Где расточить блок цилиндров
Как Расточить Блок Цилиндров Своими Руками

О самостоятельной расточке блока цилиндров задумываются экономичные автолюбители, либо те, кто привык все ремонтные манипуляции выполнять своими руками. По этому поводу у большинства водителей сразу возникает вопрос: насколько целесообразно проводить подобную процедуру, которую никак нельзя назвать легкой, в условиях гаражного бокса? Ведь выполнять шлифовку блока, не имея специального оборудования и определенных навыков довольно проблематично. Помимо этого, невозможно до конца быть уверенным в точности проведения этой процедуры, но все же многие автовладельцы берутся за расточку блока цилиндров в домашних условиях.
Заметим, что опытные мотористы не одобряют проведение подобной процедуры. Хотя она может быть использована как крайняя мера для восстановления работоспособности мотоциклетных либо мопедных двигателей. Расточить блок цилиндров автомобильного силового агрегата можно несколькими способами, каждый из которых требует определенных усилий и затрат. Все же лучше всего выполнить эту процедуру на специальном расточном станке, поскольку в этом случае риск повредить блок сведен к минимуму. На станке можно получить идеальную расточку цилиндра (в случае если она будет сделана профессионалом), а вот при ручном исполнении таких результатов вряд ли удастся достичь.
Для чего это нужно?
Само понятие «расточка блока» подразумевает процесс восстановления геометрии цилиндров силового агрегата при помощи специальных станков. Главной предпосылкой к расточке блока является проведение капитального ремонта двигателя, однако сейчас процедура в основном проводится для увеличения его мощности.
Растачивать цилиндры при капитальном ремонте необходимо по той причине, что находящиеся в них поршни под воздействием высокого температурного режима, давления и прочих постоянных нагрузок, являются причиной нарушения геометрической формы цилиндров. Говоря проще от постоянного трения и высоких нагрузок цилиндр вместо идеально круглой формы, приобретает форму эллипса. Из-за этого поршень уже не может полностью прилегать к его стенкам, в результате чего образовывается значительный зазор, через который отработанные газы либо топливо проникают в картер, а моторное масло – в камеру сгорания.

Естественно, из-за всего этого силовой агрегат значительно теряет свою мощность, увеличивается потребление топлива и масла. Одним из верных признаков, свидетельствующих о необходимости проведения расточки двигателя, является увеличенный расход моторного масла. Помимо этого, следует обратить внимание на цвет отработанных газов. Если из выхлопной трубы начинает появляться сизовато-синий дым, не за горами капитальный ремонт силового агрегата.
Буквально несколько десятков лет назад невозможно было найти моторное масло либо охлаждающую жидкость хорошего качества, из-за этого возникали частые перегревы моторов. Доходило даже до того, что приходилось выполнять капремонт двигателя нового автомобиля спустя 30-50 тыс. км пробега. А агрегаты на грузовой и специальной технике приходилось восстанавливать намного чаще.
Сегодня ситуация изменилась кардинально. Современные смазывающие и охлаждающие жидкости позволяют значительно увеличить ресурс автомобильного двигателя. Сейчас средняя величина пробега до проведения капитального ремонта составляет примерно 200-250 тыс. км, причем, за год далеко не каждый автомобилист проезжает даже 12-15 тыс. км. Выходит, что этого ресурса силового агрегата должно хватить на более чем 15 лет эксплуатации. Далеко не каждое транспортное средство может выдержать столько.
Расточка блока в последнее время крайне редко применяется в качестве необходимой ремонтной меры. В основном эта процедура используется при тюнинге для увеличения объема и мощности двигателя. Но, во втором случае расточка проводиться лишь тогда, когда состояние стенок цилиндров позволяет ее выполнить. В этом случае необходима установка поршней с большим диаметром. Также для обеспечения корректности работы силового агрегата потребуется большее количество топливной смеси, поскольку его объем увеличится, соответственно, возрастет мощность.
Какие моторы можно точить, а какие нельзя?

Как известно, блок цилиндров может быть изготовлен из чугуна либо алюминия. Первый вариант, несмотря на некоторые минусы, к которым относятся высокая масса и низкий теплоотвод, обладает хорошей прочностью и идеально поддается проточке. Алюминиевый блок, наоборот, намного легче и эффективнее отводит тепло.
Однако стенки его цилиндров покрывают специальным износостойким составом, из-за чего протачивать их не рекомендуется. Эта процедура попросту удалит покрытие со стенок, в результате чего цилиндры потеряют свою прочность и прослужат недолго.
Плюсы и минусы расточки
Среди плюсов можно выделить следующее:
- Прибавка мощности
- Увеличение эксплуатационного ресурса
- Снижение потребления масла
- Увеличение компрессии
- Улучшение динамики работы агрегата
К минусам можно отнести:
- Снижение КПД двигателя
- Уменьшение размера стенок цилиндра, из-за чего мотор быстрее нагревается
- Нарушение заводских характеристик силового агрегата, которое может негативно отразится на прохождении ТО
Способы самостоятельной расточки блока
Выполнить эту процедуру в домашних условиях можно двумя способами, которые практически ничем не отличаются друг от друга. Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.

