс будет небольшим? А потому что вы забыли про хонинговальную сетку, с которой начался этот рассказ. Резцом ее не получишь.
Но и это еще не все. Вспомним: что такое чугун? Это сплав, смесь мягкого железа (собственно Fe), карбида железа Fe3C и чистого углерода в виде графита. Свойства процесса резания чугуна таковы, что резец не только снимает стружку, но и «размазывает» мягкое железо по цилиндру. Кольца по такой поверхности работать будут, но недолго – масло на ней не держится.
А финишная операция хонингования не только формирует сетку, удерживающую моторное масло, но и убирает пленку железа со стенок цилиндра. Делается это при малых контактных напряжениях и небольших скоростях резания – можно сказать, «нежно». При этом открываются зерна графита – а графит не только улучшает структуру сетки, делая ее однородной, но и сам является твердой смазкой.
Вот и получается, что в профессиональной технологии ремонта без хонингования не обойтись.
Но почему «Механика»?
Выше мы упомянули фирму «Механика» – и неспроста. Это признанный эксперт в деле моторного ремонта. А вот и аргументы.
Автомобильные двигатели стремительно меняются. Увеличивается мощность при одновременном сокращении размеров агрегата. Термическая и механическая нагрузка на детали растет. А значит, совершенствуются конструкционные материалы для поршневых колец, поршней и блоков цилиндров. Меняются и сами кольца – уменьшается их высота, а число колец сокращается.
Все это необходимо знать, непрерывно отслеживать все новости отрасли, и прежде всего – инновационные решения производителей двигателей.
Так вот, сотрудники «Механики» держат руку на пульсе мирового автопрома. Но не забывают и классические технологии. Поэтому здесь отремонтируют и старый добрый «атмосферник», и новейший турбированный агрегат, рожденный под флагом downsizing.
Как уже говорилось, здесь проводят точную диагностику. А значит, выбирают правильную технологию ремонта.
В этой компании великолепный станочный парк, включая современные хонинговальные станки Sunnen. А работают на них опытные мастера. Эти не «прослабят» допуски, они чувствуют металл интуитивно.
(фото: станок для хонингования бц)
Инструмент – хонинговальные бруски и щетки – здесь импортные. Смазочно-охлаждающая жидкость (СОЖ) высшего качества. Она омывает инструмент и блок во время операции, тут же фильтруется и вновь подается в рабочую зону.
Не забудем и выходной контроль
Углы хонингования соответствуют требованиям, шероховатость тоже. А чему удивляться, «Механика» применяет европейские технологии, а такие проверки там обязательны.
Итак, хонингование проведено. Зеркало цилиндров готово под новые кольца. А в случае ремонтного размера – под новые поршни с кольцами. И двигатель снова будет наматывать километры.
Автор: Юрий Буцкий, к.т.н.
Хонинговка цилиндров - для чего нужна расточка и хонингование двигателя
Хонингование считается завершающим этапом при производстве цилиндра и впервые проводится еще на заводе. В процессе эксплуатации и при сильном износе двигателя такая обработка стирается, из-за чего диски плохо справляются с удержанием масла.
Владельцы авто редко сталкиваются с необходимостью знать все о такой обработке дисков. Обычно машины отвозят на СТО, где мастера разбираются с возникшей проблемой и проводят капитальный ремонт моторов.
При этом понимание того, что такое хонингование блока цилиндров, а также знание основных принципов технологии, помогают держать под контролем многие процессы, которые проходят в автомобиле.

Что такое хонингование цилиндра?
В процессе эксплуатации автомобиля все его составляющие подвергаются сильной нагрузке и износу. А это может влиять на качество работы двигателя. Чтобы избежать серьезных проблем, важно своевременно проверять систему и проводить капитальный ремонт авто, в который входят расточка и хонингование блока цилиндров. Они особенно актуальны, когда на поверхности появляются сильные царапины, конусность и задиры, из-за которых становится сложно удержать нужный объем моторного масла.
Хонингование цилиндров – это процедура, которая проводится на завершающем этапе ремонта мотора и подразумевает под собой нанесение на цилиндры особых насечек. Она выполняется при помощи специального оборудования, поэтому самостоятельно осуществить хонинговку невозможно – для этого следует обратиться в СТО.
Результатом работы становится не гладкая отполированная поверхность (которая, хоть и выглядит красиво, но теряет функциональность), а цилиндр с нужной степенью шероховатости, которая и отвечает за удержание масла.
