Установка маслосъемных колец
Поршневые кольца - RacePortal.ru
При этом необходимо отметить, что незначительная часть газов из камеры сгорания всё равно проникают во внутренне пространство картера даже нового, вполне исправного, двигателя. Уплотнение при помощи поршневых колец в технике называется уплотнением лабиринтного типа, в уплотнениях подобного типа всегда происходит некоторая утечка газов. Но эта утечка на исправном двигателе обычно лежит в диапазоне 0,5 – 1,0%. Находящиеся в картере двигателя газы называются картерными газами. По мере износа цилиндропоршневой группы двигателя количество картерных газов увеличивается.
Кроме уплотнения поршневые кольца выполняют ещё две задачи. Регулируют количество масла на стенках цилиндра, необходимого для смазывания, как самих колец, так и поршня, и отводят тепло от поршня к стенкам цилиндра.
Предназначение поршневых колец:
Обеспечение герметичности между поршнем и стенками цилиндра. Регулирование количества масла, необходимого для смазывания соединения поршня и цилиндра, и предотвращения попадания масла в камеру сгорания двигателя. Отвод тепла от поршня к стенкам цилиндра.
Эти три задачи поршневые кольца выполняю в очень тяжёлых условиях под воздействием высоких тепловых и механических нагрузок. Тепловое напряжение поршневых колец возникает под воздействием горячих рабочих газов и под воздействие трения колец о стенки цилиндра, происходящего в условиях масляного голодания в верхней части поршня. Успешное решение этих задач решается как за счёт конструкции колец, так и правильного подбора материала изготовления колец.
Тип колец Поршневые кольца делятся на два типа: Компрессионные,маслосъёмные.
1-Компрессионное кольцо
1.1-Молибденовая противоизносная вставка
2-Второе компрессионное кольцо
3-Маслосъёмное кольцо
3.1. Верхняя маслосъёмная пластина
3.2. Тангенциальный расширитель
3.3. Нижняя маслосъёмная пластина
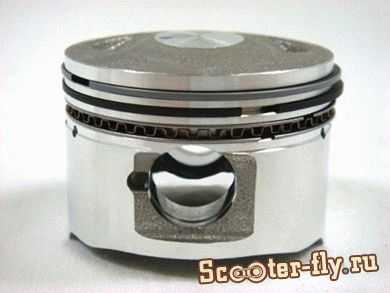
Поршень с поршневыми кольцами Фотография разреза поршня современного бензинового двигателя с установленным на него типичным комплектом поршневых колец в соответствии со схемой, данной на верхнем рисунке. Компрессионные кольца обеспечивают необходимую герметичность, а маслосъёмные кольца регулируют количество масла на стенках цилиндра. Именно регулируют, а не полностью удаляют, поскольку полное или слишком большое удаление масла приведёт к масляному голоданию соединения поршня со стенками цилиндра в верхней части поршня и последующему заклиниванию поршня в цилиндре.
Ранее двигатели были тихоходными, и количество поршневых колец на одном поршне доходило до 5 – 7. Но почти все современные бензиновые двигатели и быстроходные автомобильные дизельные двигатели имеют на одном поршне всего три поршневых кольца – два компрессионных кольца и одно маслосъёмное. Хотя поршни двигателей форсированных спортивных автомобилей, постоянно работающие на высоких оборотах, могут иметь всего два кольца. А поршни дизельных автомобильных двигателей, для облегчения запуска, могут иметь четыре кольца, три из которых компрессионные.
Поршневые кольца - терминология
- Концевой зазор в свободном состоянии
- Концевой зазор в сжатом состоянии
- Торсионная закрутка кольца после сжатия
- Компрессионные поршневые кольца
Первое (верхнее) компрессионное кольцо, установленное в канавку поршня, находящегося в цилиндре двигателя, должно принять абсолютно круглую форму (это выполняется, если сама гильза цилиндра не имеет деформаций) и быть прижатым к поверхности цилиндра по всей наружной окружности поршневого кольца. Для обеспечения этого, упругое поршневое кольцо изготавливается не в виде правильной окружности, а в виде дуги переменного радиуса, большего, чем диаметр цилиндра и имеющее в свободном состоянии достаточно больший зазор (1) между концами кольца. При установке в цилиндр кольцо сжимается и зазор (2) в замке кольца становится 0,15 ÷ 0,5 мм. Точное и максимально допустимое значение этого зазора указывается в технической документации двигателя. Обеспечение регламентированной величины зазора очень важно, увеличенный зазор способствует прорыву газов в картер двигателя и снижению мощности. Но ещё опасней уменьшенный зазор в замке поршневого кольца.
Во время работы, в результате нагрева кольцо расширяется и при уменьшенном зазоре может произойти заклинивание поршневого кольца в цилиндре, что приведёт к образованию задиров на зеркале цилиндра, поломке межкольцевых перегородок поршня или поломке самого кольца. Поэтому допустимо небольшое увеличение зазора, но недопустимо уменьшение зазора в замке поршневого кольца.Ведущие производители поршневых колец производят кольца с постепенно уменьшающимся через 0,1 мм зазором, таких подбираемых размеров может быть до 15.
Некоторые производители поршневых колец выпускают «беззазорные» поршневые кольца. Разумеется, невозможно изменить природное свойство металлов к расширению при повышении температуры, кольцо, установленное в цилиндр двигателя без зазора, обязательно заклинит. Но многое можно решить за счёт удачной конструкции. В этом случае поршневое кольцо состоит из двух плоских колец, установленных друг на друга и повёрнутых относительно друг друга на 180º. При этом верхнее кольцо имеет форму буквы «L», а нижнее кольцо вставлено в выемку верхнего кольца, за счёт чего высота такого кольца получается не более высоты стандартного кольца.
Когда-то замки поршневых колец старых тихоходных двигателей, для уменьшения прорыва газов через замок кольца имели сложную форму, но в современных высокооборотных двигателях прорыв газов через замок кольца незначителен. Поэтому современные кольца имеют только прямоугольную форму замка.
Правильная установка поршневых колец Переменный радиус дуги поршневого кольца берётся не произвольно, а рассчитывается для обеспечения необходимой эпюры силы прижатия кольца к стенкам цилиндра. Во время работы поршневое кольцо изнашивается неравномерно. В результате экспериментов определено, что наиболее интенсивно кольцо изнашивается в районе замка. Поэтому первоначальное увеличение силы прижатия кольца в зоне замка увеличивает срок службы кольца. Но точно рассчитанная эпюра усилий кольца может измениться в результате непрофессиональной установки кольца на поршень. Современные, очень тонкие компрессионные поршневые кольца не допускается устанавливать на поршень руками. Для этого необходимо использовать специальное приспособление, обеспечивающее равномерное разжатие кольца по всей окружности и ограничение максимального разжатия. Установка кольца руками, с увеличенным и неравномерным расжатием, значительно сокращает срок службы кольца.
Прижатие компрессионных колец к стенкам гильзы цилиндра
На этом рисунке видно, что газы из камеры сгорания через зазор между жаровым поясом поршня и стенкой цилиндра и через зазор между стенкой перегородки и поршневым кольцом попадают во внутреннюю полость поршневого кольца. При этом давление во внутренней полости верхнего компрессионного кольца практически равно давлению в камере сгорания. За счёт давления газов на внутреннюю поверхность кольца происходит дополнительное прижатие поршневого кольца к стенкам цилиндра. Некоторая часть газов также попадает во внутреннюю полость второго компрессионного кольца. Поскольку первое компрессионное кольцо дросселирует давление газов, давление во внутренней полости второго компрессионного кольца мотет быть равно 30 – 60%, от давления во внутренней полости первого компрессионного кольца.
С учётом того, что все процессы в двигателе происходят достаточно быстро, давление из внутренних полостей поршневых колец не падает до следующего такта рабочего хода, это явление называется аккумулированием давления. Аккумулирование давления обеспечивает приемлемую работу поршневых колец, частично потерявших свою упругость в результате старения или перегрева. Потерявшие упругость поршневые кольца будут удовлетворительно работать на режиме высоких нагрузок двигателя, но при работе двигателя в режиме низких нагрузок поршневые кольца не обеспечат необходимое уплотнение. Поэтому, исправными можно считать поршневые кольца серийного легкового автомобиля, обеспечивающие прижатие к стенкам цилиндра за счёт собственной упругости.
Некоторые производители поршневых колец заявляют, что до 90% усилия прижатия поршневых колец возникает за счёт давления рабочих газов двигателя. Возможно, кольца с подобными технически характеристиками подойдут только для специальных спортивных двигателей, постоянно работающих в диапазоне высоких оборотов и высоких нагрузок, Но вряд ли такое кольцо будет успешно работать в двигателе серийного автомобиля. Специально подготовленные поршневые кольца, как и многие другие детали двигателя, могут улучшить работу двигателя на строго определённых режимах оборотов и нагрузки. Но при этом значительно ухудшить работу двигателя на остальных режимах.
Очень важным эксплуатационным размером является боковой зазор между кольцом и канавкой поршня, поскольку именно от него зависит давление в поршневой канавке. В среднем этот зазор равен 0,04 ÷ 0,08 мм. От величины этого зазора также зависят ударные нагрузки на перегородки поршневых колец и, соответственно, шумность работы двигателя, возрастающие при увеличении зазора или вероятность заклинивания (потери подвижности) поршневых колец при уменьшении зазора.
Многие автомеханики считают, что поршни не подлежат дальнейшей эксплуатации по причине износа направляющей части (юбки) поршня, но обычно износ направляющей части поршня незначителен. Разумеется, если поршень не работал в режиме масляного голодания, и на поверхности поршня и стенок цилиндров не образовались задиры. На самом деле поршень часто выбраковывается по причине недопустимого износа канавки верхнего компрессионного кольца.
При производстве и высота поршневых колец, и высота канавки поршня имеют некоторый разброс, поэтому, для обеспечения необходимого зазора, иногда бывает возможность подбора поршневого кольца необходимой высоты.
Форма второго компрессионного кольца отличается от формы первого компрессионного кольца. Иногда из-за своеобразной формы наружной поверхности второе компрессионное кольцо называется скребковым Это кольцо работает не только как компрессионное, но и участвует в регулировании количества масла на стенках цилиндров, то есть частично выполняет задачу маслосъёмного кольца. Нижняя часть рабочей поверхности второго кольца изготавливается в виде скребка, который при перемещении поршня вниз снимает со стенок цилиндра лишнее масло. Нижнее компрессионное кольцо работает в значительно более лёгких условиях. И температура в зоне кольца и давление газов на кольцо (соответственно сила прижатия кольца к стенке цилиндра) значительно ниже по сравнению с подобными показателями, оказывающими воздействие на верхнее кольцо. Оба компрессионные кольца допускается устанавливать только в одном положении. На верхней поверхности компрессионного поршневого кольца ставится метка «Т», «ТОР» или другие. Кольцо всегда устанавливается этой меткой вверх. Неправильно установленное поршневое кольцо, неправильно работает.
Маслосъёмные кольца устанавливаются ниже компрессионных поршневых колец. На поршни двигателей современных легковых автомобилей устанавливается всего по одному маслосъёмному кольцу. Хотя старые двигатели, особенно предназначенные для стационарного применения, использовали по несколько маслосъёмных колец.
Маслосъёмные кольца предназначены для регулирования количества масла, находящегося на стенках цилиндра. Тут не очень подходит русская поговорка: «Кашу маслом не испортишь». Масла на стеках цилиндра должно быть не как можно больше, а ровно сколько необходимо. Недостаточное количество масла приведёт к масляному голоданию и, вследствие этого, к повышенному износу поршневых колец, поршня и поверхности цилиндра. В некоторых тяжёлых условиях работы двигателя при наличии масляного голодания могут произойти задиры в соединение поршня с цилиндром, и даже полное заклинивание поршня в цилиндре. Так же нежелательно излишнее количество масла на стенках цилиндра. Лишнее масло, через компрессионные кольца попадает в камеру сгорания двигателя. Что приводит к повышенному расходу масла, образованию нагара на стенках камеры сгорания, клапанах и свече зажигания. Нагар от сгоревшего масла в камере сгорания и на клапанах значительно ухудшает некоторые технические характеристики двигателя. Во время работы двигателя система смазки разбрызгивает в нижней внутренней полости цилиндра большое количество смазки, необходимого для смазывания поршневого пальца и охлаждения поршня.
При перемещении поршня вниз, маслосъёмное кольцо своими кромками собирает излишнее масло со стенок цилиндра и через дренажные отверстия в канавке поршня направляет его во внутреннюю полость поршня. Далее масло стекает в масляный поддон, возвращаясь в систему смазки двигателя.
Для надёжной работы двигателя на стеке цилиндра должен находится тонкий слой масла, установленной толщины. Слой масла зависит не только от маслосъёмного кольца, но и от качества обработки поверхностей, как самих стенок цилиндров, так и поршня. Иногда можно слышать мнение, что чем чище отполирована поверхность стенки цилиндра, тем меньше сила трения и тем лучше работает двигатель. На самом деле это не так.
Составные трёхкомпонентные маслосъёмные кольца оставные маслосъёмные кольца с различными типами расширителей
Различные типы тангенциальных расширителей составных маслосъёмных колец
Составное четырёхкомпонентное кольцо
- Верхняя плоская пластина
- Осевой расширитель
- Радиальный расширитель
- Нижняя плоская пластина
Материалы поршневых колец
К материалам, из которых изготавливаются поршневые кольца, предъявляются очень высокие требования. Во время работы температура верхнего компрессионного кольца достигает 300º С. При этой температуре кольцо должно сохранять эластичность, обладать низким коэффициентом трения по материалу, из которого изготовлены стенки цилиндров, и иметь высокую износоустойчивость. До 50 ÷ 60% всех потерь на трение в двигателе приходится на трение между поршневыми кольцами и стенками цилиндра.
Обычно компрессионные поршневые кольца двигателей серийных автомобилей изготавливаются из специальных сортов прочного легированного чугуна, но в последнее время компрессионные кольца, особенно высокофорсированных двигателей, изготавливаются из стали. Для повышения износостойкости компрессионных колец на них рабочую поверхность наносится хромовое или молибденовое покрытие. Пористый хром, применяемый для покрытия поршневых колец, удерживает на своей поверхности необходимое количество масла. Эти покрытия имеют не только высокую износостойкость, но и уменьшенный коэффициент трения в паре с чугуном, из которого изготовлен блок цилиндров или вплавленные гильзы цилиндров алюминиевого блока. На поршневые кольца молибден наносится методом плазменного напыления. Поскольку молибден достаточно дорогой металл, обычно он наносится только на верхнее компрессионное кольцо, при этом перед напылением молибдена на рабочей поверхности кольца делается тонкая пазовая проточка. По своим физическим качествам хромированные поршневые кольца несколько отличаются от поршневых колец с молибденовым покрытием.
Неисправности поршневых колец
Основной неисправностью поршневых колец является их износ в процессе продолжительной эксплуатации. Ресурс поршневых колец двигателей отечественных автомобилей приблизительно равен 150000 км. (Вернее состояние соединения между поршневыми кольцами и стенками цилиндров). Кольца современных автомобилей передовых производителей могут служить до 300000 км, правда, иногда приходится слышать от владельцев, что двигатель их автомобиля уже прошёл 500000 км. Пробег лучших грузовых автомобилей-тягачей может быть более 1000000 км. Но эти пробеги могут быть значительно уменьшены неправильной эксплуатацией. К ускоренному износу поршневых колец приводит несвоевременная замена масла в двигателе, использование не подходящего для этого двигателя или загрязнённого мала. Несвоевременная замена воздушного фильтра и, тем более, эксплуатация автомобиля вообще без воздушного фильтра или езда по пыльным дорогам. Применение некачественного топлива или несвоевременная замена топливного фильтра. К тяжёлым условиям можно отнести постоянную эксплуатацию автомобиля в городских пробках. Очень вредны для колец кратковременные поездки, при которых двигатель не успевает прогреться до нормальной рабочей температуры, особенно в зимнее время. Не допускается эксплуатация двигателя с высокими нагрузками, до его полного прогрева. Система управления двигателя некоторых высокофорсированных автомобилей не позволяет двигателю развивать полную мощность, пока температура масла в двигателе не достигнет установленного предела. Именно масла, а не охлаждающей жидкости системы охлаждения.
Бывают случаи быстрого, лавинообразного разрушения поршневых колец. Это может произойти или из-за сильного перегрева двигателя или в результате работы двигателя в условиях недостаточной смазки. В таких случаях возможно заклинивание колец в цилиндре, образование задиров на стенках цилиндра и поршне, разрушение поршневых колец и перегородок между кольцевыми канавками поршня. Такое состояние двигателя диагностируется достаточно легко. Признаком недопустимого износа поршневых колец является повышенное потребление масла. Если двигатель малолитражного автомобиля расходует более 0,5 литра масла на 1000 км и при этом при трогании с места после остановки перед светофором наблюдается появление из системы выпуска сизого дыма, можно предположить что поршневые кольца двигателя имеют недопустимый износ. В этом случае может наблюдаться повышенное давление картерных газов двигателя, которое можно определить, отсоединив шланг системы принудительной вентиляции картера двигателя. Также о большом давлении картерных газов свидетельствуют протечки масла через сальники, прокладки и другие уплотнения двигателя.
Для более точного диагностирования необходимо проверить компрессию в цилиндрах двигателя и проверить состояние цилиндропоршневой группы методом утечки сжатого воздуха.
Прямоугольное поршневое кольцо
Первоначально компрессионное поршневое кольцо в разрезе имело достаточно простую прямоугольную форму, но со временем форма колец стала значительно сложнее. Самый распространённый вид современных компрессионных поршневых колец.
Верхнее компрессионное кольцо
Первое (верхнее) компрессионное кольцо
Поршневые кольца -
Второе компрессионное кольцо
Второе компрессионное кольцо
Кольцо имеет наружную (рабочую) поверхность, непосредственно соприкасающуюся со стенками цилиндра, внутреннюю поверхность, направленную в сторону центра окружности кольца и две боковые поверхности, верхнюю и нижнюю. В результате эволюции двигателя форма разреза кольца перестала быть прямоугольной. Для обеспечения большей долговечности кольца, его более быстрой притирке к поверхности цилиндра, уменьшения вероятности закоксовывания колец в канавках поршня и для обеспечения других рабочих характеристик кольца форма разреза кольца стала довольно сложной и очень разнообразной.
Замена маслосъемных колец
Большинство поршней современных двигателей оснащены тремя поршневыми кольцами, два верхних из которых компрессионные и одно нижнее маслосъемное. Маслосъемное кольцо существует двух типов: цельное и наборное.
Наборные маслосъемные кольца выполняют ту же функцию, что и цельные маслосъемные кольца, только гораздо эффективнее, что косвенно подтверждается их ценой.
Обычно при замене колец, без перешлифовки блока, а также и после выполнения шлифовки и хонинговки блока и установки ремонтных поршней мотористы стараются ставить наборные маслосъемные кольца, как более надежные.
Если в рабочий поршень поставить цельное маслосъемное кольцо меньшей высоты, то будет наблюдаться повышенный расход масла из-за увеличенного зазора между канавкой поршня и кольцом по высоте (так наз. насосное действие колец). Обычно канавка под маслосъемное кольцо уже подношена и имеет большую от заводской нормы высоту, новое же кольцо имеет высоту под нормальный (невыработанный) размер канавки поршня.
Это часто происходит при операции «замена колец», когда заменяются только кольца, без каких - либо ремонтных операций по блоку
При установке же наборного маслосъемного кольца эта величина некритична, поэтому- то при замене колец мотористы отдают предпочтение наборным маслосъемным кольцам.
Наборное маслосъемное кольцо состоит из:
- Два стальных диска
- Радиальный расширитель
- Осевой расширитель
Насчет установки дисков наборных колец существует множество мнений, какой именно стороной верх или низ ставить диск на поршень.
Поясним, о чем идет речь. Если диск маслосъемного наборного кольца зажать между указательным и большим пальцем и немного его сдавить, то оно, либо поднимется вершиной вверх или же вниз.
Например, при сборке японских моторов (бензин) кольца с завода стоят так – верхнее кольцо (диск) прогиб вверх, а нижнее вниз. Если следовать американской технологии, то например «Линкольн навигатор» мотор с завода - оба кольца вниз. Завод ЗМЗ - оба кольца вверх.
Сами производители колец наборного типа не дают, каких либо аннотаций относительно установки наборных дисков и тогда остается самый верный способ их установки, это повторить заводскую сборку. Это приемлемо для моторов, где замена колец производится впервые, и точно стоят «родные» кольца.
Наборные маслосъемные кольца устанавливаются на поршень в следующем порядке:
- Радиальный расширитель
- Первый стальной диск
- Осевой расширитель
- Второй стальной диск
Замки всех частей наборного маслосъемного кольца разводятся на 180 градусов, относительно друг друга. Когда же расширитель двух функциональный, то замки разводятся на 90 градусов относительно стыка расширителя.
Вопрос о том, гнуть или нет стальные диски наборных маслосъемных колец, при установке, моторист решает в каждом конкретном случае самостоятельно, так как прямых указаний производителя не существует и это подразумевает произвольную установку стальных дисков.
| 1. Перед установкой новых поршневых колец проверьте зазор в замке поршневого кольца. | |
| 2. Расположите поршни и поршневые кольца в соответствии с цилиндрами, в которых они будут работать. | |
| 3. Установите поршневое кольцо в канавку поршня. | |
| 4. Лезвием щупа измерьте зазор поршневого кольца в канавке поршня. | |
| 5. Установите верхнее уплотнительное кольцо в первый цилиндр и днищем поршня протолкните его в цилиндр до основания цилиндра. | |
| 6. Используя щуп, измерьте зазор в замке поршневого кольца. | |
| 7. Повторите процесс измерения с кольцом, установленным в верхней части цилиндра и сравните результаты измерения с техническими требованиями. | |
| 8. Повторите операцию проверки для каждого кольца в первом цилиндре, затем для колец в остальных цилиндрах. | |
| 9. Установите поршневые кольца на поршни таким же образом, как и при снятии (см. рис.Расположение поршневых колец на поршне). | |
| 10. В первую очередь устанавливается маслосъемное кольцо, которое состоит из трех отдельных элементов. Установите расширитель маслосъемного кольца в канавку поршня, затем последовательно установите верхнее и нижнее маслосъемные кольца. | |
| 11. Установите компрессионное кольцо № 2 таким образом, чтобы метка на торце была направлена вверх (см. рис. Расположение метки R или N на поршневом кольце). Не перепутайте первое и второе компрессионные кольца, так как они имеют различный профиль. | |
| 12. После установки поршневых колец на поршне проверьте легкость перемещения поршневого кольца в канавке поршня. | |
| 13. Установите замки поршневых колец на поршне так, как показано на рис. Расположение замков поршневых колец на поршне | |
Как самостоятельно заменить маслосъемные кольца на ВАЗ