Для выполнения первого способа расточки потребуется высокооборотистая электродрель, старый поршень и набор наждачной бумаги различной зернистости на влагостойкой, тканевой основе. Сам процесс можно описать так:
- в верхней центральной части поршня необходимо высверлить отверстие под шпильку, далее вставить и крепко затянуть ее;
- ножовкой по металлу необходимо сделать пропил в боковой части поршня, вставить в него край крупнозернистой наждачной бумаги, обернуть ей поршень и зафиксировать в том же пропиле;
- расточку следует начинать на минимальных оборотах, постепенно добавляя их. Во время расточки дрель нужно перемещать вверх и вниз плавными движениями;
- когда поршень, которым выполняется расточка, будет свободно проникать в цилиндр на 2/3, меняем наждачную бумагу на более мелкую и дотачиваем уже ей;
- после всех манипуляций следует «нулевкой» выполнить окончательную шлифовку;
Еще один способ при помощи деревянной заготовки, которая будет имитировать поршень. Для этого необходимо изготовить соответствующую оправку. Причем в диаметре она должна быть на 2-3 мм меньше поршня, и на 100-200 мм длиннее гильзы цилиндра. В заготовке также необходимо сделать боковой пропил для фиксации наждачной бумаги, а в верхней части по центру высверлить отверстие для воротка. Процесс выполняется по аналогии с первым способом. Единственное, что он более трудоемкий, поскольку выполняется вручную. В процессе проточки нужно периодически смазывать обрабатываемую поверхность цилиндра.
Равномерность расточки контролируется визуально, либо по заранее изготовленному шаблону, например, из того же дерева.
В качестве вывода стоит сказать, что это в принципе неплохой способ повышения мощности двигателя, пользоваться им или нет исключительно ваш выбор. Желательно для проведения данной процедуры обратиться к профессионалам, что все было значительно качественнее.
Компания Механика - Расточка блока цилиндров
Расточка блока цилиндров – операция перед хонингованием
(фото: расточка блока цилиндров)
Когда необходим капитальный ремонт двигателя
Итак, расточка блока цилиндров. Эта операция входит в технологическую цепочку капитального ремонта двигателя.
А когда он требуется – капитальный ремонт? О тревожных симптомах мы писали в статье «Хонингование – операция финишная и… самостоятельная». Но следуя логике изложения, напомним о них.
Итак, снижение мощности, падение компрессии, увеличение расхода масла, характерный запах и цвет отработавших газов – все это признаки износа цилиндропоршневой группы. И самое правильное для водителя – прервать эксплуатацию и обратиться к профессиональным ремонтникам, например, в фирму «Механика».
А дальше – квалифицированная диагностика состояния цилиндров, поскольку простая замена поршневых колец, которую предложат на многих сервисах, вряд ли поможет. Нет, нужны замеры, замеры и еще раз замеры!
Снять металл
В зависимости от их результата специалисты «Механики» предложат три варианта:
- только хонингование как основную и одновременно финишную операцию;
- расточка цилиндров в ремонтный размер с последующим финишным хонингованием;
- гильзовка с финишным хонингованием, если последний ремонтный размер уже выбран предыдущей расточкой.
Вариант №2, т.е. расточка в ремонтный размер с финишным хонингованием, является самым распространенным.
(фото: финишное хонингование)
Суть операции в следующем. Вертикальный шпиндель расточного станка с закрепленным резцом вращается и опускается вглубь цилиндра. Резец снимает лишний металл с зеркала, устраняет эллипсность, конусность и ступеньку выработки вблизи верхней мертвой точки поршня (ВМТ).
Важно, что резец, в отличие от хона, закреплен в шпинделе жестко. И если хон при обработке «плавает», волей-неволей повторяя конфигурацию внутренней поверхности цилиндра, то резец совершает рабочий ход строго по вертикали.
Именно этот фактор позволяет выставить инструмент таким образом, чтобы убрать эллипсность, а точнее, яйцеобразную форму изношенного цилиндра. И тем самым восстановить его геометрию – разумеется, уже в ремонтном размере. Кстати, одним только хоном убрать эллипс можно, а вот более причудливые бочкообразные износы – нет.
Казалось бы, операция расточки проста. На деле эта «простота» требует точного оборудования и высочайшей квалификации исполнителя. Об этом далее.
Расточка блока цилиндров в цифрах
Сколько металла снимается при расточке? Правильнее поставить вопрос так: сколько ремонтных размеров существует в современных моторах? Как правило, их два: 0,5 мм и 1 мм от номинала. Встречаются и исключения – 0,25 мм, например. Но это редко.
В компании «Механика» нам рассказали любопытные случаи. Не так давно были популярны пяти- и шестицилиндровые моторы Volvo. И производитель выпускал для них ремонтные поршни 0,2 и 0,4 мм.
Первый размер был никому не нужен – ну прямо как Неуловимый Джо. Почему? А потому что при износе 0,2 мм все продолжали благополучно ездить. А на размер 0,4 мм выходили редко, приезжая на ремонт, как правило, с износом более 0,5 мм. Но ремонтных поршней под этот износ у Volvo не было, поэтому двигатели приходилось гильзовать. Так что опыт у «Механики», прямо скажем, разнообразный.
(фото: расточка цилиндров)
База под расточку: плоскость
В металлообработке едва ли не самое главное – базирование детали. Это важно и в токарном, и во фрезерном деле, и, конечно же, в специальных операциях по ремонту двигателя. Правильно выбранная база – это гарантия соосности, перпендикулярности и параллельности различных элементов детали при обработке. В нашем случае это обеспечение перпендикулярности осей цилиндров и коленчатого вала.
Рядные блоки, как правило, предварительно базируют по плоскости масляного поддона картера. Важно, чтобы эта поверхность была хорошо очищена, остатки прокладки здесь недопустимы.
После установки блока смотрят: а как расположена плоскость головки блока цилиндров (ГБЦ)? Дело в том, что она не всегда параллельна плоскости поддона картера. С помощью щупов и индикатора «выставляется горизонт» плоскости ГБЦ, то есть ее положение в продольном и поперечном направлениях.
Далее блок фиксируется специальными зажимами, мастер с помощью центроискателя выставляет резец на необходимую величину съема и запускает станок.
Если производится ремонт 0,5 мм (от номинала или от первого ремонтного размера), то расточка проводится за один проход. Если по каким-то причинам выполняется ремонт «через размер», то делается два прохода инструмента.
Подача резца автоматическая, и на обработку четырех цилиндров уходит порядка часа.
База под расточку: скалка
Бывает, что привозят рядные блоки, которые уже однажды ремонтировали – когда-то, где-то, у кого-то. И базировали их просто по плоскости масляного поддона, не обеспечивая перпендикулярности осей цилиндров и коленчатого вала.
В этом случае для качественного ремонта требуется базировать блок по постелям коленчатого вала. Да клиент и сам часто просит: сделайте по постелям. Особенно если понимает суть вопроса, являясь, например, спортсменом-гонщиком.
В этом случае для базирования используется скалка – шлифованный металлический стержень, установленный на призмы.
Скалка имитирует коренные шейки коленчатого вала. Выставлять блок в продольном направлении не требуется – только в поперечном, что и делается с помощью индикатора. Далее проводится расточка, гарантирующая перпендикулярность осей цилиндров и «колена».
Но заметьте – до сих пор мы говорили о рядных моторах. А блоки V-образные? Сразу скажем, что их базируют только по постелям коленвала на скалке –иначе сделать это невозможно.
После расточки блока в той же базе (на скалке!) обрабатывают плоскости ГБЦ. Тем самым обеспечивают параллельность этих плоскостей оси коленчатого вала. Кстати, об этом рассказывает руководитель «Механики» Дмитрий Николаевич Даньшов в ролике https://www.youtube.com/watch?v=MJY1PgZfnBA Советуем посмотреть.
Не оставим без внимания и оппозитные двигатели Subaru. Как растачивают их? А вот как: попарно. Сначала один полублок, потом другой.
И в заключение этого раздела подчеркнем особо: при расточке обязательно оставляется припуск на хонингование. Эта финишная операция выполняется всегда!
Преимущества «Механики»
Почему с ремонтом блока (и не только блока) стоит обращаться в компанию «Механика»? Основные аргументы приведены в уже упоминавшейся статье «Хонингование – операция финишная и… самостоятельная» – с ними легко ознакомиться. Мы же сделаем несколько добавлений.
Нельзя не упомянуть тщательность подготовки блока к ремонту. Его скрупулезно очищают и отмывают на специальном оборудовании под давлением. А после завершения операций удаляют технологическую грязь и прочищают масляные каналы – в том числе и ультразвуковым способом.
Станочный парк «Механики» разнообразен, здесь работают и станки советского производства, о чем руководство говорит с гордостью. Во-первых, поговорка «советское – значит отличное» родилась не на пустом месте. Во-вторых, фирма сама выпускает и модернизирует оборудование, отдельные его узлы и инструмент – здесь умеют и это. Поэтому станки живут долго и служат безотказно.
(фото: производственные цеха Механики)
И заканчивая этот рассказ, вернемся к базированию блока и скалкам. Кроме станков, компания «Механика» производит и специальные приспособления для работы с V-образными блоками. Оно обеспечивает точное базирование блоков на скалке и применяется при обработке плоскостей, гильзовке, расточке и хонинговании. Такую оснастку можно приобрести.
Производство оборудования – тоже аргумент в пользу фирмы, подчеркивающий уровень ее профессионализма.
Автор: Юрий Буцкий, к.т.н.
Расточка блоков | Сервис по ремонту двигателей и их комплектующих в Иваново
Стоит отметить, что силовой агрегат и все его основные части испытывают постоянные нагрузки, это – цилиндры, поршни, кольца, коленвал, распределительный вал (валы), клапана, вкладыши и т.д.
Особенно сильные нагрузки у поршня, он трется об цилиндр блока, причем этот процесс повторяется сотни — тысячи раз всего за одну минуту. Здесь идет максимальный износ, металл стенок стачивается, блок начинает терять свою первоначальную круглую форму. Если утрировать он становится — овальный, а не круглый. Прилегание поршней (а именно его колец) к стенкам начинает ухудшаться, соответственно горючая смесь или отработанные газы начинают поступать в картер, а масло наоборот в рабочую камеру – падает мощность, силовой агрегат начинает «жрать масло»! Из глушителя начинает лететь сизый (синеватый) дым. Это первые звоночки.
Раньше не было нормальных масел, зимой они дико густели, летом пригорали, смазывающие способности были низкие — моторы приходилось «капитались» уже через 30 – 50 000 пробега, а грузовые итого чаще. Зимой (как ни странно) агрегаты перегревались, все потому что опять же не было нормальных ТОСОЛОВ или антифризов, лили воду которая замерзала, образовывала пробки тут и до перегрева недалеко, пусть локального, пусть не на долго – НО ЭТОГО ХВАТАЛО.
Сейчас технологии шагнули ДАЛЕКО вперед. Есть различные полусинтетические или синтетические составы, не только масел, но и охлаждающих жидкостей. Поэтому сейчас двигатель ходит долго! Ресурс от ремонтов увеличился в разы, если не в десятки раз.
Конечно через 250 000 (в среднем) километров все равно предстоит ремонт, но просто вдумайтесь какой это пробег! В средних городах редко когда наезжают 15 000 в год, таким образом 250 000 хватит примерно на 15 лет.
Первая причина – как вы догадались ремонт, если есть возможность (про это чуть ниже) овальную форму или задиры внутри цилиндра убирают путем расточки, ставят больше поршни и мотор живет еще долгие тысячи километров.
Вторая причина – это банально увеличения объема. Опять же если позволяет блок (а точнее его стенки) происходит расточка, устанавливаются поршни больше диаметра, они имеют большую способность засасывать воздушно-топливную смесь. Если утрировать поршень диаметром в 79,8 мм, засосет гораздо меньше, чем с диаметром в 82 мм. Топливо сгорает больше, а соответственно давление воспламененной смеси на поршень выше, вот вам и увеличение мощности. ДЕЛАЮТ в основном тюнеры для прокачки своих «железных» коней.
Микрон, центр расточки коленвалов и блоков в Новосибирске на Мира, 54а ст5 — отзывы, адрес, телефон, фото — Фламп
Данную организацию порекомендовали уважаемые люди, но вот что получилось:
Привез блок (Mazda, FS) на хонинговку, приняли без вопросов, озвучили срок один день. На следующий день звонок: " у вас не сняты масляные форсунки, они мешают нанести хон, мы не занимаемся их демонтажем, приезжайте забирайте", отвечаю: "хорошо, мои проблемы, сниму сам, уже...
Показать целиком
Данную организацию порекомендовали уважаемые люди, но вот что получилось:
Привез блок (Mazda, FS) на хонинговку, приняли без вопросов, озвучили срок один день. На следующий день звонок: " у вас не сняты масляные форсунки, они мешают нанести хон, мы не занимаемся их демонтажем, приезжайте забирайте", отвечаю: "хорошо, мои проблемы, сниму сам, уже выезжаю". Через пять минут второй звонок: "мы попробовали снять и сломали одну, но не переживайте, мы вам ее заварим". Приезжаю, блок стоит, мастера нет, форсунка отломана, выходит начальник и говорит: "приезжайте завтра, сделаем как было". Хорошо, приезжаю завтра, встречаю сразу начальника, мне говорят что заварили, я отвечаю что незаводская сварка в силовом агрегате меня совершенно не устраивает, и предлагаю возместить мне 500р за покупку контрактной детали. (Новая стоит 800, и ждать около 20 дней). На что получаю такой ответ: "вот возьмите 800р, забирайте блок и мы вас больше не обсуживаем, вам вход сюда закрыт". Я поинтересовался почему: " А потому что вы слишком принципиальный человек, мы с такими не работаем". Беру деньги, подхожу к своему блоку и вижу такую картину: стоит на полу, привалочной поверхностью (к ГБЦ) вниз, на каменистом неровном полу, ничего не подложено, видимо и весь ремонт с форсункой так происходил (позже осмотрел - поверхность в царапинах). Спрашиваю мастера: "вы считаете нормальным так ставить блок на пол?", и вот что я услышал: "да он у вас кривой, его надо шлифовать, и вообще вам хон не поможет , точить надо, будет масло кушать даже если до этого не кушал". Хороший глазомер у человека, не то что у мастера который мне мерил блок нутромером, причем мастер совершенно незаинтересованный. Забрал я блок и больше туда ни ногой. Кстати меня сильно пытались заверить что форсунки эти одноразовые, и их нужно ломать при расточных работах, и покупать потом новые, а если я каким-то чудом вытащу и поставлю старые, то они выпадут из посадочных мест при нагреве двигателя (обратная физика?). Начальник, к слову, неохотно ведёт диалог с недовольным клиентом, уворачивается от разговора, что тоже оставило осадочек. Так что подумайте стоит ли доверять тонкую работу мастерам которые определяют на глаз износ, и считают нормальным поставить блок (плоскостью прилегающей к ГБЦ) на асфальт, заварить сломанную деталь как ни в чем не бывало, да и вообще берутся делать то, чего не умеют, и их об этом не просили, а что если бы блок был от редкого дорогого авто? Да ещё и с учётом того, что в данной конторе не выписывают никаких заказ-нарядов, просто оставляешь деталь мастеру, и он записывают твой номер телефона. В случае чего - не докажешь причиненный ущерб. Надеюсь информация будет кому-то полезна, спасибо что прочитали до конца.
Расточка ГБЦ в Казани в Казани
Что же представляет собой ГБЦ?
По сути это крышка, закрывающая цилиндры и защищающая их от всех негативных внешних воздействий. Обычно, для её изготовления используется легированный чугун или алюминиевый сплав. После литья деталь проходит через процедуру искусственного старения, путём механической обработки. Это необходимо для того, чтобы можно было избавиться от напряжений, образованных в процессе изготовления. Поверхности внутри ГБЦ тщательно обработаны, потому, что это напрямую влияет на работу ДВС. Для повышения надёжности соединения нижнюю часть ГБЦ немного расширяют.
Конструкция ГБЦ
Головка современных автомобилей сложна конструктивно и в ней имеется большое количество разных деталей, таких как форсунки, свечи зажигания, клапана и другие. Камеры сгорания выполнены в ГБЦ. Также на ней устанавливаются распредвал и многие другие приспособления. В зависимости от расположения цилиндров, они могут иметь как общую ГБЦ, так и отдельную на каждую группу или цилиндр в отдельности.
Расположение и назначение отдельных элементов
Крышка ГБЦ выполняет защитную функцию.
Прокладка между ГБЦ и блоком цилиндров необходима для уплотнения соединения. Она одноразовая и на ее качестве не стоит экономить, потому что в случае разгерметизации соединения двигатель будет очень плохо работать.
Камеры, в которых сгорает топливо.
Гнёзда с резьбой, в которых размещаются форсунки или свечи.
Место для установки распредвала.
Для установки ГРМ использована верхняя часть ГБЦ. Там располагаются подшипники распредвала, опорные шайбы, втулки и клапанные пружины. Кроме того, там имеются отверстия для присоединения как впускного коллектора, так и выпускного.
В результате несвоевременного или некорректного обслуживания ГБЦ могут возникнуть существенные повреждения в большом количестве разнообразных механизмов и их деталей. В этом случае затраты на ремонт будут значительными.
Почти всегда, даже для небольшого ремонта двигателя, необходимо снимать ГБЦ, а эта процедура крайне трудоёмкая. При установке головки обратно, необходимо затягивать болты в последовательности, предусмотренной заводом и обязательно соблюдать нужный момент затяжки. Для этого используют динамометрический ключ. При недостаточной затяжке не будет герметичности двигателя, а при слишком большой можно испортить мягкий корпус головки.
Процесс ремонта очень сложный и требует определённых навыков. Если таковых у вас нет, то лучше обратится к специалисту.
Примеры обработки поверхности поверхности цилиндра:
Так как блок цилиндров (ГБЦ) являющийся дорогостоящей, а для многих моделей и дефицитной деталью, необходимо стремится отремонтировать независимо от его неисправности, для этого в сервисе по ремонту двигателей Технического Центра "Гвардейский" установлено оборудование Итальянской фирмы AZ, позволяющее произвести: расточку ГБЦ до ремонтного размера, фрезеровка или шлифовка плоскости головок блоков цилиндра, блоков цилиндра, коллекторов и другие детали.
Пример обработки привалочной плоскости головки блока цилиндров
Наиболее сложной и ответственной операцией при ремонте двигателя является хонингование. Практика показала что правильная обработка цилиндров обеспечивает: низкий расход масла, высокую компрессию, большой ресурс деталей, работоспособность колец и цилиндров, низкий коэффициент трения колец, малое время приработки деталей. Станок Итальянской фирмы AZ позволяет достичь требуемого результата посредством высокоточного хонингования цилиндров.
Прайс лист по ремонту ГБЦ и ремонту коленвала на отечественные автомобили.
Прайс лист по ремонту ГБЦ и ремонту коленвала на иномарки.
Моторный цех по ремонту двигателей "Гвардейский" проводит расточку ГБЦ – двигателей легковых автомобилей марок:
ВАЗ, ГАЗ, Дэу, Шевроле, Хендай, Киа, Опель, ЗАЗ, Форд, Мазда, Рено, Шкода, Мерседес, Лексус, Ауди, Митсубиши, Хонда, Ниссан, БМВ, Судзуки, Пежо, Тойота, Фольцваген и т.д.Также на все вышеуказанные модели мы производим ремонт коленвала.
В Техническом Центре «Гвардейский» открылся оборудованный по последним технологиям цех оказания услуг по ремонту деталей двигателя.
Действующие акции
Расточка блока цилиндров. Двигатель расточка на современном оборудовании с хонинговкой. Расточить блок за 1 -2 дня
Разобранный блок цилиндров помещают в специальный станок. Механик замеряет размер цилиндров, после чего определяет глубину задиров. Точность обработки поверхностей составляет примерно 0,001 мм. Механик выставляет станок под нужный размер.
Звоните: +7-499-686-12-80
1. Что такое расточка блока цилиндров, и какие причины приводят к ее необходимости.
Двигатель – важнейший агрегат автомобиля. В результате значительных нагрузок во время рабочего цикла, мотор автомобиля со временем начинает изнашиваться. Возникает нужда в капитальном ремонте ДВС автомобиля. Одним из признаков приближающегося капитального ремонта является падение компрессии в цилиндрах двигателя. Автовладелец начинает чувствовать, что машина плохо «тянет», медленно набирает скорость – другими словами.
Дело в том, что независимо от того, является ли двигатель дизельным или бензиновым, горючая смесь сжимается во время рабочего цикла. Если степень сжатия меньше, чем номинальная, КПД двигателя соответственно уменьшается. Это происходит благодаря увеличению зазоров в месте контакта поршневых колец и поверхностей поршней, в результате естественного износа, чаще всего. В тех случаях, когда в блоке цилиндров установлены сменные гильзы, расточка цилиндров не требуется, достаточно заменить их на новые. Если гильзы в блоке несъемные, то придется их растачивать на специальном станке, приводя форму и размер к нормальному виду.
Помимо расточки гильз может понадобиться ремонт постелей(посадочных мест под шейки) коленчатого вала, если соответствующие втулки были провернуты во время вращения вала. Это может быть вызвано неправильной сборкой двигателя, недостатком моторного масла или сильной его загрязненностью в картере двигателя (обычно – металлической стружкой или песком).
Расточка блока цилиндров, обычно делается при износе стенок цилиндров, когда уже на поверхности появились глубокие царапины (задиры).
Двигатель при такой поломке, начинает есть больше масла, соответственно масло нужно постоянно подливать. В случае, если Вы не подольете вовремя масло до уровня, тогда у Вас будет масленое голодание, как следствие клин двигателя. Но это уже совсем другая поломка. После того, как у Вас разобрали двигатель, и обнаружили износ цилиндров. Вы соответственно должны либо поставить гильзы, либо Вам нужна расточка блока цилиндров под ремонтный поршень.
2. Как происходит расточка блока ДВС (Расточка блока цилиндров, происходит следующим образом).
Разобранный блок цилиндров помещают в специальный станок. Механик замеряет размер цилиндров, после чего определяет глубину задиров. Точность обработки поверхностей составляет примерно 0,001 мм. Механик выставляет станок под нужный размер, после чего начинается расточка блока цилиндров. Во время расточки цилиндра постоянно подается вода, это делается для того, что бы рабочая поверхность не нагревалась, и не было деформации поверхности блока цилиндров. После того, как все цилиндры расточены под один ремонтный размер (один цилиндр нельзя расточить, растачиваются только все сразу под один размер!) нужно сделать протоки для того что бы масло поступало в цилиндры для равномерной смазки. Это называется хонинговка цилиндров. Соответственно хонинговка цилиндров обязательная работа, так как без масленой пленки снова появятся задиры по цилиндрам. Соответственно хонниговка цилиндров происходит следующим образом: Блок цилиндров закрепляется на станину, при том для разных блоков нужна своя станина, для того что бы блок находился под определенным углом по отношению к резцу. Резец на станке настраивается под размер цилиндра, после чего происходит хонинговка цилиндров. Хон делается на каждый цилиндр, если это рядный мотор. В случае, если двигатель V-образный, то возможно сделать или одну сторону, или две. По одному цилиндру ни расточка, ни хонинговка не делается. При этом необходимо восстановить геометрию цилиндра, так как в процессе эксплуатации она неизменно нарушается. Это происходит в результате объективных причин, - поршневые кольца во время рабочего цикла неравномерно трутся о гильзу, в связи с чем плоскость стенок гильзы изнашивается так же неравномерно. Мастер, работающий на станке, на малых скоростях производит обработку поверхностей цилиндра, учитывая необходимые допуска по размерам. Эти размеры рассчитываются исходя из модели двигателя и размеров поршневых колец, которые будут монтироваться на двигатель во время сборки.
3. Заключительный этап. Хонингование.
Хонингование – это своего рода абразивная доводка поверхностей, необходимая для того, чтобы поршневые кольца плавно скользили по поверхности гильзы цилиндра, не образуя задиров. Хонингование производят, как правило, на специальных станках, однако, некоторые автолюбители делают это вручную при помощи специальных насадок.
После расточки блока необходимо произвести тщательную его промывку и продувку сжатым воздухом. Все частицы стружки нужно удалить.
4. Особенности эксплуатации ДВС.
Операции по расточке блока ДВС – процедура, с которой сталкивается большинство автомобилистов. Чаще всего - это плановое мероприятие при капитальном ремонте двигателя. Однако автолюбителям нужно следить, чтобы замена моторного масла производилась вовремя и по всем правилам. Необходимо стараться эксплуатировать мотор в щадящем режиме, то есть плавный разгон при плавном торможении. Тогда мотор обязательно проработает долго и без отказов
Расточка блоков цилиндров
Расточка цилиндров. От 1 210 руб за цилиндр.Сроки выполнения расточк в 2019 году - 1 день! В наличии на складе большое количество поршней разных ремонтных размеров! Полностью модернизирован и расширен станочный парк! Новые расточные и хонинговальные станки. Максимальное качество, минимальные сроки- адекватные цены!
Компанией «Центр МОТОР ЮГ» выполняется расточка любых блоков цилиндров: расточка чугунных блоков, расточка алюминиевых блоков, расточка V-образных и W-образных блоков, расточка блоков цилиндров Subaru.
При расточке блока, цилиндры обрабатываются под ремонтные поршни увеличенного диаметра: сначала растачиваются, а потом хонингуются. Хонинговка – это обработка поверхности цилиндра специальными абразивными брусками: получается очень точное отверстие в цилиндре(отклонение не более 0,01 мм) и на поверхность наносятся риски, в которых задерживается масло – исключается сухое трение поршня и колец по цилиндру. Если риски будут слишком глубокими, то это вызовет повышенный расход масла (оно просто будет сгорать), а если мелкими – то увеличится трение и износ поршней и колец, поэтому при расточке блока огромное внимание уделяется хонинговке. Очень многое зависит от брусков и станка - мы используем специальные станки и абразивные бруски фирмы “Sunnen” (США) – на сегодняшний день лучшие в мире, обеспечивающие стабильную точность и качество. «Плато»-хонингование входит в стоимость работ по расточке блока цилиндров.
В случаях, когда расточить блок цилиндров нет возможности (глубокие повреждения либо отсутствие ремонтных запчастей) мы всегда можем предложить
гильзовку блока либо гильзовку отдельных цилиндров.
Стоимость работ по расточке и хонингованию блока цилиндров:
| Отечественные автомобили | Цена за БЛОК |
| ВАЗ, ГАЗ | 3 388 |
| ВАЗ, ГАЗ через ремонт или с переходом на другой диаметр | 3 800 |
| ГАЗ-421, УАЗ (диаметр 100 мм.) | 4 000 |
| Иномарки | Цена за ЦИЛИНДР |
| Иномарка, в том числе через ремонт | 1 210 |
| «Субару» | 1 573 |
| Иномарка- алюсил | 2 420 |
| Двухтактного двигателя от | 1 000 |
| Подхонинговка (восстановление сетки хона) | 440 |
| Работа по одному цилиндру или съем более1 мм | +20% |
- блок цилиндров
Основным конструктивным элементом всех автомобильных двигателей является блок цилиндров, который обычно проходит вверх от центральной линии главной опоры коленчатого вала до зацепления с головкой цилиндра. Блок служит структурной рамой двигателя и поддерживает монтажную шайбу, с помощью которой двигатель поддерживается в шасси. Большие стационарные двигатели для электростанций и судовые двигатели состоят из фундамента или опорной плиты и имеют верхний и нижний картер, которые отделены от узлов цилиндров.Блок цилиндров автомобильного двигателя отлит с должным образом обработанными поверхностями и резьбовыми отверстиями для крепления головки блока цилиндров, коренных подшипников, масляного поддона и других узлов. Картер образован частью блока цилиндров под отверстиями цилиндров и штампованным или литым металлическим поддоном, который образует нижний кожух двигателя и также служит резервуаром для смазочного масла или поддоном.