В каких случаях нужна хонинговка цилиндров?
Срок эксплуатации мотора и время, за которое изнашиваются детали, будет зависеть от целого ряда факторов:
-
качество бензина, который вы используете;
-
характер езды;
-
продолжительность поездок;
-
качество системы охлаждения и т.д.
В среднем капитальный ремонт, куда входит и хонинговка блока цилиндров, рекомендуется после пробега более 100000 км. Конечно, каждый случай индивидуален, и иногда двигатель изнашивается раньше.
Как понять, что машине нужно хонингование двигателя? Возможно, вы отмечали хотя бы один из этих признаков:
-
выхлоп становится насыщенно серого цвета, который появляется, когда масло сгорает вместе с бензином из-за слабой работы поршневого кольца;
-
объем используемого масла заметно увеличился, что указывает на изменившуюся форму внутреннего канала, по которому проходит поршень;
-
страдает мощность двигателя;
-
нестабильность оборотов при холостом ходу, которая может быть следствием нарушения правильной формы цилиндра.
В таком случае необходимо срочно показать машину автослесарям. Они быстро смогут определить, нужно ли проводить хонингование цилиндров.
Хонингование блока цилиндров: преимущества обработки
Вопрос относительно того, для чего нужна хонинговка, задают преимущественно начинающие автомобилисты, которые еще не сталкивались с капремонтом двигателя. Спустя время после эксплуатации авто необходимость в процедуре становится заметной и понятной каждому.
Даже при внешнем осмотре проблемы в работе цилиндров заметны невооруженным глазом. При их изъятии становятся заметны все мелкие и глубокие царапины, которые появляются в результате чрезмерной нагрузки на мотор. Это, в свою очередь, приводит к:
-
уменьшению мощности мотора;
-
повышению расхода бензина и моторного масла;
-
потере компрессии.
Для чего нужна хонинговка цилиндра? Для восстановления качественной работы двигателя. Правильно выполненная процедура способна:
-
улучшить эффективность цилиндра за счет подъема давления в нем на максимальный уровень;
-
сохранить в нужном объеме моторное масло, чтобы обеспечить регулярное смазывание деталей при рабочем состоянии двигателя;
-
максимально приблизить форму цилиндра к его заводским показателям – современное оборудование позволяет получить то число насечек, которое необходимо для конкретного цилиндра.
Хонинговка двигателя, в отличие от более простых процедур, таких как притирка и полировка, обладает большей эффективностью и в прямом смысле восстанавливает поврежденное покрытие детали.
Как проводятся хонингование цилиндра?
Что ж, мы выяснили, зачем нужна хонинговка. Теперь давайте приступим к разбору технологии процедуры. Для ее проведения задействуется специальное оборудование – хоны. Это керамические или алмазные хонинговальные головки, которые запускаются на механическом стенде и оказывают воздействие на поверхность цилиндра. Керамические головки более бюджетные, однако при длительном использовании долговечные алмазные хоны гораздо выгоднее. Именно поэтому их часто используют на СТО.
Дополнительно в качестве смазки мастера применяют масляно-керосиновую смесь или специальный водный раствор. Такие средства позволяют предотвратить коррозию цилиндра.
Технология хонингования включает в себя такие основные этапы:
-
Подходящий патрон дрели вставляется в инструмент для обработки – хон. Для большей надежности и лучшего результата используются вспомогательные инструменты: уровень или рейка подачи. Именно они контролируют точность хода.
-
В первую очередь используют хонинговальные головки с более крупными абразивными частицами, которые убирают все дефекты, оставшиеся после капремонта мотора.
-
Далее процесс хонингования проводится при помощи хона с мелким абразивом.
-
Пока идет хонинговка, на поверхность блока регулярно поступает смазывающий состав.
-
По окончанию процесса с двигателя счищаются все остатки стружки и абразивных частиц. Важно проследить, чтобы ничего не осталось на поверхности – для большей надежности применяют специальные мыльные растворы.
-
Завершается хонинговка блока обработкой поверхности маслом.
Обратите внимание, что после обработки поршень с цилиндром должны сработаться. В этот период рекомендуют избегать сильных перегрузок и своевременно пополнять объём моторного масла.
Можно ли выполнить хонингование своими руками?