Несмотря на то, что работа по замене маслосъемных колец на автомобилях ВАЗ считается довольно трудоемкой и непростой, справиться с ней можно и самостоятельно. Конечно же, для того, чтобы заменить кольца на ВАЗ 2110 придется выполнить немало последовательных этапов. Именно от качества проведения промежуточных этапов и будет зависеть итоговое качество работы.
Что такое маслосъемные кольца
Другое название таких колец – поршневые. Дано оно не случайно – такие кольца обычно устанавливаются на внешней поверхности поршней так, чтобы незамкнутой формы кольца, были глубоко посажены в специальные канавки.
Из-за частого взаимодействия поршневых колец с газами и составляющими из различных материалов, сопровождающегося воздействием трения огромного значения, кольца изнашиваются. В этом случае их необходимо заменить как можно скорее. Иначе маслосъемные кольца уже не смогут выполнять необходимые функции.
Так в нормальном состоянии кольца защищают от перегрева поршень и улучшают теплопередачу через стенки цилиндра. Помогают кольца и повысить уровень герметичности камеры сгорания или расширения, не допуская проникновения в картер мотора различных газов. Кроме того, благодаря поршневым кольцам стало возможным оптимизировать расход смазки – кольца распределяют по поверхности цилиндров масляную пленку.
Кольца в изношенном состоянии уже не могут справляться со своими функциями, что негативно сказывается на работе автомобиля. Заметить неладное может даже неопытный автолюбитель – износ поршневых колец может стать причиной окрашивания выходящих из выхлопной трубы газов в характерный сизый цвет, снижению показателя компрессии двигателя. Чаще всего наиболее заметными для автомобилиста признаками становятся значительное и беспричинной увеличение топливного расхода, а также значительное повышение расхода масла. В тех случаях, когда все эти признаки наблюдаются одновременно, сомнений быть недолжно – кольца нужно менять как можно скорее, никакие другие меры в этой ситуации уже не помогут.
Каким образом маслосъемные кольца приходят в негодность? Происходит это из-за того, что во время эксплуатации вследствие деформации меняется геометрия цилиндра, в свою очередь это приводит к увеличению зазоров. Увеличение зазоров приводит к нарушению упругих свойств кольца, в результате чего со временем происходит нарушение герметизации и газы начинают регулярно поступать в картер двигателя. Последнее значительно повышает износ не только колец, но и всей поршневой группы. С увеличением износа увеличивается и количество газов в картере. А поскольку существующей системы вентиляции уже недостаточно для их выведения, происходит повышение давления до недопустимо высоких значений. В результате чего смазка выдавливается сквозь прокладки, гнездо тамблера или сальники, находящиеся на коленвале.
В такой ситуации сможет помочь только замена маслосъемных колец. Грамотно проделать эту процедуру можно самостоятельно, не прибегая к услугам автомастерской.
Замена поршневых колец
Первое, что нужно сделать, это отсоединить клемму с минуса аккумулятора. Затем необходимо слить старое масло и ОЖ. Слитое масло лучше не использовать повторно, это может негативно сказаться на работе двигателя. Поэтому замена колец может стать прекрасным поводом для замены и масляного фильтра на новый.
Следующая часть несколько сложнее – необходимо снять все составляющие, которые могут помешать добраться во время ремонта до ГБЦ или поддона. Это и газовый привод, и глушитель, и стартер, и воздушный фильтр, и некоторые другие детали. Следом придется снять, аккуратно придерживая отверткой, звездочку распределительного вала. Для этого необходимо выкрутить один фиксирующий болт.