Цилиндры - это отверстия с круглым поперечным сечением, которые проходят через верхнюю часть блока, с внутренними стенками, просверленными и отполированными для создания гладких и точных опорных поверхностей.Цилиндры двигателей для тяжелых условий эксплуатации обычно имеют съемные втулки, сделанные из металла, который более износостойкий, чем тот, который используется при литье блоков.
Обычно в автомобилях используются два варианта расположения цилиндров - вертикальный или рядный ( см. Чертеж , часть C) и V-образный ( см. Чертеж , часть D). Рядный двигатель имеет один ряд цилиндров, идущих вертикально вверх от картера и выровненных с коренными подшипниками коленчатого вала.Тип файла V имеет два ряда цилиндров, обычно образующих угол 60 ° или 90 ° между двумя краями. Обычно восьмицилиндровые двигатели V-8 относятся к типу 90 °. Некоторые небольшие шестицилиндровые авиационные двигатели имеют горизонтально расположенные цилиндры ( см. Выше Поршневые двигатели с противовращением).
В полом канале вдоль блока находится распределительный вал, управляющий клапанами. Распределительные валы в большинстве автомобильных систем расположены сверху - верхний кулачок (OHC) или двойной верхний кулачок (DOHC).Зубчатый, цепной или ременной отсек для привода распределительного вала от коленчатого вала образован между передним или задним концом блока и крышкой. Практически все современные двигатели используют зубчатый ремень для обеспечения точного и отзывчивого управления клапанами. Колоколообразный кожух образован на задней части блока цилиндров, чтобы охватывать маховик и обеспечивать фиксацию картера редуктора. Вокруг цилиндров образованы водяные рубашки с соответствующими соединительными каналами сердечника для циркуляции теплоносителя.
На конструкцию блока цилиндров влияет расположение клапанов на четырехтактном двигателе и наличие отверстий цилиндров двухтактного типа. Двигатель с верхним расположением клапанов, который в значительной степени заменил L-образную головку, имеет клапаны полностью в головке блока цилиндров. Блок цилиндров двигателя с L-образной головкой простирается до одной стороны отверстий цилиндров с седлами клапанов, впускными и выпускными каналами, вместе с направляющими клапанов, сформированными в этом удлинении блока. В этом случае головка цилиндра становится просто крышкой с водяной рубашкой, обеспечивающей резьбовые отверстия для свечей зажигания, а ее дно имеет такой профиль, что над каждым отверстием цилиндра образуется камера сгорания желаемого размера и формы.Форма пространства, образующего камеру сгорания, когда поршень находится ближе всего к головке цилиндра, и объем, который он содержит по отношению к рабочему объему поршня, чрезвычайно важны для их влияния на производительность. Головка блока цилиндров двигателя с верхним клапаном уже и глубже и поддерживает седла клапанов,
Камера сгорания определяется размером, положением и положением поршня в цилиндре. Отверстие - это внутренний диаметр цилиндра. Объем нижней мертвой точки (VBDC) определяется как объем, занимаемый между головкой блока цилиндров и поверхностью поршня, когда поршень находится дальше всего от головки блока цилиндров.Объем верхней мертвой точки (VTDC) - это объем, занимаемый, когда поршень находится ближе всего к головке блока цилиндров; расстояние между поверхностью поршня и головкой блока цилиндров в VTDC называется зазором. Расстояние, пройденное поршнем между его точками VTDC и VBDC, влияет на мозг. Отношение VTDC к VBDC, нормализованное к значению VTDC, т. Е. (VBDC / VTDC): 1, является степенью возвратно-поступательного сжатия двигателя. Степень сжатия является наиболее важным фактором, влияющим на теоретическую эффективность рабочего цикла двигателя.Поскольку увеличение степени сжатия - лучший способ улучшить рабочие характеристики, степень сжатия в автомобильных двигателях имеет тенденцию к увеличению. Для этого требуются более прочные и долговечные материалы. На практике характеристика воспламенения топлива, часто представленная октановым числом, ограничивает степень сжатия двигателя.
Поршни представляют собой чашеобразные цилиндрические отливки из стали или алюминиевого сплава. Верхний закрытый конец, называемый короной, образует нижнюю поверхность камеры сгорания и поглощает силу, оказываемую выхлопными газами.Наружная поверхность обработана для плотного прилегания к отверстию цилиндра и имеет канавки для размещения поршневых колец, которые герметизируют зазор между поршнем и стенкой цилиндра. Верхние канавки поршня имеют гладкие компрессионные кольца для предотвращения попадания выхлопных газов в поршень. Нижние кольца имеют вентиляцию для распределения и ограничения количества смазки на стенках цилиндра. Опоры поршневого пальца (ступицы) отлиты на противоположных сторонах поршня, и штифты из закаленной стали, прикрепленные к этим выступам, проходят через верхний конец штока.
Шатун из кованой стали соединяет поршень с выбросом (смещенной частью) коленчатого вала и преобразует возвратно-поступательное движение поршня во вращательное движение кривошипа. На нижнем, большем конце штока просверливается вставка прецизионного подшипника, облицованная баббитом или другим металлическим подшипником, и плотно прилегающая к шатунной шейке. V-образные двигатели обычно имеют противоположные цилиндры, разнесенные на достаточное расстояние, чтобы позволить работе двух шатунов, которые работают на каждом кривошипе, быть рядом друг с другом.В некоторых более крупных двигателях используются штанги вилки и лезвия, при этом штанги расположены в одной плоскости, а цилиндры - прямо напротив друг друга.
Каждый шатун для рядного двигателя или каждая пара шатунов для V-образного двигателя прикреплена к выступу коленчатого вала. Каждый выступ состоит из шатунной шейки с опорной поверхностью, на которой сидит вкладыш шатунного подшипника, и двух радиальных щек, которые соединяют его с основными частями коленчатого вала, вращающимися в подшипниках, поддерживаемых на блоке цилиндров.Имеются выступы, достаточные для обслуживания всех цилиндров, а углы между ними равны угловому расстоянию между цилиндрами. Выступы шестицилиндрового четырехтактного коленчатого вала расположены на расстоянии 120 ° друг от друга, так что шесть цилиндров срабатывают с равными интервалами при двух полных оборотах вала. Восьмицилиндровые двигатели разнесены на 90 °. Положение каждого выступа на валу зависит от порядка срабатывания цилиндров. Последовательность зажигания выбрана так, чтобы импульсы мощности распределялись по всей длине двигателя, чтобы минимизировать вибрацию.Также включена схема потока жидкости во впускном и выпускном коллекторах. Стандартный порядок запуска для шестицилиндрового двигателя - 1-5-3-6-2-4, что иллюстрирует практику чередования импульсов между передними и задними клапанами двигателя, когда это возможно. Баланс еще больше улучшается за счет добавления противовеса к коленчатому валу для компенсации эксцентричных масс металла при ходу кривошипа.
Конструкция коленчатого вала также определяет длину хода поршня, поскольку радиальное смещение каждого хода равно половине хода поршня.Отношение хода поршня к диаметру отверстия является важным аспектом конструкции. В первые годы разработки двигателей не существовало логической основы для определения этого индекса, и диапазон от единицы до 1 1 / 2 использовался различными производителями. Однако по мере того, как частота вращения двигателя увеличивалась и становилось ясно, что сила трения увеличивается вместе со скоростью поршня, а не со скоростью вращения коленчатого вала, началась тенденция к использованию короткоходных двигателей. Штрихи были сокращены до 20 процентов меньше, чем для отверстий.
Из требований к двухцилиндровому двигателю можно сформулировать общее правило расположения выступов многоцилиндровых четырехтактных коленчатых валов. Независимо от количества цилиндров, два поршня должны достичь верхней мертвой точки одновременно, чтобы другой цилиндр был готов стрелять ровно на 360 ° после срабатывания каждого цилиндра. Половина цилиндров срабатывает при каждом обороте коленчатого вала. Чтобы подчиняться этому правилу, должно быть четное количество цилиндров, чтобы могли быть пары цилиндров, поршни которых движутся синхронно.
Восьмицилиндровый двигатель запускается каждый раз, когда его коленчатый вал делает четверть оборота, если интервал между импульсами равен. Коленчатый вал восьмицилиндрового рядного двигателя сконструирован так, что каждый из его восьми ходов составляет четверть оборота от следующего хода.
Для наилучшего продольного баланса цилиндры, поршни которых находятся в фазе, являются первым и последним цилиндрами рядного двигателя, вторым и предпоследним, продолжая в этом порядке с выступами кривошипа, которые находятся на одинаковом расстоянии от центра двигателя.
Клапаны для управления впуском и выпуском могут быть наверху, на одной стороне, на одной стороне и на верхней или противоположных сторонах цилиндра. Все это так называемые тарельчатые клапаны, состоящие из штока с одним концом, увеличенным для образования головки, которая позволяет течь через канал, окружающий шток, когда он поднимается с его гнезда, и который предотвращает поток, когда головка перемещается вниз для установления контакта. с седлом клапана, сформированным в блоке цилиндров.В другой группе двигателей используются золотниковые клапаны, которые обычно втулочного типа, окружающие канал цилиндра.
Двигатель с верхним расположением клапанов имеет толкатели, которые проходят вверх от толкателей к коромыслам, установленным на головке блока цилиндров, которые контактируют со штоками клапанов и передают движение, создаваемое профилем кулачка, на клапаны. Между концами штоков клапанов и толкателем должен быть некоторый люфт (обычно называемый зазором толкателя), чтобы клапаны закрывались должным образом при изменении температуры двигателя.Для этого предусмотрена регулировка длины толкателя или использование гидравлических домкратов.
Шум и неисправность клапана могут быть полностью механически устранены с помощью рычажного механизма толкателя клапана только в том случае, если зазор толкателя между коромыслами и штоками клапана строго поддерживается на определенном для двигателя значении, измеряемом толщиномером. Гидравлические подъемники клапана, которые теперь широко используются в автомобильных двигателях, устраняют необходимость периодической регулировки зазора.
Гидравлический подъемник состоит из толкателя кулачка, который перемещается вверх и вниз за счет контакта с профилем кулачка, и внутреннего отверстия, в котором толкатель клапана плотно прилегает и удерживается пружинным зажимом. Толкатель клапана, в свою очередь, представляет собой чашу, закрытую сверху свободно перемещающейся цилиндрической заглушкой, которая имеет седло вверху, соответствующее нижнему концу толкателя. Этот плунжер толкает вверх легкая пружина, которая может только компенсировать зазор между штоком клапана и коромыслом.В нижней части чашки толкателя клапана просверлено небольшое отверстие, чтобы смазочное масло поступало на плунжер из системы смазки двигателя через канал в блоке цилиндров. Небольшой стальной шарик служит обратным клапаном, который пропускает масло в чашу толкателя клапана, но не дает ему вытекать. Когда люфт во всем соединении между профилем кулачка и штоком клапана поглощается пружиной в толкателе клапана, масло течет в полость толкателя, проходит мимо шара и задерживается там, чтобы поддерживать это состояние отсутствия люфта, пока мотор работает.Расширение или сжатие соединителя клапана компенсируется утечкой масла из толкателя для корректировки расширения деталей и потока масла в камеру, если существует тенденция к зазору между толкателем и толкателем. Это гарантирует, что клапан всегда будет полностью закрыт без шума толкателя. Расширение или сжатие соединителя клапана компенсируется утечкой масла из толкателя для корректировки расширения деталей и потока масла в камеру, если существует тенденция к зазору между толкателем и толкателем.Это гарантирует, что клапан всегда будет полностью закрыт без шума толкателя. Расширение или сжатие соединителя клапана компенсируется утечкой масла из толкателя для корректировки расширения деталей и потока масла в камеру, если существует тенденция к зазору между толкателем и толкателем. Это гарантирует, что клапан всегда будет полностью закрыт без шума толкателя.
Впускной клапан должен быть открыт, когда поршень опускается на такте впуска, а выпускной клапан должен быть открыт, когда поршень поднимается на такте выпуска.Следовательно, может показаться, что открытие и закрытие обоих клапанов будет происходить в соответствующих верхних и нижних мертвых точках коленчатого вала. Однако время, необходимое для открытия и закрытия клапанов, и влияние высокой скорости на инициирование и остановку потока газа требуют, чтобы для оптимальной работы события открытия происходили до тупикового положения коленчатого вала, а события закрытия задерживались до достижения мертвой точки. .
Все четыре события клапана - открытие впуска, закрытие впуска, открытие выпуска и закрытие выпуска - соответствующим образом смещены из верхней и нижней мертвых зон.Открытие происходит раньше, а закрытие - позже, что позволяет встраивать наклонные поверхности в профили кулачков, чтобы обеспечить постепенное начальное открытие и окончательное закрытие во избежание захлопывания клапана. Предусмотрены пандусы для постепенного приведения в действие подъема и замедления клапана до того, как он коснется своего седла. Раннее открытие и позднее закрытие также служат для использования инерции или постоянства газового потока для облегчения наполнения и опорожнения баллона.
.Восстановление блока двигателя
Ремонт блока двигателя по-прежнему является привлекательной альтернативой покупке подержанного двигателя. Многие владельцы справедливо полагают, что лучше регенерировать проверенный привод, чем покупать б / у, происхождение которого малоизвестно. В конце концов, мы никогда не можем быть уверены в том, каков пробег агрегата, снятого с утилизированного автомобиля, и действительно ли он находится в рабочем состоянии.
Любой двигатель внутреннего сгорания может быть поврежден. Нормальное дело, т.е.в результате эксплуатации происходит износ блоков цилиндров. Когда таковые достигли своего конца жизни, регенерация всегда является альтернативой. Треснувшие кольца и блоки, заклинившие втулки, погнутые шатуны или даже сами блоки обычно являются результатом неосторожности водителя, который перегрел двигатель из-за того, что он забыл добавить или заменить масло или охлаждающую жидкость. Так это сезонная работа?
- Нет колебания клиентуры. Да, после жарких дней у нас больше заказов, но и зимой блок может быть поврежден, потому что кто-то забыл добавить соответствующую охлаждающую жидкость и замораживание такого блока лопается, - говорит Максимилиан Копчиньски, руководитель филиала Auto-Szlif из Катовице.
Причины поломки двигателя можно умножить, точно так же сложно перечислить все ошибки мастерской и сомнения механиков, занимающихся регенерацией двигателя. Итак, перечислим только самые распространенные из них, с которыми сталкиваются специализированные компании, занимающиеся шлифовкой, планировкой, хонингованием и легализацией блоков.
Можно ли шлифовать цилиндры в современных двигателях?
Подавляющее большинство производителей приводов не планируют регенерацию блоков.Преобладает мнение, что шлифование цилиндров следует рассматривать как процедуру из давно минувших времен, когда производители допускали даже многократное шлифование.
- Между тем, такой ремонт берут на себя подавляющее большинство независимых мастерских, - отмечает М. Копчинский. - В таком блоке uk можно было шлифовать цилиндры до шести раз; 0,25 миллиметра каждый раз. Дизель старых автомобилей Mercedes («бочка» могла проехать 500 000 км) моделей 200, 220 или 240 имел только одну прорезь, но на рынке были доступны сменные втулки заводского изготовления.Так что можно было отполировать негабаритные поршни и продолжить движение. Почему сейчас этого не происходит? Следует соблюдать рекомендации производителей о том, что «блоки не подлежат восстановлению», что означает, что такие двигатели нельзя разбирать. После того, как коленчатый вал откручен от блока, его невозможно собрать после ремонта. Между тем на рынке доступны снаряды, так что странная ситуация должна иметь какое-то оправдание.
Для большинства двигателей нет планирования головки блока цилиндров, но подавляющее большинство независимых ремонтников проводят такой ремонт.Соблазн такой регенерации сегодня серьезно охлаждается тем, что блоки можно строить двумя способами. Как правило, мы будем иметь дело либо с чугунным блоком, либо с алюминиевым блоком. Если блок алюминиевый, то он имеет чугунные гильзы или тонкое покрытие «нюкасилу». Блок без чугунных гильз не подлежит ремонту, потому что, когда это покрытие стирается, регенерация становится просто невыгодной, и повторно распылять вышеупомянутым «нюкасилом» можно только высокопроизводительные двигатели. Так называемый Втулки цилиндров, но из-за вмешательства в конструкцию двигателей делают очень редко.
Блок в ванне - не роскошь
Когда дело касается органолептической оценки блока, поиск трещин может оказаться бесполезным, если у нас нет прибора для обнаружения микротрещин. Забирая блок двигателя в мастерскую, его, конечно же, нужно помыть. Первое обследование - органолептическое. После этого необходимо проверить блок на герметичность водяной рубашки в ванне под высоким давлением. Давление в системах охлаждения обычно составляет порядка 0,5-2,5 атмосфер, поэтому мы подвергаем двигатель давлению порядка пяти атмосфер.Альтернативный метод - использовать различные типы пенетраторов, которые распыляют на материал блока и наблюдают, образуются ли пузырьки воздуха (однако этот метод менее точен). Проверка корпуса на герметичность при высокой температуре 90 градусов С может занять до нескольких часов. Почему? Иногда бывает так, что только по прошествии такого длительного времени появляются микротрещины в виде постпроизводственных дефектов отливки материала или в результате эксплуатационных повреждений.
Запечатанный блок и что дальше?
Как правило, поршни увеличенного размера имеют больший диаметр на 0,5 миллиметра (в прошлом в двигателях более старых моделей этот разрез был меньше, порядка 0,2 - 0,25 миллиметра).Железным правилом правильно сделанного реза является процесс хонингования. Сверлильный станок, который проделывает отверстие, оставляет запас в 0,03 миллиметра. Хонинговальный станок компенсирует этот запас.
- При этом образуется «елочка», которая удерживает масло на стенках цилиндра и позволяет кольцам легко соскребать его при возвратно-поступательном движении, потому что таким же образом, то есть при возвратно-поступательном движении, головка устройство выполняет пересечение линий «елочкой». После этой операции блок подготовлен к работе с поршнями увеличенного размера, - поясняет М.Копчинский..
Проверка - Разборка - Механика двигателя
1. Очистите БЛОК ЦИЛИНДРОВ
(a) Используйте скребок для прокладок, чтобы удалить весь прокладочный материал с верхней поверхности блока цилиндров.
(b) Тщательно очистите блок цилиндров мягкой щеткой и растворителем.
2. ПРОВЕРЬТЕ БЛОК ЦИЛИНДРОВ
(a) Проверьте плоскостность.
С помощью точной линейки и щупа измерьте поверхности, соприкасающиеся с головкой цилиндров и крышкой коренного подшипника, на предмет деформации.
Максимальное коробление: 0,07 мм (0,0028 дюйма)
Если коробление превышает максимальное значение, замените блок цилиндров.
(b) Осмотрите цилиндр на предмет вертикальных царапин.
Если обнаружены глубокие царапины, повторно просверлите все 8 цилиндров и замените все 8 поршней (EM-104). При необходимости замените блок цилиндров.
(c) Проверьте диаметр отверстия цилиндра.
ПРИМЕЧАНИЕ : Существует 3 размера стандартного диаметра отверстия, обозначенные «1», «2» и «3» соответственно.Метка выбита на верхней части блока цилиндров.
Используя калибр для цилиндров, измерьте диаметр цилиндра в положениях A, B и C в продольном и осевом направлениях.
Стандартный диаметр:
Максимальный диаметр: 94,23 мм (3,7098 дюйма)
Если диаметр больше максимального, повторно просверлите все 8 цилиндров и замените все 8 поршней (EM-104). При необходимости замените блок цилиндров.
(d) Снимите верхнюю часть цилиндра.
Если износ менее 0,2 мм (0,008 дюйма), отшлифуйте верхнюю часть цилиндра гребневой разверткой.
(e) С помощью штангенциркуля измерьте внешний диаметр резьбы болта крышки коренного подшипника.
Стандартный диаметр: 10,760 - 10,970 мм (0,4236 - 0,4319 дюйма) Минимальный диаметр: 10,40 мм (0,4094 дюйма)
Если диаметр меньше минимального, замените монтажный болт.
3. ОЧИСТКА ПОРШНЯ
(a) Используйте скребок для уплотнения, чтобы удалить нагар с поршня.
(b) Очистите канавки поршня с помощью очистителя канавок или треснувшего кольца.
(c) Используя растворитель и щетку, тщательно очистите поршень.
AD : Не используйте металлическую щетку.
4. ПРОВЕРЬТЕ ПОРШЕНЬ И ШАТУН
(a) Проверьте масляный зазор в поршне.
ПРИМЕЧАНИЕ : Существует 3 размера стандартных диаметров поршня, обозначенных «1», «2» и «3» соответственно.Метка выбита на верхней части поршня.
- С помощью микрометра измерьте диаметр поршня под прямым углом к средней линии поршневого пальца на расстоянии 30,75 мм (1,2106 дюйма) от головки поршня.
Диаметр поршня:
90 100Стандартный масляный зазор: 0,090 - 0,111 мм (0,0035 - 0,0044 дюйма) Максимальный зазор масла: 0,13 мм (0,0051 дюйма)
Если зазор масла больше максимального, замените все 8 поршней и повторно просверлите все 8 цилиндров.(EM-104) При необходимости замените блок цилиндров.
СОВЕТ Используйте новый блок цилиндров:
- Используйте поршень с той же цифровой маркировкой, что и диаметр цилиндра, указанный на блоке цилиндров.
- Форма поршня разная для левой и правой стороны. Левый поршень обозначен «LH» и «2L», а правый поршень обозначен «RH» и «2R».
(b) Проверьте люфт канавки поршневого кольца.
Используйте щуп для измерения зазора между новым поршневым кольцом и стенкой кольцевой канавки.
Зазор в кольцевой канавке:
Если зазор не соответствует указанному, замените поршень.
(c) Проверьте торцевой зазор поршневого кольца.
- Вставьте поршневое кольцо в отверстие цилиндра.
- Используйте поршень, чтобы слегка протолкнуть поршневое кольцо за нижнюю часть хода кольца, на 105 мм (4,13 дюйма) от верха блока цилиндров.
- Используйте щуп для измерения торцевого зазора.
Стандартный торцевой зазор:
Максимальный торцевой зазор:
Если торцевой зазор больше максимального, замените поршневое кольцо. Если торцевой зазор больше максимального, даже с новым поршневым кольцом, повторно просверлите все 8 цилиндров (EM-104) или замените блок цилиндров.
(d) Проверьте посадку поршневого пальца.
При температуре 60 ° C (140 ° F) поршневой палец должен входить в отверстие для поршневого пальца большим пальцем.
(e) Проверьте центровку шатуна с помощью выравнивателя штока и щупа.
- Проверить изгиб.
Максимальный изгиб: 0,05 мм (0,0020 дюйма) на 100 мм (3,94 дюйма)
Если прогиб превышает максимальное значение, замените узел шатуна.
- Проверка на скручивание
Максимальное скручивание: 0,15 мм (0,0059 дюйма) на 100 мм (3,94 дюйма)
Если скручивание больше максимального, замените узел шатуна
(f) Проверьте масло зазор поршневого пальца.
- Используйте штангенциркуль для измерения внутреннего диаметра втулки шатуна.
Внутренний диаметр гильзы: 22,005 - 22,014 мм (0,8663 - 0,8667 дюйма)
- С помощью микрометра измерьте диаметр поршневого пальца.
Диаметр поршневого пальца: 21,997 - 22,009 мм (0,8660 - 0,8664 дюйма)
- Вычтите диаметр поршневого пальца из диаметра внутренней гильзы.
Стандартный масляный зазор: 0,005 - 0,011 мм (0,0002 - 0,0004 дюйма) Максимальный масляный зазор: 0,05 мм (0,0020 дюйма)
Если масляный зазор больше максимального, замените промывку.При необходимости замените поршень и поршневой палец в комплекте.
(g) С помощью штангенциркуля измерьте натянутую часть болта шатуна.
Стандартный диаметр: 7,200 - 7,300 мм (0,2835 - 0,2874 дюйма) Минимальный диаметр: 7,00 мм (0,2756 дюйма)
Если диаметр меньше минимального, замените винт.
5. ПРОВЕРЬТЕ КОЛЕНВАЛ
(a) Проверьте биение колеса.
- Установите коленчатый вал на клинья.
- Измерьте биение колеса в цапфе с помощью индикатора часового типа.
Максимальное биение колеса: 0,08 мм (0,0031 дюйма)
Если биение больше максимального, замените коленчатый вал.
(b) Осмотрите коренные шейки и шейки кривошипа.
- С помощью микрометра измерьте диаметр каждой шейки и шейки
Диаметр шейки: 66,988 - 67,000 мм (2,6373 - 2,6378 дюйма)
Диаметр шатуна: 51,982 - 52,000 мм (2,0465 - 2,0472 дюйма) .)
Если диаметр не соответствует спецификации, проверьте масляный зазор (EM-88).При необходимости замените коленчатый вал.
- Убедитесь, что каждая шейка и шатун не имеют закруглений и конусов, как показано на рисунке.
Максимальный конус и овальность: 0,02 мм (0,0008 дюйма)
Если конус и овальность больше максимального значения, замените коленчатый вал.
.Пошаговая инструкция по удалению и замене GBC. Отремонтировать головку блока цилиндров от «А» до «Что будет, если головку блока цилиндров не затянуть плотно
4,67 / 5 (93,33%) 3 голос (ов)
Блок цилиндров Относится к одной из важных частей двигателя. В голове находятся важные компоненты двигателя. Если возникнут проблемы с двигателем, нужно будет снять головки блока цилиндров двигателя .
Причины установить необходимость снятия головки блока цилиндров на бензиновом двигателе.
- Часто снимается из-за перегрева двигателя.
- При замене цилиндрового замка.
- В основе также возникновение трещин на корпусе.
- Потеря мощности двигателя.
- Нет компрессии в двух соседних цилиндрах.
- Наличие моторного масла в охлаждающей жидкости.
- Потеря охлаждающей жидкости, наличие белого выхлопа.
Отметим, что снятие головки блока цилиндров на бензиновом двигателе - достаточно серьезная процедура, требующая определенных навыков, а также специального оборудования.
Очень важно помнить, что снятие головки блока цилиндров на бензиновом двигателе выполняется только на холодном двигателе.
Чтобы начать разборку от , необходимо иметь все необходимые для этого инструменты, а также динамометрический ключ. Советуем выполнять все действия, указанные в инструкции по эксплуатации для данной модели двигателя.
Процедура после снятие головки Блок цилиндров лучше всего изготовить в гараже смотровой ямы или на лифте. Сначала отключаются клеммы от АКБ, а потом извлекается АКБ.
Система зажигания отключает следующую ступеньку, а также разъединяет различные разъемы. Выполняется слив жидкости. Также отсоединились различные шланги, насадки, мешающие снятию головки. Петли также желательно снимать, так как они сталкиваются с разборками.
После всех процедур отсоединения стопорная головка цилиндра на бензиновом двигателе снимается. Первым делом снимаем крышку. Затем полоска будет снята.
Головка блока цилиндров крепится к двигателю с помощью болтов. Причем при его снятии порядок откручивания необходимо проводить строго по инструкции, указанной в сервисной книжке на данную модель автомобиля.
Доброе утро, дорогие автолюбители! Массовое производство автозапчастей далеко не идеально по разным причинам.
Ладно, подробности недружелюбны. Но когда дело касается такой важной автомобильной системы, как двигатель, есть над чем подумать и что делать.
А при необходимости проверить головку блока цилиндров на герметичность, т.е. полная диагностика проводится на специальных стендах. И больше всего вам придется снять головку блока, чтобы представить ее на сотню.
Хотя это и не обязательно, для поиска и устранения неисправностей необходимо знать технологию снятия и установки GBC.Может быть вы решили провести тюнинг двигателя, и соответственно замену распредвала на тюнинг тюнинг ГРМ.
Из-за некоторых операций, например головки блока, удаление GBC не требуется.
Te. Масса нюансов, требующих индивидуальной оценки в конкретном случае. В любом случае, знание общих особенностей движков удаления и установки GBC упростит выполнение этой задачи.