Многие автолюбители интересуются, можно ли при наличии должного оборудования обработать цилиндры просто у себя в гараже? В принципе, такой вариант возможен. Однако ручная хонинговка – это сложный процесс, который требует определенных навыков.
Для начала вам понадобится запастись хоном и машинным маслом. Процедуру следует проводить плавно, избегая резких движений, которые могут привести к неравномерной шероховатости покрытия.
Ручное хонингование имеет одно важное преимущество: для его проведения не обязательно снимать блок с двигателя. Однако результат работы будет заметно отличаться от хонинговки в СТО: он будет непродолжительным и поможет разве что немножко освежить стенки детали.
Двигатель – это сердце любого автомобиля. А своевременный ремонт, включающий в себя и хонингование – это залог того, что ДВС будет “летать” на протяжении многих лет. Процедура отлично влияет на работу поршня, обеспечивает удержание моторного масла в нужном объёме и препятствует преждевременной поломке мотора.
Наши возможности (Работы по блоку цилиндров двигателя)
Гильзовка является достаточно сложным процессом монтажа ремонтных гильз в блоки цилиндров. Грамотно произведенная процедура позволяет значительно увеличить срок эксплуатации двигателя. Так же наша компания имеет большой опыт работы гильзовке с использованием комплектующих компании Darton.
Darton это американская производственная компания, которая с 1978 года успешно занимается изготовлением мокрых и сухих гильз для гоночных автомобилей и тюнинга, считается на современном рынке безусловным лидером. Darton производит детали для двигателя Nissan, Subaru, GM, Honda, Ford, Suzuki, Toyota и многих других. Гильзовка блоков, производимая нашими высококлассными специалистами — это всегда качество и экономия Ваших средств.
Гильзовка блоков гильзами Darton – это усложненный процесс гильзовки, связанный со своими особенностями. По данным работам мы имеем огромный опыт.
Если же клиенту требуется просто восстановить в номинальный размер цилиндры или отремонтировать один поврежденный цилиндр с последующей расточкой и хонинговкой всех цилиндров в ремонтный размер, то мы рекомендует уже отработанную технологию гильзовки блока цилиндров.
Очень часто гильзовка блока цилиндров является единственным выходом в создавшейся ситуации из-за отсутствия ремонтных поршней, сильного износа или повреждений блока. Мы устанавливаем как готовые гильзы, так и изготовленные нашими специалистами ремонтные гильзы из специальных сплавов чугуна.
Процедура проходит в несколько этапов:
- промеры деталей и дефектация
- расточка блока под гильзы
- изготовление гильз
- установка гильз в блок цилиндров
- опрессовка блока цилиндров
- обработка плоскости(фрезеровка) блока цилиндров
- хонинговка цилиндров
Качество выполняемых процедур зависит от нескольких показателей:
- опыт мастеров
- наличие современного ремонтного оборудования
- выходной контроль
» Отсутствие компрессии в одном из цилиндров - Симптомы и причины
Цилиндры являются одним из важнейших узлов двигателя. Отсутствие компрессии в одном из цилиндров означает ряд проблем с работой силового агрегата.
Цилиндрпредставляет собой цельнометаллическую гильзу, расположенную в блоке цилиндров. До уменьшения размеров стандартными были 4-цилиндровые двигатели, хотя было и 5 двигателей. Спортивные автомобили имели 6 или даже 8 цилиндров (например, V6/V8). Уменьшение размеров двигателей привело к выпуску агрегатов с меньшим рабочим объемом и уменьшенным числом цилиндров.3-цилиндровые агрегаты стали использоваться массово, а некоторые производители даже представили 2-цилиндровые агрегаты (например, Fiat TwinAir). Со временем все это безумие оказалось ошибкой (как и распиаренная ныне электромобильность) и на конвейеры вернулись 4-цилиндровые моторы.
Баллоны изготавливаются из стали, чугуна или дюралюминия. Они имеют специальные внешние каналы для теплоносителя, отводящего от них тепло. Поршни, смазываемые моторным маслом, работают (возвратно-поступательно) внутри цилиндров.Над цилиндром расположены впускной и выпускной клапаны. Форсунки устанавливаются здесь на двигателях с непосредственным впрыском топлива. В бензиновых двигателях — еще и свечи зажигания, а в дизелях — свечи накаливания. Коленчатый вал, приводимый в движение поршнями, в картере проходит под цилиндрами.