Следующими демонтируются постель распредвала и головки блока. После чего становится возможным ослабить крепление на левой опоре мотора, что позволяет открутить его целиком. Часть двигателя нужно приподнять. После чего можно открутить поддон. Демонтаж крышки шатунов позволяет добраться до самих шатунов. Их нужно вытолкнуть вверх вместе с поршнями.
Замену старых колец можно производить только после того, как поршни будут внимательно осмотрены на предмет повреждений различного рода. Поврежденные поршни лучше заменить заранее. Также лучше сразу заменить все вкладыши в двигателе – это позволит избежать вскрытия двигателя по причине износа вкладышей на ближайшее время.

Во время снятия колец можно потренироваться с ними в правильности монтажа кольца на поршень. После чего этими же кольцами можно очистить забитые нагаром канавки. Конечно же, если есть специальный инструмент лучше сделать это с его помощью. Но и без него можно прекрасно обойтись.
Проверка зазоров
Для того чтобы правильно установить кольца в соответствии со всеми требованиями необходима правильная их ориентировка. Как правило, кольца проверяют не только на соответствие поршневым канавкам, но и на правильность ширины и высоты. Чтобы проверка прошла гораздо проще, лучше воспользоваться специализированным набором из нескольких щупов.
Важно помнить, что значение величины зазора должно находиться в пределах 0,05-0,1 мм. В противном случае можно говорить о недопустимом значении отклонения от нормы у канавки или кольца. Проверяется значение зазора и в замках кольца. В этом случае значение показателя должно находиться в пределах 0,4-0,6 мм.
При измерении зазора колец важно помнить, что измерение должно проходить как в торцевом значении, так и в боковом. При этом для бокового зазора считаются допустимыми значения 0, 045-0,08 мм для зазора между стенкой канавки и первым кольцом, 0,02-0,08 - допустимая норма для значения бокового зазора между канавкой и вторым кольцом. Значение допуска для всех износов составляет 0,015 мм.
При торцевом измерении значение зазора должно находиться в пределах 0,25-0,45 мм, а значение допуска в этом случае составляет 1 мм.
В том случае, когда значение зазора слишком большое, кольцо для замены не подходит, необходимо выбрать другое кольцо. Если же значение зазора недостаточно, его можно аккуратно сточить при помощи алмазного круга до нужного значения.
Установка маслосъемных колец
Перед тем, как приступать непосредственно к установке колец, нужно, прежде всего, определить, какое из колец нижнее, а какое – верхнее. Для этого необходимо как можно внимательнее рассмотреть кольца, попутно отметив, где находится специальная метка, указывающая на сторону установки кольца на поршень.
Поскольку специализированное оборудование для монтажа колец стоит слишком дорого, вряд ли удастся воспользоваться им при самостоятельной замене колец. Впрочем, его вполне успешно можно заменить обычной опустевшей консервной банкой. Для чего из нее придется вырезать одинаковые металлические полоски и установить их на всей длине окружности поршня.
Дальнейшие действия предельно просты. Устанавливаемое кольцо нужно аккуратно продвигать по металлическим полоскам вниз до тех пор, пока оно не окажется напротив предназначенного для него места. После этого достаточно вытянуть полоски вверх, чтобы кольцо самостоятельно легло в канавку. Металлические полоски, конечно же, не обязательны – вполне можно обойтись и без них. Просто с полосками риск сломать или повредить кольцо гораздо ниже.
Поршневые кольца смазываются маслом в обязательном порядке. После чего они устанавливаются сверху в блок цилиндров и вдавливаются при помощи самостоятельно изготовленной оправки.