Снятие головки блока цилиндров
Чтобы приступить к снятию головки блока цилиндров, в этих случаях необходимо иметь обязательный динамометрический ключ, а также руководство по ремонту и техническому обслуживанию для данной модели двигателя.
Зачем? Ведь вы уже сняли и установили GBC на старые «Жигули». Действительно ли Opel GBC отличается? Нет, он другой и не особо по дизайну. Но в момент закручивания саморезов крепление GBC может существенно отличаться.
Подготовка к удалению GBC
- снимаем аккумулятор и отсоединяем провода зажигания;
- с маркером в руках приступаем к разборке всех трубопроводов и шлангов: систем охлаждения, вакуумных систем и т.д., идет к двигателю.Маркер необходим для следующей установки GBC для проверки конструкции двигателя. Замешивать маркер, что и откуда он выходит, вам будет легче при сборке;
- демонтируем топливные магистрали и тд;
- затем удалите все петли, которые установлены на GBC и мешают их снятию.
Сразу удалить GBC
- снимите крышку GBC;
- снимаем крышку ГРМ, ремень трансмиссионного шкива.При этом не забудьте провести диагностику отката. Обязательно проверьте сальник распредвала и т. Д. Крепежные болты
- GBC бережно относятся и в соответствии с окружностью, возвращают болты. Эта схема есть в руководстве по ремонту.
- После снятия головки блока цилиндров выполнить плановые ремонтные работы: Ремонт узлов и механизмов, замена шайбы GBC., Доработка GBC. В общем, из-за чего собственно и нужно снимать головку блока цилиндров. Если не поленитесь, все равно можете сдать GBC на диагностику, где на специальном приборе проверить на утечки.Проверка головки блока цилиндров на стенде позволяет с максимальной точностью определить причины многих неисправностей.
Установка ГБЦ
Установка головки блока цилиндров производится в обратной последовательности. Это чисто.
В связи с обязательством удалить GBC, он должен заменить штабель головки блока, даже если причины ремонта не было.
Специалисты также настоятельно рекомендуют использовать новые крепежные болты Cubs. Это связано с их конструктивной функцией.Затяжка крепежных болтов осуществляется по схеме, указанной производителем, и только с этими параметрами силы растянутого крутящего момента, прописанными в инструкции. Без amaway по принципу: больше - лучше.
Монтаж всего навесного оборудования, шлангов и трубопроводов производится по составленной вами системе.
После установки головки блока цилиндров проверьте герметичность. Для этого запустим двигатель. Если вам заменили распредвал, запустите двигатель на малых оборотах.
Осмотр правильной установки Осматриваем визуально на наличие масел, масла или охлаждающей жидкости на стыках (стыках) GBC с блоком.
Успешный, но необходимый ремонт головки блока цилиндров.
Современный автомобиль - апофеоз техники. Однако любое автомобильное оборудование состоит из мелких деталей, которые могут сломаться, украсть или сломаться в любой момент, особенно в машинах, которые используются уже несколько лет.
Одной из таких «маленьких» деталей является прокладка GBC.Несмотря на то, что это не кажется важной деталью, ее поломка может «убить» двигатель. Информация о том, когда необходимо его заменить, как это делать и каковы последствия его поломки, может быть полезна любому водителю, как новичку, так и многолетнему стажу.
Что такое прокладка GBC
Начнем нашу статью с рассмотрения общей концепции головки блока цилиндров.
GBC - это аббревиатура от расшифровки - ГБЦ.Это один из основных узлов любой машины. Его назначение - выводить газы в атмосферу.
Само назначение прокладки - это увеличение плотности в месте крепления блока цилиндров и самого GBC. Примечание. Сразу не следует путать эти два понятия. Головка блока цилиндров уложена друг на друга, и между верхней частью головки блока цилиндров зажата прокладка. Эти прокладки изготовлены из резины.
Наружный GBC и его уплотнения
Хотя концепции схожи, есть различия.Прокладка ГБЦ одновременно создает три процесса - она увеличивает плотность системы охлаждения двигателя, увеличивает плотность масляной системы двигателя, а также герметизирует газораспределительную систему двигателя.
ПрокладкаPCC используется в дизельных и бензиновых двигателях, и в основном состоит из трех слоев. Основной слой - стальной перфорированный лист.