Что происходит в цилиндре? Там сгорает топливно-воздушная смесь. Все нужно делать в условиях полной герметичности. В противном случае происходит потеря компрессии.
Как проверить компрессию в цилиндрах?
Для этой цели используется специальный калибр.Разберите свечи зажигания или накаливания и вместо них подключите измерительный элемент. Затем (не заводя двигатель) выжимают педаль газа. Манометр показывает значение компрессии в каждом цилиндре. Его следует сравнить с данными производителя автомобиля.
Каковы симптомы отсутствия компрессии в одном из цилиндров?
Типичными симптомами недостаточной компрессии являются:
• Затрудненный запуск двигателя (обратите внимание – это может быть вызвано целым рядом других проблем – разряженной аккумуляторной батареей, отказом стартера, поврежденной системой подачи топлива).
• Нестабильная работа двигателя на холостом ходу (пульсация оборотов).
• Значительно ослаблен двигатель - мощность при разгоне не заметна.
• Повышенный расход топлива.
• На низких оборотах двигателя может быть слышен стук.
• Ощутимая вибрация на холостом ходу.
По какой причине один из цилиндров не сжат?
• Неправильно установленная цепь ГРМ или ремень ГРМ, что приводит к неправильной работе впускных и выпускных клапанов.Проблема также может быть вызвана обрывом и пропуском цепи или ремня.
• Утечка поршневых колец — это может произойти с сильно изношенными двигателями. Моторное масло не может герметизировать камеры сгорания.
• Выпускной клапан негерметичен, не может должным образом герметизировать цилиндр. Это может быть связано с механическим износом.
• Износ седла клапана. Когда-то распространенной причиной этого было использование первых газовых установок.
• Повреждена прокладка головки блока цилиндров.Чаще всего его ускоренный износ происходит при постоянном перегреве двигателя (проблемы с системой охлаждения, спортивная езда, поврежденный термостат и т. д.).
• Нагар на впускных клапанах. Это предотвращает плотное закрытие цилиндра.
• Сломанная пружина клапана, задача которой «втолкнуть» клапан в седло клапана. Когда он ломается, клапан остается открытым.
Прежде чем обвинять цилиндр в отказе двигателя...
Двигатель должен пройти углубленную диагностику.Причиной проблем с запуском двигателя, потери мощности и вибрации могут быть поврежденная свеча зажигания, поврежденная катушка зажигания, провода зажигания (в старых автомобилях). Компрессию надо мерить.
А позже? Ну и дорогой ремонт остается.
ЖУРНАЛ АВТОМОБИЛЕЙ - интересные статьи об автомобилях и автомобилизации
АВТОМОБИЛЬНАЯ ТЕХНИКА - автомобильные направляющие. Как обслуживать, как ремонтировать, как распознавать неисправности?
CAR TESTS - шоу звезд автомобилестроения (испытания новых автомобилей и тесты автомобилей с пробегом
АВТОМОБИЛЬ И ПОЛИТИКА - как современная политика влияет на автомобильную промышленность, водителей, способы использования и производства автомобилей.
АВТОАКСЕССУАРЫ - инструменты, видеорегистраторы, камеры, счетчики, датчики!
АВТОМОБИЛИ МИРА - какие автомобили, совершенно неизвестные в Польше, производятся в других странах?
МЕДЛЕННОЕ ВОЖДЕНИЕ - ПОЕЗДКИ ПО ПОЛЬШЕ НА АВТОМОБИЛЕ
БОРЬБА С КОРРОЗИЕЙ - то есть сражения с величайшим врагом автомобилей
.90 000 автомобилей с двигателями V6, V8, R6. Можно ли их еще купить?Еще 20 лет назад двигатели с более чем четырьмя цилиндрами были нормой в среднем классе, а в высшем и люксовом классах - фактически обязанностью. К сожалению, сегодня — в основном из-за ужесточения норм чистоты выхлопных газов практически каждый год и погони производителей за малым расходом топлива и снижением выбросов СО2 — таких чистых агрегатов осталось не так уж и много. К счастью, будет еще несколько.Конечно, и в линейке Carsmile
.Помните поколение Lexus IS I? Автомобиль поступил в продажу в 1999 году и в Европе у него были только бензиновые двигатели R6, включая знаменитую безнаддувную версию 2JZ (IS 300). Возьмем в свою очередь BMW 3 серии E46 — хотя баварский производитель начал внедрять двигатели R4 в средний класс намного раньше, ядром предложения E46 по-прежнему были версии R6 (сначала это был M52TU, затем — M54). Идем дальше, ведь в Alfa Romeo в то время царил двигатель V6 Busso, который устанавливали не только в среднем классе (Alfa 156) и выше (Alfa 166), но и в компакте (147 GTA)! Так или иначе, двигатели VR6 в кузове компакт-класса также не являются чем-то экстраординарным в моделях VAG Group того периода (напр.Golf V R32)... А 8-цилиндровые агрегаты? Вот, первый пример - BMW E39 535i и 540i. Так что двигатель V8 у довольно распространенной машины. Сегодня ухоженный 540i пользуется большим спросом на вторичном рынке и может стоить целое состояние. Почему? Потому что многие люди до сих пор любят двигатели больше, чем 4-цилиндровые.