Если необходимо установить коробчатое маслосъемное кольцо, у которого расширитель имеет форму спиральной пружины, нужно сместить замок относительно кольца на 180 градус. Если кольцо – составное, то необходимо устанавливать расширитель. Устанавливать нижнее и верхнее пластинчатые кольца в этом случае можно только после того, как расширитель встанет на положенное место. При этом замки колец должны быть расположены под 180 градусов друг к другу.
На что стоит обратить внимание после установки колец? На то, насколько хорошо они вращаются в своих канавках. Если же кольцо сжать, оно должно полностью погрузиться в канавку. Стоит еще раз измерить и боковой зазор. Также стоит обратить внимание на расположение замков колец – их нельзя располагать посередине опорных поверхностей или на торцевой стороне поверхности поршня.
Нередко специальные руководства для автомобиля содержат довольно подробную информацию о том, как заменить маслосъемные кольца для конкретно взятой модели. В этом случае лучше не отходить от предписанных рекомендаций. Если же рекомендации по ремонту отсутствуют, достаточно воспользоваться общими правилами для того, чтобы самостоятельно заменить поршневые кольца.
- Главная
- Статьи
- Как самостоятельно заменить маслосъемные кольца на ВАЗ
На двух кольцах — журнал За рулем
ПОИСК
Деталей в автомобиле великое множество. Неважных нет, но и среди них есть такие, совершенствование которых не прекращается ни на день. Одна из таких деталей — маслосъемное кольцо. Технологию его производства постоянно улучшают и за рубежом, и у нас. Появляются новые предприятия. Специалисты одного из них — компании «Стирлинг Инжиниринг» (Московская область) поделились с нами своим видением ситуации.
У ВСЕХ НА СЛУХУ
Экологические проблемы, порождаемые тепловыми двигателями, должны сегодня беспокоить каждого здравомыслящего человека, а для самих двигателистов это и подавно головная боль. Основных путей решения проблем два — совершенствование рабочего процесса и доработка цилиндро-поршневой группы. Причем работы эти необходимо вести параллельно: от «процесса» зависит выход окислов азота, концентрация СО, а конструкция колец и поршня определяет во многом содержание углеводородов СН.
Работа маслосъемного и компрессионных колец тесно взаимосвязана. Установка, например, чугунного маслосъемного кольца коробчатого типа, как правило, подразумевает, что верхнее компрессионное будет «минутным» (с наклоном рабочей поверхности на одну угловую минуту) или, как еще говорят, скребкового типа. Оно помогает собрать остатки масла, с которыми маслосъемное не справилось.
Ныне все больше производителей отдают предпочтение составным маслосъемным кольцам. Они лучше коробчатых прилегают к цилиндру, особенно при перекладках поршня, и обеспечивают более равномерное давление на стенки (см. рис. 1а, б, в и комментарии). Правда, и с ними есть сложности — это форма расширительного пружинного элемента. Очень непросто обеспечить податливость верхнего и нижнего колец и одновременно необходимое удельное давление на стенку цилиндра (см. рис. 2а, б и комментарии). Иными словами, составное маслосъемное кольцо, по идее, лучше коробчатого, но наличие «вторичных» проблем не позволяет эти преимущества в полной мере реализовать. Замкнутый круг?
ВЫХОД ЕСТЬ
Чтобы не возникало сомнений, почему малоизвестная российская фирма набралась смелости взяться за проблемы, которыми заняты лучшие мировые производители колец, специалисты «Стирлинг Инжиниринг» напомнили: корни их предприятия и основные наработки уходят в начало шестидесятых, в НИИтракторсельхозмаш. В семидесятые уже были достигнуты серьезные по тем временам успехи, хотя сегодня тот уровень может вызвать лишь добрую улыбку. Но дело не остановилось. В 90-х годах были международные патенты Великобритании, ФРГ, Японии, Франции и небольшое производство колец для ремонта эксплуатируемой у нас импортной техники. А вот основным, самым свежим наработкам три-пять лет от роду. Теперь к сути.
Усилия российских специалистов были направлены на то, чтобы, опираясь на наиболее перспективную схему работы маслосъемного кольца, показанную на рис. 2б, заставить деталь работать продолжительно, обеспечивая нормальное, а главное, стабильное во времени давление на стенку. И самое главное (что в конце концов удалось) — изготовить расширитель не методом вырубки металла, как делают сегодня все, а последовательными процедурами гибки и плющения.
В результате крипостойкость (способность пружинного элемента сохранять свои свойства) в два с половиной раза превысила требования международного стандарта ISO 6627. За пять часов нагретые до 250°С пружинные элементы теряют лишь 10% «упругости» при допустимых по стандарту 25%. На таком расширителе нет острых кромок, снижающих подвижность кольца. И, что примечательно, технология позволяет делать на 30% больше изгибов (см. фото).
Знакомясь с результатами множества испытаний, проведенных на ВАЗе, ЗМЗ, в НИЦИАМТ и других организациях, мы выделили в первую очередь две темы.
Первая: всерьез рассматривается вопрос о возможности работы одного из отечественных автомобильных двигателей всего на двух кольцах — одном компрессионном и одном маслосъемном, о котором идет речь (пока испытания не завершены и решение не принято, нас просили героев не называть).
Вторая: при установке нового маслосъемного кольца на карбюраторный двигатель VAZ 21083 (без использования нейтрализатора) содержание СН в его выхлопе приблизилось к норме Евро III (рис. 3). А это уже прорыв!
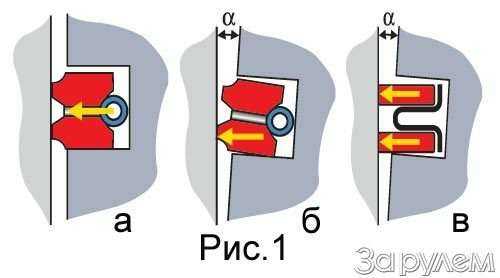
Рис. 1. Один из недостатков маслосъемного кольца коробчатого типа (а): при перекладке поршня или под действием иных факторов оно начинает работать лишь частью своей поверхности (б), что ухудшает снятие масла с зеркала цилиндра и приводит к повышенному износу. Подобное наиболее заметно в двигателях со значительным износом деталей цилиндро-поршневой группы. Составное кольцо при этом продолжает нормально работать, поскольку его нижняя и верхняя части независимы друг от друга (в).
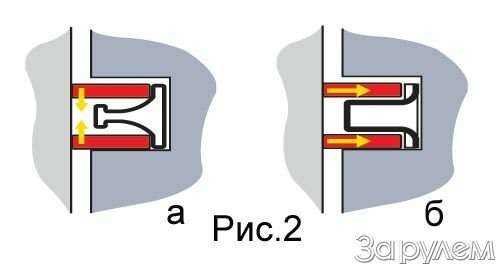
Рис. 2. Самая сложная деталь составного маслосъемного кольца — расширитель. Ему нужно одновременно обеспечить податливость полуколец и необходимое удельное давление на стенку цилиндра. В варианте, показанном на рис. а, обеспечивается изгибная податливость полуколец, здесь расширитель имеет мощную внутреннюю часть (обращенную к цилиндру). Недостаток — подгибание полуколец при работе, истирание их углов и в перспективе — потеря эффективности. В варианте на рис. б полукольца свободны в радиальном направлении, так что отмеченных только что недостатков здесь нет. И все же податливая внутренняя часть расширителя с трудом обеспечивает хорошее прилегание, что со временем тоже приводит к потере эффективности.
Рис. 3. Содержание углеводородов СН в выхлопе двигателя VAZ 21083 (850 об/мин).
Внизу — расширитель обычного кольца, вверху — цельногнутый с более частыми «сгибами».
А это дальняя перспектива — четыре «полукольца» вместо двух.
Как поставить поршневые кольца на уаз. Правильная установка поршневых колец
Вам потребуются: ключи «на 10», «на 12», «на 14», головки «на 15», «на 19», молоток.
1. Снимите головку блока цилиндров (см. «Замена прокладки головки блока цилиндров» ).
2. Снимите масляный картер двигателя и прокладку картера (см. «Замена уплотнения масляного картера» ).
3. Снимите масляный насос (см. «Снятие, ремонт и установка масляного насоса» ).
4. Отверните гайки 1 шатунных болтов и снимите крышку 2 шатуна. Если крышка сидит плотно, сбейте ее несильными ударами молотка. Выньте из крышки вкладыш.
5. Протолкните поршень, чтобы он вышел из цилиндра, и выньте его вместе с шатуном. Выньте из шатуна вкладыш.
6. Выньте остальные поршни с шатунами.
7. С помощью съемника снимите поршневые кольца, при отсутствии съемника осторожно разогните кольца у замков.
10. Снимите остальные поршни с шатунов.
11. Промойте все детали в бензине. Очистите поршни от нагара. Очистите от нагара канавки под поршневые кольца обломком старого поршневого кольца.
12. Осмотрите поршни. Если на них есть задиры, следы прогара, замените поршни. Измерьте диаметр поршня. Если он меньше 95,4 мм, замените поршень. Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже его оси. Поршень установлен в цилиндре с зазором 0,036–0,060 мм. Поршни разбиты по диаметру на пять размерных групп: А, Б, В, Г, Д. Буквенная маркировка выбита на днище поршня. При подборе поршня к цилиндру нужно обеспечить указанный выше зазор. Предельно допустимый зазор между поршнем и цилиндром 0,25 мм. Зазор между поршнем и цилиндром можно определить замером поршня и цилиндра. В запасные части поставляют поршни двух ремонтных размеров: с увеличенным на 0,5 и 1,0 мм диаметром. На одной из бобышек под поршневой палец отлита надпись: «409» (поршень номинального диаметра), «409АР» (диаметр, увеличенный на 0,5 мм) или «409БР» (диаметр, увеличенный на 1,0 мм).
| 13. Измерьте зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня. Зазор должен быть в пределах 0,096–0,060 мм для компрессионных колец и 0,115–0,365 мм для маслосъемного кольца. Если зазоры превышают указанные значения, кольца или поршни нужно заменить. | 14. Измерьте зазоры в замках поршневых колец. Для этого вставьте кольцо в цилиндр и продвиньте поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов. Измерьте щупом зазор в замке (в разъеме) кольца, он должен быть в пределах 0,3–0,6 мм для компрессионных колец и 0,5–1,0 мм для маслосъемных дисков. Если зазор превышает указанный, замените кольцо. Если зазор меньше, можно опилить концы кольца напильником, зажатым в тиски. При этом кольцо перемещайте по напильнику вверх-вниз. |
15. Проверьте посадку поршневого пальца в верхней головке шатуна. Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045–0,0095 мм. Пальцы, поршни и шатуны разбиты на четыре размерные группы и промаркированы краской. Палец маркируют на внутренней поверхности с одного конца, шатун - на стержне, поршень - на нижней поверхности одной из бобышек или выбивают римскую цифру на днище поршня. Размерные группы поршней, шатунов и пальцев приведены в табл. 5.3.
Слегка смажьте поршневой палец чистым моторным маслом и вставьте в верхнюю головку шатуна. Палец должен входить в головку от усилия руки ровно, без заеданий. Шатун должен проворачиваться на поршневом пальце под действием собственного веса из горизонтального положения. В вертикальном положении палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса. Поршневой палец и шатун должны быть одной или соседних размерных групп.
Таблица 5.3 Размерные группы поршней, шатунов и пальцев двигателей мод. ЗМЗ-409.10
16. Поршни с поршневыми кольцами, пальцами и шатунами в сборе подбирают по массе. Разница по массе для одного двигателя должна быть не больше 10 г.
17. Осмотрите шатунные вкладыши. Если на них есть задиры, выкрашивания и прочие дефекты, замените вкладыши.
18. Установите на шатуны крышки и измерьте диаметр отверстия в нижней головке шатуна. Номинальный диаметр отверстия 60+0,019 мм, предельно допустимый – 60,03 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун с крышкой. Измерьте диаметр отверстия во втулке верхней головки шатуна. Номинальный диаметр отверстия 22+0,007 –0,003 мм, предельно допустимый – 22,01 мм. Если измеренный диаметр превышает предельно допустимый, замените шатун. Размеры шатунно-поршневой группы приведены в табл. 5.4.
Таблица 5.4 Номинальные и предельно допустимые размеры и посадка сопрягаемых деталей шатунно-поршневой группы двигателя мод. ЗМЗ-409.10
*Допуск 0,06 мм разбит на пять групп (через 0,012 мм).
19. Соберите поршень 4 с шатуном 3. Предварительно нагрейте поршень до температуры 60–80 °С. Затем быстро вставьте шатун в поршень так, чтобы надпись «Перед» на поршне и выступ А на шатуне были с одной стороны, и запрессуйте поршневой палец 6 с максимальным натягом 0,0025 мм. Установите стопорные кольца 5. Наденьте с помощью съемника поршневые кольца на поршень.
Вставьте вкладыш 7 в нижнюю головку шатуна, при этом фиксирующий выступ («замок») на вкладыше должен войти в выемку в нижней головке поршня. Вставьте вкладыш 1 в крышку 2 шатуна, при этом фиксирующий выступ («замок») вкладыша должен войти в выемку в крышке. Смажьте цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 чистым моторным маслом. Поверните поршневые кольца так, чтобы замки компрессионных колец расположились под углом 180° друг к другу, замки дисков маслосъемного кольца - под углом 180° друг к другу и под углом 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца под углом 45° к замку одного из дисков маслосъемного кольца. Поверните коленчатый вал так, чтобы шатунная шейка цилиндра, в который устанавливают поршень, находилась в нижней мертвой точке (НМТ). Вставьте поршень с шатуном в цилиндр так, чтобы надпись «Перед» на бобышке поршня была обращена к передней части двигателя (к приводу распределительных валов).
С помощью специальной оправки обожмите поршневые кольца и легкими ударами рукояткой молотка протолкните поршень в цилиндр, при этом оправка должна быть плотно прижата к блоку, иначе поршневые кольца можно сломать. Продвиньте поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, и снимите с шатунных болтов обрезки шлангов. Установите крышку 2 шатуна на шатунные болты, уступ Б на крышке шатуна должен быть с той же стороны, что и выступ А на нижней головке шатуна, номера цилиндров, выбитые на шатуне и крышке, должны быть расположены с одной стороны, а «замки» вкладышей - друг против друга.
20. Заверните гайки шатунных болтов и затяните моментом 68–75 Н·м (6,8–7,5 кгс·м).
21. Аналогично установите остальные поршни с шатунами.
22. Несколько раз проверните коленчатый вал, он должен вращаться легко, без заеданий.
23. Установите масляный насос, масляный картер и головку блока цилиндров.
- Разложите шатунно-поршневые сборки и комплекты новых колец таким образом, чтобы в процессе измерения зазоров и сборки двигателя кольца постоянно были «привязаны» к своим сборкам и цилиндрам.
- Вставьте верхнее (№ 1) поршневое кольцо в первый цилиндр двигателя и установите его перпендикулярно стенкам цилиндра, выровняв путем введения в цилиндр поршня днищем вперед. Кольцо должно оказаться в нижней части цилиндра, в районе границы хода колец.
- Для измерения зазора в замке кольца введите в пространство между торцами кольца лезвия щупа, подобрав их таким образом, чтобы их суммарная толщина равнялась величине зазора. При этом щуп должен скользить в зазоре замка с легким сопротивлением. Сравните результаты измерения с требованиями Спецификаций . Если зазор превышает максимальное допустимое значение, еще раз удостоверьтесь, что сравниваемая характеристика соответствует именно выбранному кольцу.
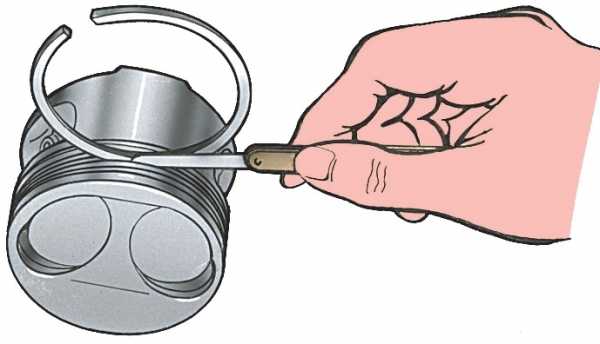
- Если зазор слишком мал, он должен быть увеличен во избежание смыкания замка в процессе теплового расширения кольца при работе двигателя, так как это может привести к серьезным последствиям. Зазор может быть расширен путем осторожного растачивания торцов кольца в его замке напильником. Зажмите напильник в тиски с мягкими губками, наденьте кольцо замком на напильник и медленно тяните его на себя, снимая материал с торцов. Тяните кольцо только на себя (см. рисунок ниже).
- Чрезмерный зазор в замке кольца не является криминалом, если не превышает 1 мм. Вновь, лишний раз проверьте сравниваемые данные на соответствие их проверяемому кольцу. Удостоверьтесь, что приобретенный набор колец соответствует типу двигателя Вашего автомобиля.