Слои прокладки GBC.
Всегда необходимо помнить о предстоящем ремонте GBC, и он рано или поздно неизбежен.Прокладка является расходным материалом и не подлежит повторному использованию. А когда приступите к ремонту своей "ласточки" двигателя, не забудьте поменять прокладку GBC.
Типы прокладок GBC
ПрокладкиGBC условно делятся на две группы:
1. Неметаллические полосы , которые делятся на два типа:
- Bada besas. - прокладки этого класса имеют пониженную усадочную способность и повышенную восстанавливаемость.Шайбы Bestas Missing отличаются повышенной ценой по сравнению с асбестовыми, но при этом привлекают большей износостойкостью, герметичностью и экологичностью. Материалы, используемые при производстве уплотнений: синтетическое волокно, резина.

BESCASY Отсутствуют прокладки GBC.
- Полосы асбестовые. - По характеристикам аналогичен своим собратьям без асбеста. Они гибкие, термостойкие и гибкие. Как правило, они находят свое применение в Ремкомплекте.Однако по качеству уступает другим видам.
Асбестовые прокладки GBC.
2 Металлические пломбы. Они обладают высочайшим качеством и производительностью. Они законно распределяют все давление на поверхности в месте крепления на всю поверхность головки блока цилиндров и блока цилиндров.

Металлическая прокладка GBC.
Симптомы прокола GBC GBC
Необходимость в замене этой детали может возникнуть в очень неожиданный момент.Однако время, в течение которого он прослужит, невозможно рассчитать, невозможно, потому что это сугубо индивидуальный ресурс, зависящий от представления о стиле вождения, качества прокладки, марки и моделей Miszyna и т. Д. Стандартная гарантия Пломбы GBC в магазинах - 1 год.
Но чтобы понять симптомы, которые говорят вам изменить эту деталь, вы не должны пропустить этот важный момент. Наиболее распространенные среди них:
Эти признаки еще не оконченный диагноз, но без их выслушивания. В любом случае необходимо найти причины и исправить их до окончания работы двигателя.
Практически на всех моделях автомобилей пояснительный код GBC ничем не отличается. Есть небольшие нюансы, связанные со сценой, где болты затягиваются для фиксации GBC, и как настроить длительный момент затяжки болтов. Все эти данные можно найти в технической документации на эксплуатируемую машину. Если в работе документация отсутствует, вы всегда можете найти документацию на желаемую модель автомобиля в Интернете.
Важный момент!
Затяните винты, закрепите GBC, сначала очистите их.Это предотвратит повреждение гаечного ключа и защитит болты от повреждений. В противном случае такое повреждение винта не продвинет. Начинать крутить болты следует по центру или каждый болт по очереди провернуть на один оборот. Он будет бороться с искажением.
Сначала отсоедините детали петли. Последовательность, в которой производилась разборка, необходимо обозначить или зарисовать в виде схемы. Открутив все болты, отсоедините головку блока и замените прокладку.Для облегчения центрирования прокладки и головки на корпусе блока есть специальные втулки.