Это были такие прекрасные времена, что 8-цилиндровый двигатель (в необычной компоновке «W») стоял даже у Volkswagen Passat (B5 FL) под капотом. И сегодня? Сегодня в автосалонах осталось много таких моделей, потому что все более жесткие нормы выбросов делают свое дело, а производителям приходится постоянно снижать расход топлива своих моделей.Но не все «большие» силовые агрегаты дошли до топора и — самое главное — по крайней мере несколько из них предлагает Carsmile.
У нас есть для вас не менее десятка премиальных моделей, в которые производитель осмелился установить что-то большее, чем обычные R3 или R4 с турбонаддувом. Ниже представлен обзор некоторых из самых интересных шестицилиндровых двигателей, которые вы найдете на Carsmile. Примечание: бывает и так, что в гибридных моделях встречаются «большие» двигатели, что позволяет — по крайней мере в теории — несколько снизить расход топлива.
BMW B58 (R6, Benz.)
Двигатель R6 с турбонаддувом мощностью 333 л.с. на моделях: 540i, X5 xDrive 40i, X6 xDrive 40i, 840i и X7 xDrive40i. Это великолепно звучащий и гибкий двигатель, который обеспечивает отличную производительность в моделях высшего класса и очень приличную в больших внедорожниках. Например, X5 xDrive 40i с двигателем B58 разгоняется с 0 до 100 км/ч за 5,7 секунды.
BMW B57 (R6, дизель)
Отличный агрегат, часто встречающийся на более крупных моделях BMW m.в с маркировкой 30d (286 км) и 40d (340 км). Вы найдете ее среди других в: Серия 5, Серия 6, Серия 7, X5, X6 и X7.
Audi EA897 Evo (V6, дизель)
Этот двигатель с плавным ходом предназначен для больших автомобилей ингольштадтского производителя. Он доступен с «обычным» нагнетателем (турбокомпрессором) и в версии, дополнительно оснащенной электрическим компрессором, благодаря которому удается практически полностью устранить явление турбоямы. В Carsmile вы найдете его среди прочих.в в: A6 50 TDI (286 л.с.), A6 Allroad 55 TDI (349 л.с.), Q7 и Q8 в версиях 45 TDI (231 л.с.) и 50 TDI (286 л.с.) и A8 50 TDI.
Kia 3.3 (V6, Benz.)
Сюрприз? Наверное, нет, но тот факт, что среди немецких моделей премиум-сегмента появляется Stinger 3.3 V6 Turbo, ясно показывает, к чему стремится корейский концерн. Stinger с двигателем мощностью 366 л.с. может разогнаться до первых 100 км/ч за 5,2 секунды — неплохо.
Мерседес М256 (R6, бенз.)
Бензиновый R6 объемом 3,0 л и с турбонаддувом и электрокомпрессором, развивает в S-классе 367 (S450) или 450 л.с. (S500).
Mercedes OM656 (R6, дизель)
Дизель R6 объемом 2,9 л имеет два классических турбокомпрессора и доступен в S классе: в версии 350d имеем 286 под ногой, а в версии 400d - 330 л.с.
Мелодия для трех барабанов, или Что пищит под капотом Skoda Citigo • AutoCentrum.pl
Сердце Skoda Citigo — двигатель 1.0 MPI. Он имеет три цилиндра и 12-клапанную головку. Алюминиевая конструкция является представителем нового семейства моторов Volkswagen — EA211.