- Повторите процедуру для каждого из колец, которые будут устанавливаться в первый цилиндр, затем переходите к оставшимся цилиндрам. Помните о необходимости поддерживания соответствия колец своим поршням и цилиндрам.
- После завершения проверки/корректировки зазоров в замках поршневых колец, кольца должны быть установлены на поршни.
- Первым обычно устанавливается маслосъемное кольцо (нижнее на поршне). Оно состоит их трех отдельных секций. Сперва вставьте в канавку на поршне расширитель кольца. Если для предотвращения вращения кольца применяется стопорный язычок, вставьте его в сверление в канавке. Затем установите нижнюю боковую секцию кольца. Не пользуйтесь инструментом для установки колец для надевания на поршень боковых секций маслосъемных колец. Вместо этого заведите один конец секции в канавку между расширителем и стенкой канавки и, твердо удерживая его пальцем, постепенно заправляйте в канавку оставшуюся часть секции, проводя с нажимом по ее периметру пальцем другой руки. Затем, аналогичным же образом, установите вторую боковую секцию кольца.
- После установки всех трех секций маслосъемного кольца удостоверьтесь, что обе (верхняя и нижняя) боковые его секции свободно вращаются в канавке.
- Вторым устанавливается среднее (№ 2) компрессионное кольцо. На нем обычно выбита метка, которая должна быть при установке обращена вверх, к днищу поршня. Сторона второго компрессионного кольца со снятой фаской должна быть обращена вниз во всех двигателях, на 6-цилиндровых двигателях кольцо должно устанавливаться меткой в виде двух точек вверх, на двигателях V8 идентификационная метка представляет собой сверление, выбитую литеру О, овальное углубление или слово TOР (верх).
- Воспользуйтесь специальным инструментом для установки поршневых колец и проследите за тем, чтобы метка на кольце была обращена вверх. Вставьте кольцо в среднюю канавку на поршне. Не разводите замок кольца шире, чем это действительно требуется для надевания его на поршень.
- В аналогичной манере установите верхнее (№ 1) компрессионное кольцо. Проследите за тем, чтобы метка (точка) была обращена вверх. Не перепутайте верхнее кольцо со средним. Первое (верхнее) компрессионное кольцо должно устанавливаться стороной со снятой фаской ВВЕРХ (тогда как второе кольцо надевается фаской ВНИЗ). Обычно второе кольцо метится с верхней стороны двумя точками, а первое (верхнее) - одной . Придерживайтесь инструкций, прилагаемых к комплекту.
- Повторите процедуру для всех оставшихся поршней.
Поршневые кольца заменяйте через 70000 - 90000 км пробега (в зависимости от условий эксплуатации автомобиля).
Поршневые кольца устанавливают по три на каждом поршне: два компрессионных и одно маслосъемное. Компрессионные кольца отлиты из специального чугуна. Наружная поверхность верхнего компрессионного кольца покрыта пористым хромом, а поверхность второго компрессионного кольца покрыта оловом, либо имеет фосфатное покрытие темного цвета.
На внутренних цилиндрических поверхностях обоих компрессионных колец предусмотрены проточки (рис. 54а), за счет которых кольца при движении поршня вниз несколько вывертываются, что способствует лучшему удалению излишнего масла с поверхности гильз. Кольца необходимо устанавливать на поршень проточками вверх, в сторону днища поршня.
Рис. 54. Установка колец на поршне:
а -поршень с кольцами двигателя УМЗ-4178.10;
б, в -поршень с кольцами двигателя УМЗ-4218.10;
1-поршень; 2-верхнее компрессионное кольцо; 3-нижнее компрессионное кольцо; 4-кольцевые диски; 5-осевой расширитель; 6-радиальный расширитель
Двигатель УМЗ-4218.10 может комплектоваться двумя вариантами исполнения компрессионных колец (рис. 54б,в).
Один вариант верхнего компрессионного кольца 2 (рис. 54б) имеет проточку на внутренней цилиндрической поверхности. Кольцо необходимо устанавливать на поршень проточкой вверх.
Другой вариант верхнего компрессионного кольца 2 (рис. 54в) имеет бочкообразный профиль наружной поверхности, проточка на внутренней цилиндрической поверхности кольца отсутствует. Положение кольца при установке в канавку поршня безразличное.
Нижнее компрессионное кольцо 3 (рис. 54б,в) - скребкового типа, на нижней торцевой поверхности имеет кольцевую проточку, которая вместе с конусной наружной поверхностью образует острую нижнюю кромку ("скребок"). Кольцо изготавливается в двух вариантах - с проточкой на внутренней цилиндрической поверхности кольца (рис. 54б) и без проточки (рис. 54в). Кольца необходимо устанавливать на поршень острой кромкой - "скребком" вниз.
Маслосъемное кольцо составное, имеет два кольцевых диска, радиальный и осевой расширители. Наружная поверхность дисков маслосъемных колец покрыта твердым хромом. Замок колец прямой.
Поршневые кольца ремонтных размеров (см. ) отличаются от колец поминальных размеров только наружным диаметром. Кольца ремонтного размера можно устанавливать в изношенные цилиндры с ближайшим меньшим ремонтным размером путем подпиливания их стыков до получения зазора в замке 0,3 - 0,5 мм (0,3-0,65 мм для двигателей мод. 4218).
Проверку бокового зазора в стыке кольца производите, как показано на рис. 55. К перешлифованным цилиндрам подгоняйте кольца по верхней части, а к изношенным - по нижней части цилиндра (в пределах хода поршневых колец). При подгонке кольцо устанавливайте в цилиндре в рабочем положении, т.е. в плоскости, перпендикулярной оси цилиндра, для чего продвигайте его в цилиндре при помощи головки поршня. Плоскости стыков при сжатом кольце должны быть параллельны.
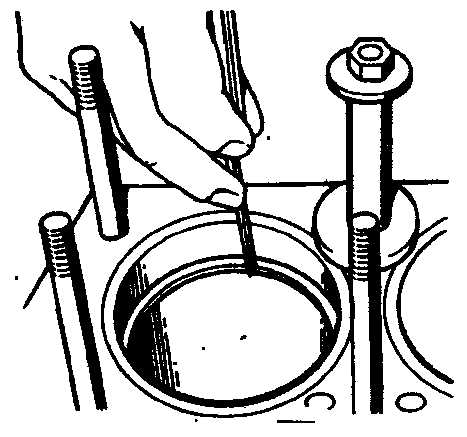
Рис. 55. Подбор поршневых колец по цилиндру (проверка бокового зазора в стыке кольца)
Снимайте и устанавливайте кольца на поршень с помощью приспособления (рис. 56) модели 55-1122.
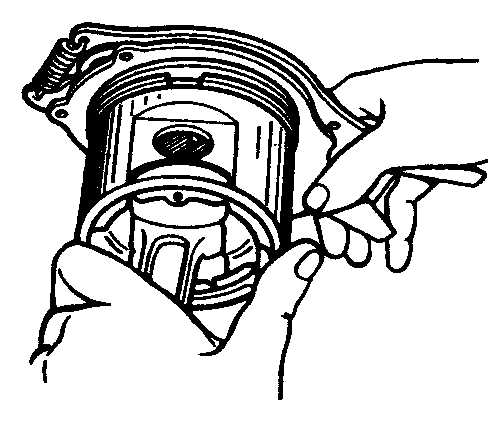
Рис. 56. Снятие и установка поршневых колец
После подгонки колец по цилиндрам проверьте боковой зазор между кольцами и канавками в поршне (рис. 57), который должен быть: для верхнего компрессионного кольца 0,050 - 0,082 мм, для нижнего компрессионного - 0,035 - 0,067 мм. При больших зазорах замена только поршневых колец не исключит повышенного расхода масла из-за интенсивной перекачки его кольцами в пространство над поршнем. В этом случае одновременно с заменой колец заменяйте и поршни (см. "Замена поршней"). Одновременная замена поршневых колец и поршней резко снижает расход масла.
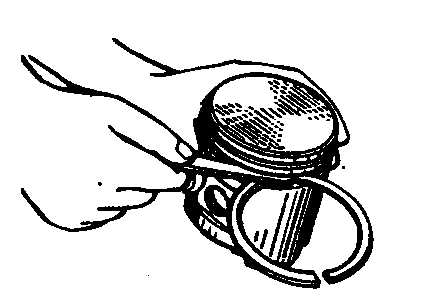
Рис. 57. Проверка бокового зазора между поршневым кольцом и канавкой поршня
При замене только поршневых колец без замены поршней удаляйте нагар с днищ поршней, из кольцевых канавок в головке поршня и маслоотводящих отверстий, расположенных в канавках для маслосъемных колец. Нагар из канавок удаляйте осторожно, чтобы не повредить их боковые поверхности, при помощи приспособления (рис. 58).
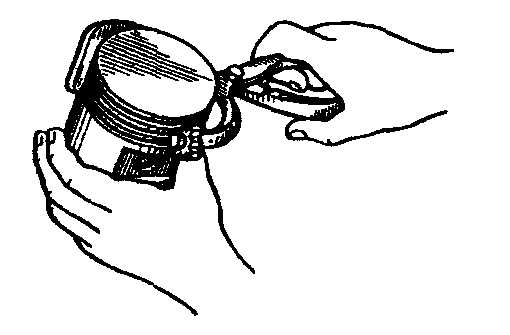
Рис. 58. Очистка канавок поршневых колец от нагара
Из маслоотводящих отверстии нагар удаляйте сверлом диаметром 3 мм.
При использовании новых или перешлифованных под ремонтный размер гильз цилиндров необходимо, чтобы верхнее компрессионное кольцо имело хромированное покрытие, а остальные кольца были лужеными или форматированными. Если гильза не ремонтируется, а меняются только поршневые кольца, то все они должны быть лужеными или фосфатированными, так как к изношенной гильзе хромированное кольцо прирабатывается очень плохо.
Перед установкой поршней в цилиндры разведите стыки поршневых колец в под углом 120 град. друг к другу.
После смены поршневых колец в течение 1000 км пробега не превышайте на автомобиле скорости в 45-50 км/ч.
И перед сборкой надо произвести подборку поршней к цилиндрам двигателя ЗМЗ-40906. Поршни по наружному диаметру юбки и цилиндры по внутреннему диаметру сортируются на пять размерных групп. Поршни маркируются буквами на днище. Буква обозначения размерной группы диаметра цилиндра наносится краской на заглушках на левой стороне блока цилиндров.
На двигатель ЗМЗ-40906 после ремонта могут устанавливаться поршни номинального диаметра 95,5 мм и первого ремонтного размера 96,0 мм (имеют маркировку «АР»). Поршни могут сортироваться на 2 группы по массе. Группа более тяжелых поршней имеет маркировку на днище. В двигатель ЗМЗ-40906 должны устанавливаться поршни одной группы по массе. Поршни к цилиндрам должны быть подобраны группа в группу, в соответствии с таблицей ниже.
* — Ранее группы обозначались буквами русского алфавита – «А», «Б», «В», «Г», «Д» соответственно.
Допускается подбор поршней к , в том числе к работавшим цилиндрам без их обработки, из соседних групп при прохождении поршнем нижеприведенной проверки. Рекомендуется проверить пригодность поршня для работы в цилиндре, как указано ниже.
Проверка пригодности поршня для работы в цилиндре двигателя ЗМЗ-40906.
1. Поршень в перевернутом положении под действием собственной массы или под действием легких толчков пальцев руки должен медленно опускаться по цилиндру.
2. Замерить усилие протягивания динамометром ленты-щупа толщиной 0,05 мм и шириной 10 мм, опущенного на глубину 35 мм между стенкой цилиндра и вставленным в него в перевернутом положении поршнем. Нижний край юбки поршня должен быть углублен на 10 мм относительно верхнего торца блока.
Ленту–щуп размещать в плоскости, перпендикулярной оси поршневого пальца, то есть по наибольшему диаметру поршня. Усилие при протягивании ленты-щупа должно быть 29-39 Н (3-4 кгс) для новых цилиндров и поршней. Замеры цилиндров, поршней и протяжку поршней производить при температуре деталей плюс 20+-3 градуса.
Подборка пальцев к поршням и шатунам и сборка поршней с шатунами и пальцами.
Поршни по диаметру отверстия под палец сортируются на 2 размерные группы и маркируются римской цифрой на днище. Шатуны по диаметру отверстия втулки под палец сортируются на 4 размерные группы и маркируются краской на стержне в зоне поршневой головки. Поршневые пальцы по наружному диаметру могут сортироваться на 5 размерных групп, которые маркируются краской или латинскими буквами на торце, и на 2 размерные группы, которые маркируются римской цифрой на торце.
Поршневые пальцы с разбивкой на 5 размерных групп и с разбивкой на 2 размерные группы должны быть подобраны к поршням и шатунам отдельно в соответствии с таблицами ниже.
Шатуны в сборе с крышкой по массе сортируются на четыре группы и маркируются краской на крышке шатуна. Цвет маркировки:
– Белый – соответствует массе шатуна 900-905 г.
– Зеленый – 895-900 г.
– Желтый – 890-895 г.
– Голубой – 885-890 г.
Для установки в двигатель ЗМЗ-40906 следует брать шатуны одной группы по массе. Разница массы устанавливаемых в двигатель узлов (поршень с шатуном) не должна превышать 22 грамма. Перед сборкой смазать поршневой палец , применяемым на двигателе, и вставить в отверстия поршня и шатуна. Шатуны и поршни при сборке с поршневым пальцем должны быть сориентированы следующим образом: надпись «FRONT» или «ПЕРЕД» на поршне, выступ А на кривошипной головке шатуна должны быть направлены в одну сторону.
Очистить днища поршней и канавки для поршневых колец от нагара. Замерить щупом боковой зазор между компрессионными кольцами и стенкой поршневой канавки. Для изношенных колец и поршней допускается максимальный зазор не более 0,15 мм. Больший зазор приведет к увеличенному угару масла за счет «насосного» действия колец. Заменить, при необходимости, изношенное кольцо или поршень.
Надеть с помощью приспособления поршневые кольца на поршень. Нижнее компрессионное кольцо устанавливать надписью «TOP» (верх) или маркировкой товарного знака предприятия-изготовителя в сторону днища (верха) поршня. Кольца в канавках должны свободно перемещаться.
Вставить поршни в цилиндры следующим образом.
– Сориентировать поршень с шатуном таким образом, чтобы надпись «FRONT» или «ПЕРЕД» на поршне была обращена в сторону переднего торца блока цилиндров.
– Протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши.
– Повернуть вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее НМТ.
– Смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым маслом, применяемым для двигателя.
— Развести замки поршневых колец, замки компрессионных колец сместить на 180 градусов друг относительно друга, замки кольцевых дисковых элементов маслосъемного кольца установить один к другому под углом 180 градусов и под углом 90 градусов к замкам компрессионных колец. Замок пружинного расширителя установить под углом 45 градусов к замку одного из кольцевых дисковых элементов.
– С помощью специальной оправки с внутренней конусной поверхностью сжать кольца и вставить поршень в цилиндр.
Перед установкой поршня в блок двигателя ЗМЗ-40906 следует еще раз проверить правильность положения поршня и шатуна в цилиндре. Подтянуть шатун за кривошипную головку к шатунной шейке и надеть крышку шатуна. Крышка шатуна на шатун должна быть установлена так, чтобы уступ Б на крышке шатуна и выступ А на кривошипной головке или пазы под вкладыши располагались с одной стороны.
Завернуть гайки болтов шатунов динамометрическим ключом моментом 68-75 Нм (6,8-7,5 кгсм). В таком же порядке вставить поршень с шатуном четвертого цилиндра. Повернуть коленчатый вал на 180 градусов и вставить поршни с шатунами второго и третьего цилиндров. Повернуть несколько раз коленчатый вал, который должен вращаться легко от небольшого усилия.
Рано или поздно ваш мотор износится и потребует либо смены поршневых колец, либо поршневой в целом.Вроде поменять поршневые кольца – это рядовая задача, доступная каждому, кто мало-мальски знаком с устройством и принципом работы примитивного четырехтактного мотора. Но, к сожалению, люди страшатся потратить 15 минут своего невероятно драгоценного времени на прочтение литературы и запихивают все в мотор по принципу (а так и стояло... наверное, работать будет). Ну, флаг вам в руки и скорейшего обращения в сервис.Ну, а для тех, кому не все равно, как их мотор будет работать после переборки, следует прочитать данную статью.Итак, берем поршень и видим 3 проточки под установку поршневых колец. Никаких ограничительных стопоров на 4-тактных моторах нет, как на 2-тактных двигателях, например.
На 4-тактных моторах есть два вида поршневых колец. Первые два, которые устанавливаются в две верхние проточки, являются компрессионными. Исходя даже из названия понятно, что они отвечают за наличие компрессии в вашем моторе и должный удерживать собой газы, образовывающиеся в момент вспышки за счет горения топлива в камере сгорания. 
Следующие три кольца являются маслосъемными. Тут тоже сразу ясно их предназначение. Они отвечают за снятие масла, которое покрывает стенки цилиндра в тот момент, когда поршень возвращается вниз. Если эти кольца будут пропускать, то масло будет оставаться на стенках цилиндра, а это чревато тем, что мотор начнет поджирать масло, и, естественно, появится дым. 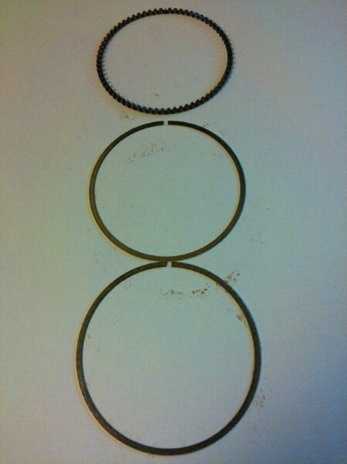
Как устанавливать первично? Да, в принципе, как и стояли с завода, в том же порядке, но во избежание ошибок показываем еще раз.Первоначально ставим главное маслосъемное кольцо: то, которое имеет волнообразную структуру. Установить его проще некуда, так как оно самое эластичное из всех. 
Дальше ставим верхнее и нижнее ТОНКИЕ маслосъемные кольца. Они немного тверже, но с их установкой тоже не должно возникнуть проблем. 