Наша цель - головка блока цилиндров, отмеченная на изображении. Для замены штабеля GBC необходимо удалить все мешающие элементы.
После замены прокладки все детали устанавливаются в обратном порядке. Схема была нарисована. Болтовое крепление головок блока цилиндров должно строго соответствовать чертежу рассматриваемого механизма, и строго выдерживать характеристики крутящего момента, которые написал производитель.В этом может помочь динамометрический ключ.
Независимо от характеристик двигателей, независимо от того, какие крепежные детали и болты закреплены, существуют определенные стандарты и стандарты, которые необходимо соблюдать. Следующая информация пригодится при замене прокладок GBC на любой модели автомобиля. Чтобы не утомлять читателя надоевшими элементами, как крутить тот или иной винт - опускаем такие подробности. Все эти данные можно вычесть из инструкции по эксплуатации двигателя, который установлен в автомобиле.Не поленитесь перечитать эту инструкцию еще раз, ведь от точного соблюдения требований и рекомендаций производителя зависит качество ремонта.
- Сделайте свой непременный атрибут - маркер. При отключении вложений, а именно различных конвейеров, не поленитесь и не заботьтесь о своей памяти. Может принести. Просто отметьте каждый шаг. Поверьте - обратная сборка изделий намного проще.
- Находясь в автомагазине, чтобы купить прокладку, убедитесь, что эта деталь соответствует крутящему моменту, указанному производителями двигателя для затяжки болтов цилиндра цилиндра.
- Приступая к снятию крепежа, осторожно снимаем их с RAID. Подобный пар может спровоцировать появление парика и не только получить травму, но и повредить резьбовую втулку. И тогда единственный вариант его извлечь - просверлить.
- Разъемные болты, которыми крепится GBC, следует из центра, делая пол-оборота к каждому болту. Делая это, вы снимаете напряжение.
- Так как вы уже разобрали блок цилиндров, не поленитесь провести его техосмотр, а также промыть бензином от Nagara.Конечно, не будет, но это поможет выявить другие дефекты, если таковые имеются.
- Как только вы заменили прокладку, не торопитесь, чтобы начать процедуру обратной сборки.
- При затяжке винтов используйте динамометрический ключ, не забывая придерживаться всех норм и выдерживать все требования.
- После замены старой прокладки на новую установите GBC на прежнее место согласно руководствам.
- Снимать и фиксировать болты следует с большей точностью, чтобы избежать обрыва резьбы и натяжения болтов для равномерного распределения.
- И не забудьте тщательно исправить каждый компонент.
Самостоятельная замена прокладки не требует особых навыков. Важно внимательно вникнуть в этот вопрос, чтобы вместо того, чтобы исправлять его еще больше. Если сломать крепление GBC, такие болты уже не смогут надежно удерживать головку блока цилиндров. Такая проблема никого не удовлетворит. Начало работы должно освежить в памяти техническую документацию на автомобиль. Внимательно прочтите все важные и нужные моменты.
Внимание!
Всегда очищайте винты перед тем, как начать их закручивать.
Удаление GBC запрещено при подключении навесного оборудования. . Необходимо отключить каждый из ремней, фильтров и устройств. Не забудьте все исправить схематично или сфотографировать.

Перед работой с GBC необходимо удалить все насадки
.После безопасного снятия головки блока цилиндров с крепления можно заменить прокладку.Если сделать акцент на втулку, то прокладку исправить не составит труда. Теперь осталось установить на место головку блока цилиндров, прикрепить всю систему подвески и затянуть все штуцеры на динамометрический ключ.
Верните все крепления на сиденья после завершения сборки головки блока цилиндров. Это помогает иметь нарисованную от руки диаграмму. Как только ремонт будет завершен, еще раз посмотрите на указатели, о которых мы говорили выше. Если они не соблюдаются, это означает, что смена лжи прошла успешно.
Инструкции по замене уплотнений GBC
В этом руководстве представлены детали, которые можно разобрать для работы со штабелированием GBC, но не все модели позволяют снимать определенные детали, если они не мешают вашей работе. Поэтому можно пропустить несколько шагов.
- Для начала нужно отключить автомобиль - снять минусовые клеммы с АКБ. Стоит антифриз скаль при необходимости. и снизить давление в питании автомобиля.
- Крышка CHC была снята. При необходимости вместе с ним отключаются ствольная коробка, дроссельный узел, впускной и выпускной цвета.

Фурнитура для микросхем, шланги, датчики снимаются с крышкой GBC
- Шайбы жгута проводов отсоединены от всех датчиков (массового расхода воздуха, расхода масла, положения дроссельной заслонки, температуры и т. Д.).
- Хомут, сдерживающий воздушную силу на дроссельном узле, ослаблен и снят с воздушным фильтром.
- Жгут проводов вытащен из магнитолы.
- Снимаем крепеж передней крышки Вала-раздачи.Сначала снимут ремень ГРМ. Надо закрепить шкив от прокрутки.

Удаление деревянных планок
- Выносной натяжной ролик и дистанционная втулка.
- Пульпа с распредвала КПП удалена.
- Разбирается крышка привода заднего распредвала - откручиваются гайки крышки, затем оставшийся крепеж.
- Винты ослаблены, чтобы ослабить зажим. От розетки последовательно отсоединяются все шланги: подача ТЭНа, подача шлангов дроссельной заслонки и ТЭНа, отсоединяется термостат со шлангом.
- Раскрыть крепежные гайки. Отсоединены топливопроводы слива и шланги подачи топлива.
- Постепенно ослабляем 10 болтов крепления головки блока, снятые вместе с шайбами.
90 300
Болты GBC необходимо постепенно откручивать от края к центру
- GBC разбирается вместе с ценной прокладкой. Прокладка отделена от GBC.

Старая прокладка GBC в плохом состоянии
- Вся поверхность подделки тщательно очищается от грязи, пыли, металлической стружки, пролитого масла и т. Д.

Поверхность CHC очищена
- Новая сетчатая прокладка рассчитана на центрирующие втулки GBC. При этом отверстие для прохода масла в прокладке должно быть от 3 до 4 баллонов.

Установка новой прокладки GBC
- Перед установкой CFC убедитесь, что оба клапана на первом цилиндре закрыты.
- После установки GBC и закручивания 10 болтов крепления все остальные детали собираются в обратном порядке.

После замены прокладки необходимо вернуть все реквизиты с предыдущего сайта.
- Ремонт завершен!
Внимание!
Вся работа на собственной машине требует не только повышенной концентрации и внимательности. И вы должны быть аккуратными, так как в разных марках автомобилей крепеж и док-станции, используемые производителем, могут иметь существенное значение. По крайней мере, последовательность действий при ремонте двигателя остается общей для всех машин.
Еще можно посмотреть несколько видеороликов о замене прокладки ГБЦ:
Замена сальника на Ваз:
Замена штабелирования Volkswagen Passat. B3:
Замена прокладки на Хонда Цивик:
Если вы не доверяете своим силам и боитесь, что лучшее решение - только худшее, отогните машину в сервисный центр. Ведь при том, что операция по смене кладки отличается не сложностью, а плохим ее монтажом.Неправильная сборка GBC с недостаточным усилием может привести к выделению масла или охлаждающей жидкости на части поверхности. Если это произойдет, то будет наблюдаться утечка жидкости, она обязательно будет наблюдаться. Это приведет к необходимости снова разобрать GBC, заменить прокладку и выполнить обратное.
Двигатель внутреннего сгорания Состоит из нескольких частей. Вот голова, блок-картер. При работе двигателя выделяется огромное количество тепловой энергии. Для охлаждения в блоках предусмотрена охлаждающая рубашка.Двигатель тоже нуждается в смазке. Он скользит по специальным каналам. Для смешивания двух ингредиентов друг с другом предусмотрен треклер. В сегодняшней статье мы поговорим о том, как производить автомобиль ВАЗ-2107. При замене прокладки головки также будут учитываться признаки этой неисправности.
Когда мне менять?
Следует отметить, что Джи-би-си на Ваз 2101-2107 своими руками производят редко. Срок замены производитель не регламентирует, так как деталь устанавливается на весь срок службы.Однако бывают случаи, когда это уходит.
Как определить эту неисправность? Первая особенность - перегрев двигателя. Второй - это поток в узле подключения блока и головки. Отсюда может работать и Тезол, и Ойл. Также эти две жидкости смешиваются в расширительном бачке. При работающем двигателе появляются крошечные пузырьки газа. Все эти признаки говорят о том, что автомобилю требуется замена прокладки головки блока цилиндров. Ваз «Классик» - устройство простое в устройстве. Следовательно, эту процедуру можно проводить.
Инструменты
Что нам нужно заменить? В процессе работы нам понадобятся следующие инструменты:
- Ключ 10.
- Набор головок диаметром 13, 17 и 19 миллиметров.
- Крышка горотток.
- Удлинители.
- Динамометрический ключ.
- Емкость для слива охлаждающей жидкости.
- Отвертки.
Разборка
Итак, где все начинается на автомобиле Ваз-2107, для замены сначала снимаем воздушный фильтр с круглым металлическим корпусом (показан на фото ниже).

Затем откручиваем и достаем внешний карбюратор.Затем приступают к разборке остальной прикрепленной фурнитуры. Это распределитель зажигания и провода высокого напряжения. Затем двигатель сливается с охлаждающей жидкостью. Требуется подготовить чистую емкость не менее 7 литров.
Разберемся в правильности Тосол
Для автомобиля ВАЗ-2107 прокладка ГБЦ заменяется быстро. Однако большинство операций потребуют отлива старой сурьмы. Дело в том, что на «классике» дренажного крана обычно нет. Здесь есть «заглушка».Как правильно сделать эту процедуру? Итак, нам понадобится емкость и калибр резинового шланга от Димитра не менее 1 сантиметра. Одним концом вывести на него сливную пробку. Другая сторона быстро опустила шланг в яму. Итак, Тосол вызывается в нашу тару. Нужно быть аккуратным, чтобы в руке не пролился тозол.
Что дальше?
Как происходит замена прокладки GBC ВАЗ-2107? На следующем этапе нам нужно разобрать механизм. Крепится на 8 шурупов. Важно не потерять монтажные шайбы - они нам пригодятся при сборке.На следующем этапе потребуется компонент синхронизации, а именно цепной привод и оборудование. Для этого ослабляем натяжитель и с помощью ключа отпускаем стопорную гайку. Теперь цепь должна расслабиться. Теперь разберем фурнитуру.
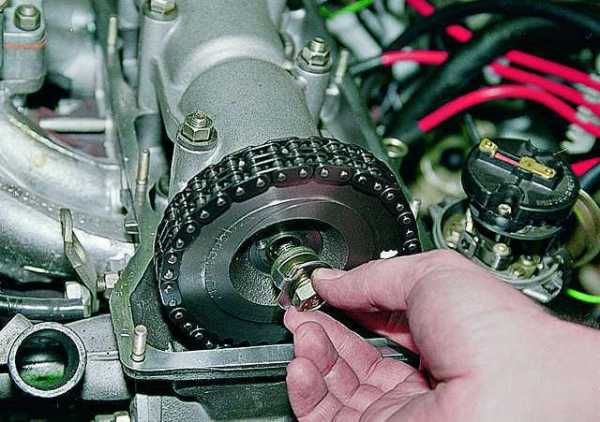
Крепится к тесту распредвалу. Отверткой и молотком загибаем пробку и откручиваем элемент наружу. Кстати, цепь при желании снимают полностью. Суть в том, что он не отвалится. Для этого его проверяют зерновым инструментом (например, проволокой).
Как будет следующая замена ГБЦ? Ваз-2107 все еще стоит, и мы собираемся демонтировать распредвал. Для этого откручиваем 9 крепежных винтов. После отсоединения патрубка всасывания, идущего к выпускному коллектору. Устанавливается на 4 латунные гайки. Если у вас есть трубка, прикрученная к обычной стали, вы рискуете порвать шпильку. Будьте предельно аккуратны. При наличии ржавчины или грязного налета используйте универсальную смазку ВД-40.
Снимите головку
Теперь нам нужно снять головку блока.Для этого имеем в руках мощный узел и откручиваем по кругу 10 болтов крепления. Важный момент - сбоку установлено 11 саморезов. Это небольшое. Мы его тоже извлекаем. Он осторожно подходит к элементу и вытаскивает его.
Установка
Итак, впереди - открытая головка блока. Мы можем удалить старую прокладку и установить на ее место новую. Важно тщательно очистить его контактную поверхность. Если этого не сделать, масло будет просачиваться через тонкие каналы в соседнюю камеру и смешиваться с Tosol.Специалисты рекомендуют использовать специальный спрей.

Называется «для снятия шайб». Его стоимость около 400 руб. Объема 300 мл хватит на несколько приемов. Инструкция по применению довольно проста. Необходимо нанести спрей на поверхность блока и через десять минут удалить остатки элемента чистой частью транспортного средства.
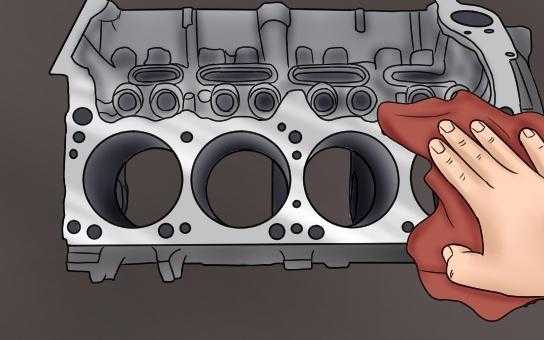
На новую прокладку уже нанесен красный силиконовый герметик. Мы можем только поставить его на законное место.Используя две направляющие, отцентрируйте элемент в блоке. Теперь осталось только собрать двигатель.
сборка
Обратите внимание на такой момент, как затяжка GBC. От этой операции зависит очень многое. Если не соблюдать усилия, прокладка запрещена и двигатель может запуститься. Поэтому специалисты рекомендуют использовать динамометрический ключ (см. Рисунок ниже).