Двигатель, который мы также встретим в Seat Mii и Volkswagen up!, был первым представителем семейства EA211. В конечном итоге в него войдут и четырехцилиндровые агрегаты объемом до 1,6 л.Они будут широко использоваться в автомобилях на базе новой плиты MQB. Это означает, что мы можем найти их среди других в А3, Гольф, Октавия и Леон. Под капотами новых A3 и Golf VII уже разместили двигатель 1.4 TSI EA211 с алюминиевым кузовом, заняв место 1.4 TSI EA111 с чугунным блоком. Самый маленький представитель семейства EA211, 1.0 MPI, имеет более простую конструкцию — он не получает турбокомпрессора и непосредственного впрыска топлива, что предвещает… долгую и безотказную работу.
Трехцилиндровые двигатели имеют много преимуществ.Меньшее количество элементов означает, конечно же, более низкие производственные затраты, а также меньший вес и сопротивление, сопровождающее работу двигателя. Три цилиндра звучат интересно, и большая мощность каждого из них положительно влияет на передачу мощности и крутящего момента. Есть и недостатки. Ампутация одного цилиндра затрудняет балансировку двигателя. Чтобы он работал плавно и не вибрировал в неподвижном состоянии, часто необходимо использовать уравновешивающие валы. Оптимизированная конструкция новых двигателей Volkswagen сделала ненужным последний - блок 1.0 MPI не создает чрезмерных вибраций, но культуре работы четырехцилиндровых двигателей очень не хватает.
Для снижения веса двигателя был оптимизирован способ крепления аксессуаров к блоку цилиндров, а выпускной коллектор интегрирован в головку блока цилиндров. Благодаря включению коллектора в конструкцию головки снижаются потери энергии - правильно спроектированные водяные каналы получают тепло от коллектора, ускоряя прогрев всего двигателя. Охлаждение верхней части выхлопной системы также помогает оптимизировать состав смеси.Чтобы понизить температуру выхлопных газов, не нужно переобогащать смесь, что привело бы к повышенному сгоранию. Конструкторы двигателя утверждают, что охлаждение коллектора снизит температуру выхлопных газов до 100°К и снизит потребность в бензине при движении с максимальной скоростью на 2 л/100 км.
Алюминиевая головка блока цилиндров имеет два распределительных вала, которые управляют 12 клапанами (по четыре на каждый цилиндр). На стороне впуска фазы синхронизации регулируются.Блок отлит из алюминиевого сплава, а вот гильзы цилиндров чугунные. Конструкторы подчеркивают, что благодаря этому двигатель 1.0 MPI будет исправно работать на любом из доступных в мире бензинов. Если инженерам приходится иметь дело с каждым лишним килограммом, они часто предпочитают использовать алюминиевые блоки цилиндров с гильзами цилиндров, покрытыми никасилом. К сожалению, он очень чувствителен к присутствию серы в бензине.
Сердце Skoda Citigo доступно в двух вариантах. Базовая развивает 60 л.с. при 5000-6000 об/мин./мин и 95 Нм при 3000-4300 об/мин. 90% максимального крутящего момента доступно в диапазоне 2000-6000 об/мин. Чуть более дорогой вариант – двигатель мощностью 75 л.с. при 6200 об/мин и 95 Нм при 3000-4300 об/мин. Более высокая мощность была достигнута благодаря измененным настройкам электроники управления двигателем. Различия в расходе топлива не колоссальные. В цикле измерений более слабый 1.0 MPI потреблял в среднем 4,5 л/100 км, а более сильный – 4,7 л/100 км. Оба двигателя демонстрируют схожий темперамент во время неспешных поездок.Различия проявляются только при динамичной езде. 75-сильный вариант достигает «сотни» через 13,2 секунды со старта, то есть на 1,2 секунды раньше более слабого собрата.
.90 000 Сравнение автомобилей с 3-цилиндровыми двигателями. Проверяем какая модель лучшаяРаньше 3-цилиндровые двигатели были шумными, не очень быстрыми и устанавливались в основном на малолитражки.Однако времена меняются, и в настоящее время мотоциклы этого типа можно найти и в более крупных автомобилях.
Чтобы узнать, как это все работает, мы сравнили 12 автомобилей с 3-цилиндровыми двигателями.В списке есть как старые, так и совершенно новые модели, есть и маленькие модели, компакты и кроссоверы. Мы подробно проверили все автомобили и оценили их по четырем категориям.