Теперь ставим поршневые компрессионные кольца: те, которые более толстые и "твердые". Первоначально устанавливаем нижнее, затем верхнее. Поставить их немного сложнее, так как они менее эластичны и более твердые. Сломать вам их вряд ли удастся, но вот при совершенно кривых руках погнуть их проще некуда. 

Думаете, на этом все? Нет!Дело в том, что кольца еще нужно правильно расположить на поршне, чтобы замки колец (место пропила) не попадали друг на друга. Проще говоря, нужно, чтобы пропил нижнего кольца не был расположен прямо над пропилом верхнего кольца.Начинаем с верхних поршневых колец.Замок нижнего кольца располагаем посередине над полостью клапана, например, впускного (можно и выпускного, тут разницы нет). 
Замок же верхнего кольца располагаем строго в противоположной стороне от нижнего кольца. Соответственно, если замок нижнего кольца над полостью под впускной клапан, то замок верхнего над полостью под выпускной клапан. 
Теперь переходим к маслосъемным кольцам. Эти кольца точно так же нужно расположить, чтобы ни один замок не совпал. Поэтому верхнее кольцо располагаем над отверстием под поршневой палец, с правой стороны. 
Второе же (то, которое нижнее) располагаем с противоположной стороны, также примерно посередине отверстия под поршневой палец. 
Последнее же волнообразное маслосъемное кольцо ставим в любую из четырех получившихся секций между отверстием под палец и полостью под клапан. 
А теперь к вашему вопросу: что за ерунду нам тут втирает автор? И зачем так кропотливо выставлять положение всех 5 колец?Объясняем. Все это мы делали, чтобы не получилось так, что когда один замок располагался над другим, через эти замки не проходят газы (в случае с поршневыми кольцами) и не оставалось на стенках масло (в случае с маслосъемными кольцами).Чем это грозит?Если брать во внимание поршневые кольца, то это потеря компрессии и пропуск раскаленных рабочих газов до маслосъемных колец, которые не рассчитаны на такие внезапно появившиеся высокие рабочие температуры. Как итог, кольца после определенного времени могут сгореть.Если же обратиться к маслосъемным кольцам и совпадению замков на них, то у нас не будет полностью сниматься масло: оно будет доходить до поршневых колец, что приведет к закоксовыванию канавок колец, и как итог они залягут, а потом сгорят.Как результат, вы получите сгоревшие кольца и износ поршневой.Итог: выставить замки колец перед установкой – это дело 2 минут, а срок службы мотора данная операция может продлить на десятки часов.
Как ставить кольца на поршень 4т скутера
Как поставить поршневые кольца на скутер
Ухудшение тяги, падение максимальной скорости, синий дым с глушителя и слабая динамика скутера – верный признак изношенных поршневых колец, либо изношенной цилиндро-поршневой группы. Чаще всего изнашиваются именно поршневые кольца
, т.к. диаметр поршневой группы у скутеров небольшой, рабочая площадь колец очень маленькая и поэтому они не так долго ходят.
Итак, если Вы столкнулись с необходимостью замены поршневых колец на скутере, причем помимо основной проблемы то, что их нужно менять, существует и другая – это как правильно поставить кольца на поршень. Нельзя просто взять любое кольцо и поставить в любую из канавок» на поршне. Нужно понимать какое кольцо является верхним компрессионным, какое нижним компрессионным, а также как правильно поставить маслосъемное кольцо.
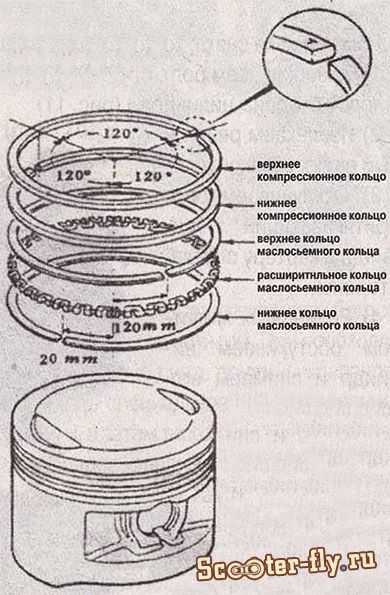
Установка поршневых колец на 4-х тактном китайском скутере. На фото ниже отмечено, где какое поршневое кольцо.