Болты затягиваются по специальной схеме - от центра к краю. Первое усилие затяжки 4,1 кгс на метр.Второй - 11:45. Это касается десяти больших винтов. А что насчет 11-летнего ребенка? Здесь скорость затяжки составляет 3,8 кгс / м. Если гаечный ключ рассчитан на параметр NM, то требуется первая затяжка, чтобы придерживаться значения 40 единиц. Второй сделан с усилием от 95 до 117 нм. После изготовления автомобиля Ваз-2107, замены прокладки ГБЦ, нужно произвести переустановку, при этом важно выставить синхронизацию ГРМ. Да, на 8-ми клапанном двигателе поршни не будут касаться «тарелок». Однако будет существенный пропуск зажигания (вплоть до того, что двигатель просто не запускается).С этой целью успешно завершена замена прокладки ГБЦ Ваз-2107. Вы можете сначала запустить и проверить работу двигателя. Не забудьте залить в систему Тосол.
Приложение
Итак, мы выяснили, как снимается головка блока цилиндров ВАЗ-2107. Запчасти на ВАЗ (особенно если это классические модели типа «семерки») стоят недорого. Поэтому такую операцию, как замена кладки блока, можно выполнить за вполне бюджетные деньги (до 500 рублей).Конечно, при условии, что вы будете делать процедуру своими руками. Самое основное - затянуть винты. Не следует выполнять эту глазную процедуру. Либо шуруп не достанешь, либо шпильку раздать. Последнюю снять будет очень сложно (не считая схватывания сваркой и аккуратного откручивания по резьбе).
Ваза для ремонта двигателя подразумевает снятие головки блока цилиндров. И, если все сделано правильно, значительно снижаются затраты на установку (физические и финансовые).
Управляющий блок цилиндров - одна из важнейших составляющих автомобиля, а правильный ремонт во многом обеспечивает надежную и долгую работу двигателя. И любой ремонт начинается с разборки.
В данном материале подробно рассказывается, как снимать ГБЦ (ГБЦ) классических автомобилей семейства Ваз.
Снятие головки блока цилиндров
Вначале продвигаем гайки на крышке воздушного фильтра Для этого даже не нужен гаечный ключ, потому что у этих гаек есть «ушки», за которые они могут быть открутил.
 Перезагрузив крышку, подойти к радиатору охлаждения, слить из него охлаждающую жидкость, которая при снятии головки будет капать. Сбоку двигателя, на блоке, есть специальное сливное отверстие, просушенное болтом (или специальным сливным краном).
Перезагрузив крышку, подойти к радиатору охлаждения, слить из него охлаждающую жидкость, которая при снятии головки будет капать. Сбоку двигателя, на блоке, есть специальное сливное отверстие, просушенное болтом (или специальным сливным краном).
Важно! Не забудьте открыть крышку радиатора, чтобы не образовался вакуум, который не даст стечь жидкости.
 Затем открутите корпус воздушного фильтра (четыре винта), прижмите корпус к карбюратору. Если вы устанавливаете автомобильное газовое оборудование, аккуратно отсоедините форсунки, которые «выходят» на корпус воздушного фильтра.
Затем открутите корпус воздушного фильтра (четыре винта), прижмите корпус к карбюратору. Если вы устанавливаете автомобильное газовое оборудование, аккуратно отсоедините форсунки, которые «выходят» на корпус воздушного фильтра.
После снятия крышки фильтра отсоедините форсунки от карбюратора.
Важно! Не забудьте, кроме форсунок, отсоединить тросы «Ручка управления и дроссельная заслонка
. Затем отсоединить форсунки, подсоединенные к корпусу двигателя сбоку и спереди. Неопытным водителям рекомендуется записать, где какую форсунку отсоединять. Альтернативный вариант I. в a современный способ Съемка ключевых моментов разборки на смартфон
 Некоторые водители говорят, что резина не мешает снятию головы, а вот опытные автослеи говорят: «Не поленитесь и снимите».Следующее отсоединяется печным шлангом, и, поскольку оно часто «точное», это потребует времени и усилий.
Некоторые водители говорят, что резина не мешает снятию головы, а вот опытные автослеи говорят: «Не поленитесь и снимите».Следующее отсоединяется печным шлангом, и, поскольку оно часто «точное», это потребует времени и усилий.
Теперь начинает отрываться глушитель и долго как часто "углеводы" до коллектора. Локсарианцы знают, что лучший инструмент в такой ситуации - 40, с его помощью можно справиться со многими проблемами. Каждому водителю, а тем более владельцам отечественной техники, WD 40 должен быть уверен!
Глушитель, отсоединенный от коллектора, необязательно снимать полностью, его можно снять, чтобы не беспокоить.В обратном порядке (когда голова окажется на месте) будет легче взобраться на колышки.
 Теперь снимите крышку клапана. В этом процессе нет ничего сложного, мы не будем подробно останавливаться на нем, попадая на звезду и расширение.
Теперь снимите крышку клапана. В этом процессе нет ничего сложного, мы не будем подробно останавливаться на нем, попадая на звезду и расширение.
Важно! Подготовьте чистую емкость под шурупы, чтобы они не упали на землю или пыль.
Болты распредвала, звездочки и т. Д. Собирают саму крышку распредвала, это поможет не перепутать их с другими и облегчит обратную сборку.
С помощью накидки или головки открутите гайку, изгибающую звезду.Выявление, снятие звезды с места. Не страшно, если цепочка отвалится, доставить легко. Теперь осталось снять распредвал и открутить саму головку блока цилиндров, подготовительные работы были успешно проведены.
 Для снятия распредвала воспользуйтесь любым ключом, который есть под рукой, окошко и открутите.
Для снятия распредвала воспользуйтесь любым ключом, который есть под рукой, окошко и открутите.
Важно! Откручиваем распредвал, нужны крайние гайки. Это нужно для того, чтобы не переворачиваться.
Головка блока цилиндров испытывает высокие температурные нагрузки.По этой причине болты крепления запекаются. Что советуют опытные водители? Вам нужно, чтобы гребной винт аккуратно проехал четверть оборота и оставил его в этом положении на некоторое время.
Кое-что полезное:
Видео: Снятие колодки классической ВАЗ
Для чего это? Чтобы усилие зажима, удерживающее головку блока цилиндров, было равномерно распределено по всем болтам. Иначе, если выдернут первые саморезы, остальные сорвать будет невозможно.
 Для откручивания головки требуется много усилий. Но не все инструменты сохранились, поэтому выбирать их нужно внимательно при покупке, чтобы мне не пришлось покупать еще один. Чтобы не «рискнуть» при откручивании болта ГБЦ, рекомендуется использовать любой рычаг.
Для откручивания головки требуется много усилий. Но не все инструменты сохранились, поэтому выбирать их нужно внимательно при покупке, чтобы мне не пришлось покупать еще один. Чтобы не «рискнуть» при откручивании болта ГБЦ, рекомендуется использовать любой рычаг.
 Не пугайте треску, которая слышна, когда трещина Bolt GBC нормальная. Вырвав винты, аккуратно их откручиваем. Перед удалением GBC стоит проверить, все ли от него отключено.
Не пугайте треску, которая слышна, когда трещина Bolt GBC нормальная. Вырвав винты, аккуратно их откручиваем. Перед удалением GBC стоит проверить, все ли от него отключено.
Когда визуальный осмотр незнакомой арматуры, забытых кабелей и форсунок завершен, нужно сделать резкий ход, но никакого «фанатизма», чтобы сорвать головку блока цилиндров, сдвинуть ее. Это фото появится перед вами.
 Если следовать технике безопасности, использовать качественный инструмент и следовать советам более опытных водителей, можно быстро, без лишних затрат и безопасно самостоятельно снять головку блока цилиндров с двигателя классической модели ваза.
Если следовать технике безопасности, использовать качественный инструмент и следовать советам более опытных водителей, можно быстро, без лишних затрат и безопасно самостоятельно снять головку блока цилиндров с двигателя классической модели ваза.
Головка блока цилиндров снята. Головка блока цилиндров определяет состояние клапанов и указывает, работают ли системы двигателя. По цвету пластин клапанов должна производиться предварительная диагностика многих систем и агрегатов, например, качества горючих материалов, на которых работает двигатель. Если все хорошо, то пластинки однородные светло-коричневые или серые.
Печать
.Как открутить и просверлить сломанный винт (шпилька). Как открутить сломанный болт
Очень часто старый винт, который долго не выкручивали, практически на одном уровне с резьбой. Если при откручивании такого винта приложить чрезмерное усилие, он может просто сломаться. Возникает довольно сложная ситуация, способная запутать даже опытного мастера. Как сломать болт, если не за что ухватиться?
Сначала заполните сломанный болт смазкой и, при необходимости, средством для удаления ржавчины.После этого болт несколько раз хорошо накручивается небольшим молотком, чтобы жидкости лучше проникали глубоко в резьбовое соединение. Такая простая обработка значительно упростит откручивание винта.
Следовательно, вы не можете схватить сломанный болт никаким инструментом, если он сломался под поверхностью или на своей высоте. В этой ситуации можно просверлить небольшую прорезь под отвертку. Для этого вам понадобится сверло небольшого размера.
С помощью такого сверла проделывается ряд отверстий и затем между ними делятся перегородки.В результате получается паз, в который вставляется отвертка, а винт снимается вместе с ней. В этом случае отвертка плотно прижимается сверху. Да и саморез откручивать стало проще, отвертку можно было затянуть ключом.
Если этот метод не подходит, вы можете наклеить его агрессивным клеем на кислотной основе или приварить металлический стержень, ручку или другой болт к сломанному болту. Это позволит просто открутить, но приклеить что-то с достаточной надежностью не всегда получается, да и сварка может быть недоступна, поэтому такой способ используется не очень часто.
Третий метод - сначала просверлить отверстие в болте, затем нарезать его (обратная ориентация), а затем ввинтить внутрь другой болт. Второй болт будет немного меньше, но это не важно. Суть в том, что теперь вы можете легко открутить оба винта.
И последнее, что вы можете сделать, если ничего не работает, - это полностью сверлить винт. Для этого используйте несколько упражнений. Они начинают сверлить шуруп довольно тонким сверлом, но постепенно переходят все больше и больше.
В результате стенки болта станут тонкими и просто сломаются. Осколки сломанного винта не проблема при извлечении пинцета.
Такой способ решения задачи всегда работает. Но есть одна тонкость, о которой всегда следует помнить. Сломанный болт нужно просверлить строго по центру.
Если отверстие смещено от центра, то к тому времени, когда болт будет почти просверлен, резьба с одной стороны будет повреждена, а с другой стороны все еще останется довольно толстая стенка, которую не так-то просто сломать.Если сверлить шуруп строго по центру, такой проблемы, конечно, не возникнет.
Каким бы прочным ни был металл, мы все знаем, что даже он иногда выходит из строя и выходит из строя в самый ненужный момент. Одна из таких ситуаций может заключаться в сломе крепежа, в частности болтов и штифтов. У человека с ключом нет ничего хуже, чтобы увидеть сломанный болт, часть которого осталась в прикрученном элементе. И тут на помощь приходит экстрактор, не волнуйтесь, его название намного сложнее, чем его конструкция.Поговорим подробнее о работе с ним и его особенностях.
Устройство и виды экстракторов
В конструкции этого инструмента нет ничего сложного. По внешнему виду это стальной пруток, на конце которого нарезается левая резьба (или клин), по форме этого чудесного инструмента он напоминает бороду или амортизатор. Типоразмеров много, чем крупнее вытаскивается винт, тем крупнее экстрактор. Я советую вам всегда покупать этот инструмент в комплекте, так как никогда нельзя заранее знать, какой болт или шпилька выйдет из строя.Чаще всего используются размеры от M1 до M16.
По конструктивным особенностям экстракторы делятся на:
- Тип клина . Они конус с гранями, работают как клин. В предварительно просверленной части забитого винта засоряется экстрактор, а затем выводится гаечным ключом. Конечно, работать с ним несложно, но перед тем, как сверлить отверстие, помните, что сверлить нужно ровно по центру, не перемещая отверстие в сторону. В противном случае вся вращающая сила экстрактора сместится и сломанный винт не открутить.Также можно сломать сам экстрактор.
- Тип стержня . Он выполнен в виде планки с поверхностями, очень похожими на клиновидный съемник. Забивается в сломанной части, получается ключ. Как и в случае с экстрактором первого типа, вытащить уже скрученную часть бывает довольно сложно.
- Спирального типа. Самый распространенный и эффективный съемник для удаления сломанных шурупов. Такой же конус только с левой резьбой (правая, если повернуть левый винт).Экстрактор не забивается, а ввинчивается в отверстие под винт, заклинивает деталью и снимается.

Принцип работы съемника для выкручивания сломанных болтов
Если вы читали описание видов этого инструмента, то уже представляете себе всю простую процедуру снятия болтов. Но без систематизации этого материала этот материал будет неполным, и давайте разберем все более подробно.
Первый шаг - определить центр сломанного болта. Для этого нам понадобится пробойник и молоток.

Затем просверлите отверстие, ведущее к экстрактору. При сверлении будьте осторожны, чтобы не сместить ось отверстия в сторону. Опытные мастера рекомендуют сверлить на глубину до трех диаметров сверла.
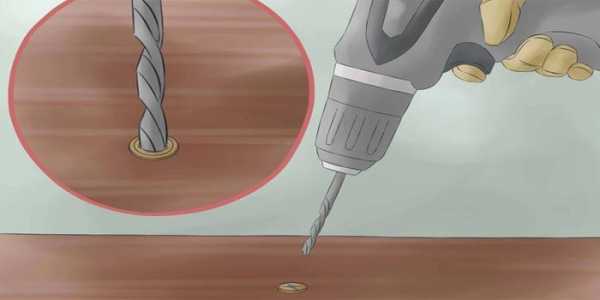
Вставьте съемник в просверленное отверстие и забейте молотком для надежной фиксации. Затем с помощью ручки-крючка начните ввинчивать съемник в сломанный болт. Когда он пройдет до конца, он начнет откручивать винт. При работе с экстрактором вращайте только вокруг его оси, ни в коем случае не перемещая ось, иначе вы можете сломать инструмент.