В каждом из них можно было получить максимум 10 баллов.Что касается расхода топлива, то заводские значения находятся в пределах от 3,5 л/100 км (Mini Cooper D) до 5 л/100 км (Ford Focus и Renault Captur).
Однако при тестировании выяснилось, что меньше всего потребляет Smart (5,1 л/100 км), а больше всего Citroën C4 (6,3 л/100 км).Это показывает, что 3-цилиндровые двигатели все еще слишком сильно горят, особенно если учесть, что мы в основном имеем дело с небольшими автомобилями. Это означает, что еще есть место для дальнейшей экономии.
.Три и... хватит? • AutoCentrum.pl
До недавнего времени трехцилиндровые двигатели не пользовались особым признанием у автолюбителей. Причина была очевидна? малая мощность и относительно небольшая мощность. Кроме того, культура работы этих агрегатов существенно отличалась от популярных четырехцилиндровых двигателей, не говоря уже о более крупных двигателях. Однако все указывает на то, что вышеупомянутые дилеммы уже позади? В настоящее время трехцилиндровые агрегаты можно встретить во многих моделях автомобилей и, что интересно, не только в типично городских автомобилях, но и в минивэнах и типично спортивных автомобилях.
Не только для маленьких
Trzycylindrowce устанавливается все большим количеством автопроизводителей. В качестве примера можно привести две модели Ford — Fiesta и Focus. Под их капотами мы находим агрегат Eco Boost объемом один литр, в двух вариантах мощности: 100 и 125 л.с. Трехцилиндровые двигатели также предлагаются автомобилями Volkswagen и Skoda, а также Peugeot (модель 108), Citroen C1 и Toyota Aygo (1.0 VTI и 1.2 VTI мощностью 68 или 82 л.с. соответственно).Трехцилиндровые двигатели, устанавливаемые на эти автомобили, отличаются низким расходом топлива – в среднем, по данным производителей, он составляет 4,3 литра бензина на 100 км. Французский автопроизводитель подошёл к вопросу о трёхцилиндровых двигателях по-иному. Новейший Renault Clio оснащен 3-цилиндровым бензиновым агрегатом Tce объемом 899 куб.см и мощностью 90 л.с. с турбонаддувом. Но это не все. Этот двигатель также был обнаружен под капотом городского кроссовера Captur. Неудивительно, ведь это очень гибкая единица.Достаточно сказать, что 90 процентов. крутящий момент теперь доступен с 1650 об/мин. Немецкому БМВ тоже понравились три цилиндра. Последний Mini, принадлежащий к этой группе, имеет именно такой двигатель, но большей мощности — 136 л.с.
3 цилиндра с электроприводом?
Инженеры засматриваются на трехцилиндровые двигатели, но идут еще дальше. Помимо увеличения мощности за счет турбонаддува, они также используются в гибридных системах.Хорошим примером является купе BMW i8. Установленный в нем 1,5-литровый бензиновый двигатель с турбонаддувом выдает 231 лошадку. Мало того, что после «сцепки» его с электроагрегатом мощностью 131 л.с., в распоряжении водителя всего 362 л.с.! По данным производителя, разгон купе до сотни составляет всего 4,4 секунды, а расход топлива должен составить около 2,2 литра бензина на 100 километров (разумеется, по заявлению производителя). Гибридный привод в созвездии представляет собой бензиновый 3-цилиндровый двигатель с электрическим, инженеры Nissan также тестируют.В полностью гоночной модели Zeoda RC мы также находим турбированный двигатель внутреннего сгорания объемом 1,5 литра, соединенный с электродвигателем. Объединенная мощь этого дуэта способна заставить сердце биться чаще, в том числе и в соревнованиях под маркой BMW. Японцы подкрутили мощность своей машины до... 405 КМ. Поэтому есть на что пойти.
Подходит (также) для микроавтобусов
Оказывается, 3-цилиндровые двигатели могут хорошо работать и в тех типах транспортных средств, в которых мы скорее не ожидаем их наличия.Речь идет о… семейных минивэнах, примером которых является BMW 2 серии Active Tourer. Производитель устанавливает трехцилиндровый 1,5-литровый двигатель мощностью 136 л.с. В этой модели мы можем найти еще одну курьезность: привод здесь направлен… на переднюю ось. Это не ошибка, Active Tourer — единственный переднеприводный автомобиль среди всей линейки автомобилей, предлагаемых BMW.
.