Как Вы успели заметить, что в комплект поршневых колец состоит из двух компрессионных колец (верхнего и нижнего), а также из маслосъемного которое состоит из двух обычных (тонких) колец и центрального экспандера.
Второе компрессионное кольцо имеет темно-черный
цвет, а также уникальную (скошенную) геометрию.

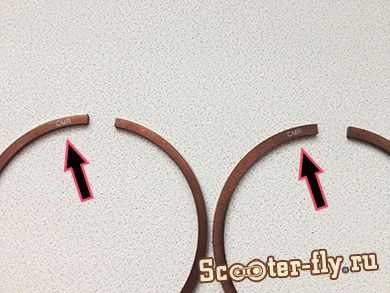
У разных производителей цвет колец может различаться, например на фирмы CMR — нижнее компрессионное кольцо имеет рыжий
цвет.

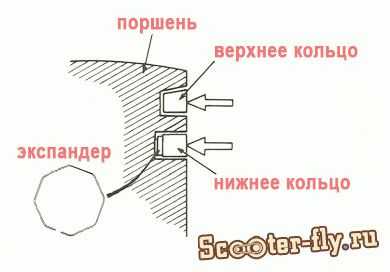
На следующей схеме показано правильное расположение колец.

На компрессионных кольцах можно увидеть надписи, они могут быть разными в зависимости от фирмы колец, но суть их одна – установка колец должна производиться надписями ВВЕРХ
! Т.е. надписи должны быть направлены к головке цилиндра.

На маслосъемных (двух тонких) кольцах надписи, как правило нет, поэтому ставить их можно любой стороной, главное чтобы между ними был установлен так называемый экспандер, как показано ниже на фото.

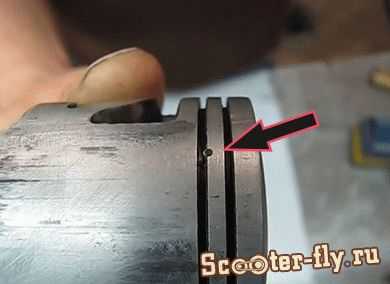
Сам процесс установки колец на поршень
мы опустим, т.к. сложного там ничего нет. Следует соблюдать только осторожность при заведении колец в пазы, т.к. кольца изготовлены из высокопрочного чугуна и сильное воздействие на растяжение может привести к поломке колец. Если Вы все сделали правильно, то в итоге кольца на поршне должны быть установлены, как показано на следующем фото.
Далее перед тем как устанавливать поршень в цилиндр, необходимо развести замки колец на правильное расстояние.
На этом все особенности установки поршневых колец на четырехтактный скутер озвучены, теперь можно ставить поршень в цилиндр, заранее смазав кольца и цилиндр маслом.
Установка поршневых колец на 2-х тактном скутере. Итак, допустим Вы приобрели новый поршень с кольцами и хотите установить его на скутер. В комплекте с поршнем на двухтактный скутер идет только два компрессионных кольца.

В некоторых случаях, в зависимости от модели скутера в комплекте с кольцами может быть еще так называемый экспандер или как его еще называют – расширитель. Устанавливается такой экспандер под второе (нижнее) кольцо.

Перед тем как преступить к установке колец на поршень, необходимо понять, где верхнее компрессионное кольцо, а где нижнее. Т.к. кольца очень различаются в геометрии, неправильная установка одного из колец приведет к его поломке. Обратите внимание, что верхнее кольцо имеет внутренний скос, перед установкой тщательно осмотрите каждое кольцо. Ниже приведена схема установки, где наглядно показано, где какое кольцо должно стоять, а также где устанавливается экспандер, если таковой присутствует в комплекте.
Важно обратить внимание, что кольца имеют надпись на поверхности, которая должна быть ВВЕРХУ
! Т.е. надписи должны быть направлены к головке цилиндра.
Процесс установки колец очень простой, поэтому детально разбирать его нет смысла. Главное соблюдать аккуратность, т.к. кольца очень хрупкие. Постарайтесь аккуратно заводить кольца в пазы, без сильного воздействие на растяжение.
В завершении хотелось бы отметить, что на двухтактных поршнях присутствуют штифты, которые не позволяют кольцам провернуться.
Поэтому устанавливая кольца в пазы, обратите внимание на замки колец – они должны сходиться на штифтах, как показано на фото ниже.

Теперь, когда кольца стоят на своих местах, можно приступать к установке поршня в цилиндр, заранее смазав кольца и цилиндр маслом.
Монтаж поршней и поршневых колец
Самые большие проблемы поршневых колец и их повреждения возникают в результате неправильного обращения с ними при надевании на поршень. Здесь поршневое кольцо вообще подвергается самой большой механической нагрузке. Неумелое надевание колец невыгодно отражается на созданном в процессе производства контуре и распределении радиального давления кольца. В результате желаемый эффект уплотнения проявляется или лишь частично, или его нет вообще.
Поршневое кольцо можно растягивать до тех пор, пока внутренний диаметр не будет равен наружному диаметру поршня. Дальнейшее растягивание ведёт к деформации кольца, особенно на его спинке (рис. 1), что в установленном состоянии приводит к значительным проблемам с герметизацией.
Разрывы, отслаивание покрытия (прежде всего у колец, наполненных молибденом), меньшее усилие прижатия на спинке кольца и возникающие серповидные зазоры (рис. 2) являются проблемами, которые затрудняют работу кольца или вовсе выводят его из строя.
Поршневые кольца с целью повышения упругости никогда не разгибать! При растягивании стыковых концов кольцо деформируется только на одном месте — в его спинке. Упругость кольца из-за этого не повышается. Наоборот, при усиленном разгибании кольцо теряет свою круглую форму и не может больше никогда правильно уплотнять,
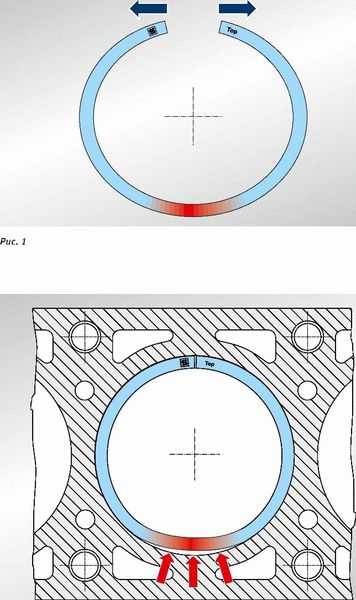
Рис. 2
Особенности выбора колец
Для того чтобы двигатель работал надежно после ремонта, важно правильно подойти к выбору колец. Не стоит приобретать самый дешевый набор. Такие кольца долго не прослужат, и придется снова проводить трудоемкий процесс замены.
Также важно осмотреть упаковку и сами детали. На упаковке должна быть вся информация о производителе, материале изготовления. На кольцах должна быть маркировка. Она обозначает верхнюю сторону. Внутрь упаковки производители обычно вкладывают инструкцию, где подробно рассказано, как правильно ставить на поршень кольца. На последних не должно быть дефектов, даже самых мелких.

Монтаж и демонтаж поршневых колец
Проведите тщательную очистку бывшего в употреблении поршня от прилипшей грязи. Обращайте внимание особенно на то, чтобы кольцевые канавки были свободны от масляного нагара и грязи. Прочистите при необходимости отверстия для обратного стока масла с помощью сверла или другого подходящего для этого инструмента.
Обращайте внимание на то, чтобы не повредить боковые поверхности канавки при удалении из них масляного нагара. У нижней боковой поверхности канавки речь идёт об уплотняющей поверхности. При эксплуатации повреждения из-за царапин могут повлечь за собой чрезмерный расход масла или усиленный прорыв газов из камеры сгорания в картер двигателя.
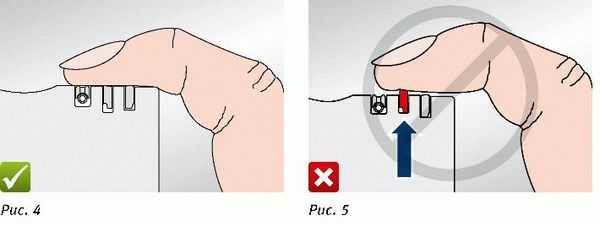
Для монтажа и демонтажа поршневых колец непременно используйте специальные щипцы для ихустановки. Другие вспомогательные средства, как, напр., петли из провода или отвёртки повреждают и поршневое кольцо и поршень.
Никогда не натягивайте кольца рукой (исключение: маслосъёмные поршневые кольца со стальными пластинками). Существует не только опасность излома кольца, его деформации и растяжения, но и риск получить ранение от острых краев кольца, если оно разломается.
Быстрое надевание поршневого кольца рукой без того, чтобы его сломать, доказывает, правда, ловкость механика, повреждает, тем не менее, поршневое кольцо в большинстве случаев уже при монтаже.

Рис. 3

Монтажный набор для поршневых колец
Никогда не натягивайте кольца на поршень показанным способом (рис. 1). Если кольцо деформируется и больше не лежит ровно в канавке, то оно больше не вращается в этой канавке, изнашивается только с одной стороны или не совсем достаточно уплотняет. Тем не менее, дело обстоитхуже, если с колец с молибденовым покрытием слой молибдена сходит или надламывается. Если потеря скользящего слоя не происходит уже при монтаже, то это случается самое позднее при обкаткедвигателя. Скользящий слой отделяется и повреждает поршень и поверхность цилиндра. Поршень заедает в диаметре цилиндра, потому что горячие отработавшие газы продуваются между поршнем и стенкой цилиндра. Оторвавшиеся частички повреждают поршень и рабочие поверхности цилиндра.
Избегайте излишнего снятия и надевания поршневых колец. При каждом монтаже кольца немного деформируются. Не снимайте кольца с уже ранее собранных поршней снова, чтобы, например, ихзаново измерить. Соблюдайте последовательность монтажа колец. Сначала монтируется маслосъёмное поршневое кольцо, затем второе, после него — первое компрессионные поршневые кольца. Обращайте внимание при монтаже на маркировку. «Тор» означает, что эта сторона должна указывать наверх, к камере сгорания. Если Вы не уверены, или нет маркировки «Тор», тогда вставляйте кольцо с надписью наверх. «Тор» не значит, что речь идёт о первом компрессионном поршневом кольце.
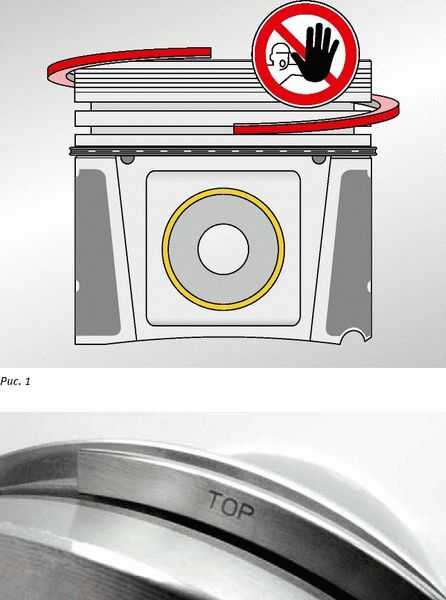
Рис. 2
Проверьте, могут ли кольца свободно прокручиваться (вращаться) в кольцевых канавках.