После ослабления части болта вы можете использовать плоскогубцы или зажим, чтобы быстро удалить поврежденную часть.
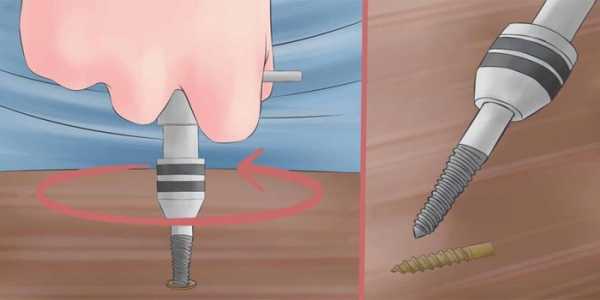
- Нагрейте болт или шпильку, чтобы вынуть их быстро.
- Если резьба порвалась, можно попробовать открутить ее шестигранным ключом. Шансы на то, что попытка будет успешной, велики.
- При работе используйте смазочное масло или ацетон.
- Поврежденную деталь легко перевернуть дрелью с обратной резьбой.
- Можно использовать керн и молоток. Удерживая сердечник под углом 45 градусов к детали, ударьте по нему против часовой стрелки. Выполните процедуру в нескольких местах, если винт не сдвинется с места, используйте другой метод.
- Если все попытки открутить болт или шпильку безуспешны, придется просверлить отверстие большего размера и снова нарезать резьбу.
Иногда при ремонте возникают проблемы - что-то ломается. Иногда отказ компонента приводит к проблемам с большим устройством.Например, сломанный болт в блоке цилиндров. Сломанный болт вызывает множество проблем. Особенно, когда он сломался в месте, где доступ ограничен.
Simple Option
Первое, что нужно сделать, это не паниковать. В целом Сломанный болт практически всегда можно удалить, самое главное - правильная эксплуатация.
Секунда для проверки «сцены события». Если при откручивании сломается - залейте WD40 зеленой или тормозной жидкостью - требуется, чтобы отломанная деталь хорошо ложилась на резьбу.Можно попробовать отжечь нить паяльной лампой - смотреть нужно в зависимости от обстоятельств. Смотрим где сломалось. Когда сломанная деталь выступает над деталью - это удача - ее можно попробовать открутить. По возможности заворачиваем две гайки, нижнюю фиксируем верхней. Откручиваем нижнюю гайку - если сломанный болт сошел со всей резьбы, он должен вылезти. Не хватает места для двух гаек - пытаемся открутить плоскогубцы. Другой способ - сделать в болгарке прорезь по центру.В итоге получаем винт, который можно попробовать открутить отверткой. В случае успеха проблема устранена. Но чаще всего саморез отламывается от детали или внутри нее.
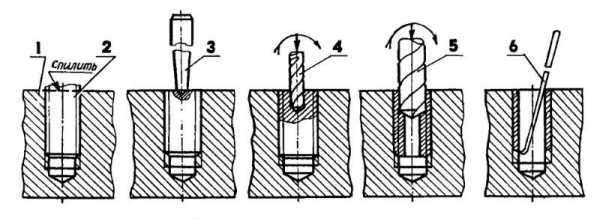
В случае повреждения на уровне детали - попробуйте открутить ее пальцем. Фактически, когда сломанный болт стоит в отверстии вдоль резьбы, он чистый, а болт просто сломался из-за усталости металла или из-за того, что он был ранее выдернут - он мог просто выйти из пальца.Или обращаем внимание на скол - при разрыве куска по плоскости трещины всегда образуется бортик - заменяем стамеску отверткой - пробуем открутить легкими ударами.
Эти случаи часто возникают, когда часть без резьбы притягивается штифтом или болтом - например, коллектором к блоку цилиндров.
Сложный вариант
Если так не открутить - упражнения сделаем. Суть в том, что отколовшийся штифт не горячий. Есть несколько способов, которые нужно попробовать, прежде чем пытаться просверлить сломанный болт.Самое элементарное - берем дрель с реверсом и дрель. Иногда такая уловка проходит с обычным шурупом по металлу, со сверлом на конце. Щелкаем по сломанной шкале, пытаемся открутить небольшими оборотами, тут нужна точность - надо "тянуть" крутить. Если эти методы не помогут, мы предпримем серьезные действия. Когда диаметр штифта небольшой, нужно придумать, как удалить фишку - места для двух вариантов не хватает.
Первый метод. Сверло малого диаметра проделывает в обломках два отверстия.Один против другого. Просверлите пластины примерно на 5-10 мм, желательно от центра. Затем берем съемник стопорного кольца, плоскогубцы с узким носком или просто вставляем два гвоздя, зажимаем их плоскогубцами - пробуем открутить.
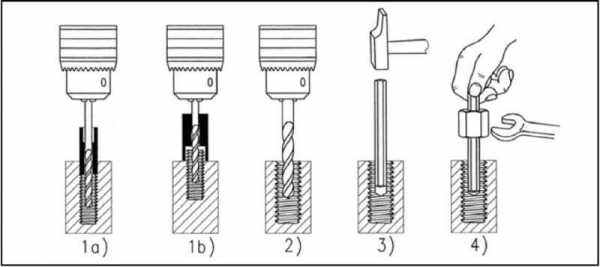
Второй способ. Нам понадобится специальный инструмент - экстрактор. Он продается в хозяйственных магазинах. Это что-то вроде конического сверла с обратной резьбой, очень твердого горячего металла. Сначала выбираем сверло по диаметру.Центр шпильки внимательно наметьте стержнем, он нам понадобится, чтобы просверлить отверстие. Глубина не обязательна - просто просверлите немного глубже, чем длина подъемника. Затем заворачиваем экстрактор, пытаемся открутить отломанный кусок.
Когда ни один метод не помог, остается самый сложный вариант - сверление. Для этого понадобится несколько разных диаметров острых упражнений и сильная рука. Главное - поймать центр обломков. Максимально точно очерчиваем центр керна, от этого зависит точность сверления.Затем сверлом самого маленького размера просверливаем проколотое отверстие.
Важно просверлить ровно вдоль остальной части, параллельно стене, чтобы соблюсти выравнивание отверстий с обеих сторон. Затем берем сверло следующего диаметра и так до стенки отверстия. Если немного промазали в середине лунки - такое бывает. Главное - вовремя остановиться, оставив всю нить позади. Берем стамеску, отвертку или гвоздь, придавливаем внутрь остальной фрагмент стены.Затем просто вытаскиваем получившуюся шишку.
Не торопитесь использовать «серьезный» инструмент. Для начала опрыскайте винт WD-40 (поскольку VD-40 все еще используется), чтобы жидкость максимально проникла в резьбу. Минут через 10-15 пытаемся открутить саморез, есть вероятность, что он сломается. 
Как удалить прикрепленный винт, если VD-40 не помогает? Попробуйте использовать более крупный инструмент, например плоскогубцы, большой разводной гаечный ключ или пневматический гаечный ключ. В самых безвыходных ситуациях можно полностью просверлить шуруп (см. Ниже).
Как удалить сломанный винт
Есть не так много способов удалить сломанный винт. Если возможно (остатки болта не сильно утоплены), приварите к болту еще один болт или гайку и переверните как обычно.Сломанные болты отвернуть съемником (с обратным срезом цепи). В сломанном болте проделываем отверстие глубиной в несколько сантиметров и вкручиваем в него экстрактор против часовой стрелки. После достаточного вкручивания он также оторвет сломанный болт.Несложный процесс показан на видео:
Лифт - дело очень профессиональное и не всегда под рукой. Поэтому чаще всего приходится сверлить сломанный болт целиком (см. Ниже).
Как удалить оторванный болт
Самый простой способ удалить оторванный болт - использовать плоскогубцы или разводной ключ. Но не всегда наличие свободного места позволяет использовать такой инструмент. 
Другой способ - сделать вырез в головке винта болгаркой или стамеской, чтобы можно было открутить винт отверткой (ударной отверткой).Не подлежит? Поместите отвертку под углом к винту и ударьте по нему молотком, чтобы винт вращался против часовой стрелки.

Также можно использовать сварку. Втыкаем электрод в головку и привариваем головку и гайку болта (или секрета) на среднем токе. Выключите, пока он не остынет. Также можно попробовать открутить потайную головку диаметром 12 граней. Сначала нагрейте голову, и по мере того, как она остынет, она будет плотнее обволакивать слизь по периметру.
Сверлить шуруп полностью
Универсальный способ удаления шурупа или его остатков.Требуются сверло и кобальт или сверло. При сверлении не допускайте перегрева сверла, периодически охлаждайте его водой или маслом. Диаметр сверла выбирайте так, чтобы не повредить резьбу при сверлении.Напомним, что иногда болт может иметь обратную резьбу, попробуйте открутить его по часовой стрелке. А саморезы не выходили? Как вы решили проблему? Кстати, знаете ли вы, что ремонт автомобилей
- дело не самое простое, автомобиль вне зависимости от страны-производителя и названия производителя постоянно находится в стрессовом состоянии, поэтому неудивительно, что он склонен к поломкам.Однако нередко возникает ситуация, когда данная поломка осложняется появлением новой. К подобным ситуациям относится ремонт автомобиля путем ослабления болта, обрыва резьбы или полного ее обрыва. Сразу возникает много вопросов: что делать в такой ситуации, как приступить к ремонту, а главное - , как открутить сломанный болт ? Ответы на эти вопросы вы найдете в нашей сегодняшней статье. Двигаемся дальше ...
Чаще всего болт ломается, когда ты "здоровяк" и твой болт, ну, тот, который ты сломал, сильно забит или заржавел.Как известно, речь не идет об автомобилях, которые «только что» сошли с конвейера. Обычно с этой проблемой сталкиваются старинные автомобили или те, хранение или обращение с которыми оставляет желать лучшего. Если точнее, речь идет о резьбовых соединениях, которые часто контактируют с влагой. Например, он регулярно контактирует с влагой (дождем), поэтому неудивительно, что где-то что-то заржавело.
Что такое "облом"?
Болты ломаются по-разному, самый неприятный «поломка болта» - срезание его в одной плоскости, в такой ситуации открутить без специальных инструментов (сверло, сварка и т. Д. Просто невозможно).). Лучше повезет, если винт сломается, как только выйдет из резьбы, и на поверхности останется небольшое «тело». Во-первых, в этом случае вы уже «подобрали» болт, значит он будет откручиваться, что немаловажно, а во-вторых, на такой сломанный болт можно повлиять, например, плоскогубцами, отверткой, сваркой и т. Д.
Как эффективно открутить сломанный болт
Есть несколько способов. как удалить оторванный болт Однако подготовительные работы должны быть завершены перед началом работ.Под такими работами понимается:
- Очистка рабочего места от грязи, масла и т. Д.
Обработайте резьбовое соединение жидкостью WD-40 или хотя бы моторным маслом. Как вариант, можно несколько раз ударить по мусору молотком или нагреть винт паяльником или лампой, если это возможно и другие важные детали (пластик, ткань и т. Д.) Не нагреются.
Как открутить болт, если он лопается по резьбовой поверхности
1. Если вам даже удалось немного «порвать» резьбу болта, значит, если он уже начал выходить, можно попробовать открутите сломанный болт плоскогубцами или хорошим гаечным ключом.
2. Второй вариант требует наличия ножовки или болгарки (в зависимости от размера шурупа), иногда помогает стамеска, главное не переборщить. Принцип такой - проделайте поперечное отверстие под отвертку и попробуйте отверткой открутить винт.

3. Вариант третий - сварка. Как известно, для этого способа требуется сварочный аппарат, все делается следующим образом - берем болт с гайкой такого же диаметра и привариваем к обломкам, затем гаечным ключом, не прилагая осторожных усилий, пытаемся открутить сломанный болт .Ходят слухи, что существуют так называемые «агрессивные клеи», которые якобы могут действовать как сварка. Однако лично этот метод не тестировался, поэтому спорить о его эффективности не будем.
Как открутить сломанный болт сваркой - видео
Как открутить сломанный болт, если он сломался заподлицо или под поверхностью

- В этой ситуации вам придется действовать более резко, вам понадобится дрель с тонким сверлом и хорошее умение пользоваться этим инструментом.Вам нужно просверлить в корпусе болта 2-3 или более тонких отверстия, чтобы затем объединить их в одно. В это отверстие нужно будет установить отвертку, и фрагменты шурупа будут откручиваться.
- Второй способ посложнее. Если вы не можете открутить сломанный болт ни одним из вышеперечисленных способов, вам придется принять более решительные меры. Вам потребуется практика, метки, много навыков и терпения. Ваша задача - просверлить отверстие в центре винта, а затем аккуратно нарезать в нем левую резьбу (самостоятельно или спросите кого-нибудь, кто знает, как обращаться с метчиком).Когда вы затягиваете новый болт с левой резьбой в только что сделанную резьбу, а затем доводите до конца, то есть затягивая его полностью, старый сломанный болт должен начать скручиваться.
- Третий способ Выкрутите болт , оторвавшийся от поверхности - сверление. Этот способ наиболее сложный и опасный, так как, выполняя эту работу, вы рискуете повредить нить.
Принцип такой - нужно аккуратно просверлить отверстие в центре тонким сверлом, после чего сверло делают толще и процедура повторяется.Самое главное, просверлите первое отверстие точно по центру. Когда от сломанного болта практически не осталось «тела», а стенки стали достаточно тонкими, чтобы их можно было сломать, постарайтесь очень осторожно оборвать оставшуюся резьбу тонкой заостренной проволокой или пинцетом. Если вы все делаете правильно, вам не нужно обрезать новые темы или «вести» старую. Если у вас есть «экстрактор» с левой резьбой, вы можете использовать его для выкручивания любого мусора, более подробно на виде в конце статьи.

И, наконец, если после нескольких попыток вы заметите, что у вас что-то не работает, вам не нужно спешить, поэтому вы просто усложняете ситуацию, лучше доверьте эту работу тому, кто сталкивался с этой проблемой много раз .Удачи в вашей нелегкой работе, мы надеемся, что статья оказалась для вас полезной и помогла решить ваш вопрос. До следующего раза - Вопрос Авто .