Проверьте, исчезаетли полностью кольцо по всей длине окружности в кольцевой канавке, т.е., рабочая поверхность кольца не должна выходить за пределы юбки поршня. Это важно, так как при недостаточном зазоре на дне канавки(неправильное кольцо или нагар на дне канавки) работа кольца не гарантирована.
При монтаже маслосъёмных поршневых колец, состоящих из двух частей, всегда обращайте внимание на положение спирального витого пружинного расширителя (рис. 6). Концы расширителя всегда должны быть расположены напротив стыка поршневого кольца.
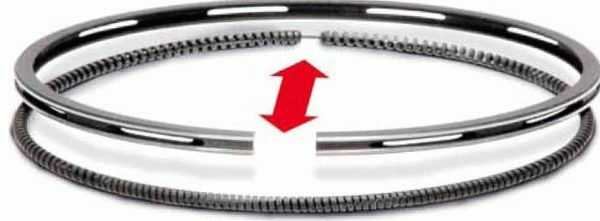
Рис. 6
У состоящих из трёх частей колец правильное положение пружины-расширителя является обязательным для выполнения функции удаления масляной плёнки (рис. 1 и 2). В любом случае перед монтажом проверьте также у поршня с уже вставленными кольцами положение пружины-расширителя. Во время транспортировки концы пружины находятся в ненатянутом состоянии и могут находить друг на друга. Обе цветных маркировки на концах пружины должны быть видны (рис. 3). Если они не видны, то концы пружины перекрываются внахлёстку и кольцо не функционирует. Все стыки маслосъёмного поршневого кольца, состоящего из трёх частей (обе стальные пластины и пружина-расширитель), должны вставляться смещёнными на 120° по отношению друг к другу.
Это интересно: Сколько нужно масла для замены в двигателе
Сместите стыки поршневого кольца готового для монтажа поршня таким образом, чтобы они лежали примерно 120° по отношению друг к другу. Они помогают поршню и, соответственно, кольцам при первом запуске двигателя. Причина: при первом запуске двигателя сжатие несколько ниже, так как поршневые кольца ещё не приработались. При помощи смещения стыковых концов по отношению друг к другу можно помешать тому, чтобы при первом пуске двигателя слишком много газов просачивалось из камеры сгорания в картер двигателя и, вследствие этого, двигатель плохо заводился.

Замена на мототехнике
На скутерах и мопедах это обычная процедура, которая выполняется примерно один-два раза в сезон. Кольца в таких двигателях – расходный материал. Даже если двигатель японский, элементы поршневой группы в нем в лучшем случае тайваньские, а в большинстве – китайские.
В Японии после поломки принято от техники избавляться – дешевле и проще приобрести новый скутер. Там серьезной поломкой считается падение компрессии из-за износа колец и поршней. На самом деле ремонт сводится к замене деталей поршневой группы. Давайте рассмотрим, как ставить кольца на поршень скутера.

Вставка поршня во внутренний диаметр цилиндра
Если при ремонте уплотнительная поверхность блока цилиндров не подвергалась чистовой обработке, то основательно очистите её от остатков прокладки. Тщательно очистите все резьбовые отверстия от грязи, масла и охлаждающей жидкости, которая возможно ещё там есть. Проведите всю работу по очистке, прежде чем вставлять поршни в диаметры цилиндров. Смочите свежим моторным маслом все поверхности в поршне. Не забудьте поршневой палец и шатунный подшипник! При монтаже обращайте внимание на направление поршня (маркировка для монтажа на днище поршня, клапанных карманах). Очистите внутреннее отверстие цилиндра ещё раз ветошью и смочите его также моторным маслом. Проверьте Вашу натяжную ленту поршневого кольца на наличие повреждений и вмятин, устраните их и при необходимости поменяйте инструмент. При монтаже поршня обращайте внимание на то, чтобы натяжная лента или коническая монтажная втулка ровно лежала на уплотнительной поверхности головки блока цилиндров,
При монтаже поршня не должно быть сильного давления. Если поршень не хочет скользить внутри цилиндра, непременно проверьте натяжную ленту поршневого кольца. Не перекручивайте место открытия ленты таким образом, чтобы оно находилось на том же месте, где и стыковые концы колец.
Не устанавливайте поршни в двигатель без монтажного инструмента (риск получения травмы, опасность повреждения кольца). Если для монтажа используется рукоятка молотка, то на днище поршня может действовать только вес самого молотка. Никогда не используйте молоток для того, чтобы силой вогнать поршень в диаметр цилиндра! Если поршневые кольца не ломаются уже при монтаже, они всё-таки могут погнуться, и из-за этого не достаточнохорошо выполнять своё задание.
Монтаж с применением силы вредит не только кольцам, но также может повредить поршень. Это важно особенно для поршней бензиновых двигателей. У нихжаровые или рабочие пояса очень тонкие, и при ударе кольца легко надламываюся или совсем разламываются. Результат: потеря мощности и скорый (и дорогой) ремонт.
Избегайте того, чтобы грязь и песок попадали в диаметр цилиндра, после того, как поршни уже встроены. Положите при необходимости чистую ткань на/в отверстия, чтобы предотвратить загрязнение. Особенно тогда, когда работы проходят в пыльной обстановке и/или вне помещения.
Подготовка к процедуре
Начать надо с внешней очистки скутера от грязи, песка, пыли. Сами работы нужно проводить в закрытом помещении, где нет риска попадания внутрь механизмов мусора извне. Допускается осуществление операций на открытом воздухе, но с соблюдением условий:
- температура воздуха должна составлять 18-25 градусов;
- слабый или отсутствие ветра;
- наличие ровной твёрдой поверхности для ремонта – бетон или асфальт подходят лучше всего;
- открывать внутренности скутера не рекомендуется в течение хотя бы двух часов после отключения двигателя в целях безопасности.

Для крепежа потребуется подготовить коробку с ячейками под каждый тип, что не потерять и не перепутать местами разновидности. Работа может занять около часа в зависимости от уровня подготовки. При отсутствии опыта лучше позвать ещё одного человека на помощь и внимательно фиксировать, что было извлечено (и в какой последовательности), чтобы собрать транспортное средство правильно после всего.
Кольца компрессионные, маслосъемные, установка
Поршневые кольца
Поршневые кольца формируют уплотнение между стенкой цилиндра и поршнем. Должны обеспечивать хорошее уплотнение по всей плоскости цилиндра в широком диапазоне температур. В четырех тактных двигателях чаще применяется три кольца, из них два компрессионных и нижнее маслосъемное.
- Компрессионные кольца обеспечивают надежное уплотнение между цилиндром и поршнем для герметизации камеры сгорания.
- Отвод тепла от поршня к стенкам цилиндра.
- Маслосъемные кольца удаляют излишки масла со стенок цилиндра предотвращая его попадания в камеру сгорания. Однако удаляют не полностью, а регулируют, оставляя необходимое количество масла для компрессионных колец.
Первое компрессионное кольцо
Предназначено исключительно для предотвращения прорыва расширяющихся газов в камере сгорания. Во время цикла «рабочий ход» нарастающее давление в камере сгорания прижимает первое компрессионное кольцо ко дну канавки поршня и сильнее прижимает к стенкам цилиндра, тем самым обеспечивая достаточную изоляцию камеры сгорания. Давление в канавке кольца сохраняется на последующих тактах не успевая снизиться. Зазор между кольцом и канавкой составляет 0.04-0.08 мм
Защищает второе кольцо от высокой температуры сгорания и уменьшает нагрузку. Имеет наибольший теплоотвод от поршня к цилиндру, примерно 50-60% отводимого тепла от поршня к цилиндру приходится на компрессионные кольца. Некоторая часть газов прорывается, второе кольцо приступает к выполнению своих функций, об этом чуть позже.
Компрессионные кольца производятся не совсем круглыми, а имеют сложную форму дуги в свободном состоянии и достаточно большой концевой зазор. Когда кольцо займет свое место в поршне и будет вставлено в цилиндр, оно будет обеспечивать равномерную прижимную силу в любой точке окружности.
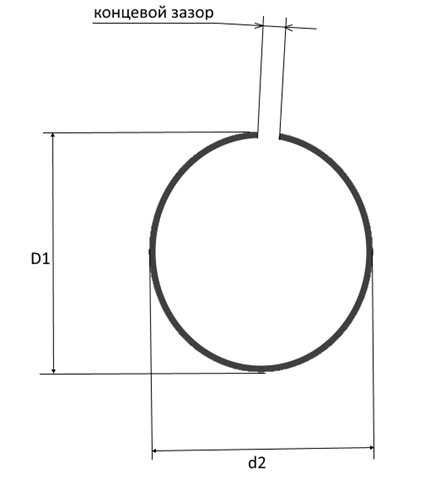
Второе компрессионное кольцо
Работает в более благоприятных условиях и выполняет функцию дополнительного уплотнения так же из-за специальной формы помогает маслосъемному снять излишки масла, оставляя только масленую пленку на поверхности цилиндра. Средняя температура кольца 150 — 170 °C в режиме работы. Зазор между кольцом и канавкой поршня немного ниже чем у первого 0.03-0.06 мм. Разнообразие форм колец обуславливает выполнение определенных функций. Таких как распределение нагрузки в канавке, уменьшение трения юбки поршня методом аквопланирования по маслу, удаление излишек масла.
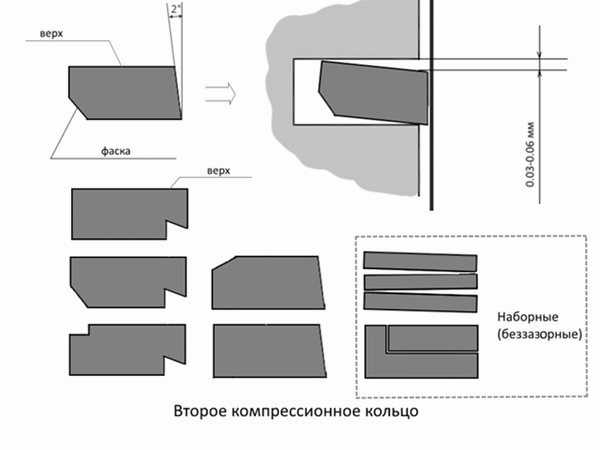
Фаска на внутренней стороне кольца определяет в какую сторону будет изгибаться кольцо. Если фаска снизу, то кольцо после нагрева будет выворачиваться наружной поверхностью вниз, как показано на картинке. И соответственно если фаска сверху, то и выворачиваться рабочая поверхность кольца будет вверх.
Маслосъемное кольцо
Под компрессионными кольцами располагается маслосъемное кольцо, выполняющее функцию удаления излишек масла со стенок цилиндра.
Большое количество масла, проникающее через компрессионные кольца в камеру сгорания, плохо сказывается на работе двигателя. В процессе работы сгорающее масло откладывается на стенках клапанов, камере сгорания, свечах, дне поршня. Большой нагар сильно разогревается, повышается вероятность детонации. Выпускные клапана подвергаются увеличенной температурной нагрузке.
Тонкий слой масленой пленки, оставляемый маслосъемными кольцами, снижает силу трения компрессионных колец, увеличивая их долговечность. В отличии от компрессионных маслосъемные не прижимаются рабочим давлением газа к плоскости канавки в поршне и стенкам цилиндра, поэтому имеют специальные осевые и радиальные расширители.
По конструкции можно выделить два типа колец: коробчатые и наборные те и другие могут иметь различные расширители.

При движении поршня вниз маслосъемные кольца соскребают со стенок цилиндра излишки масла направляя их по дренажным отверстиям в поршне обратно в картер. Масляный клин перед кольцом помогает эффективно смазывать скользящую юбку поршня. Стенки цилиндра имеют шероховатость, так называемый хон, который позволяет задерживать тончайший слой масла, для компрессионных колец.
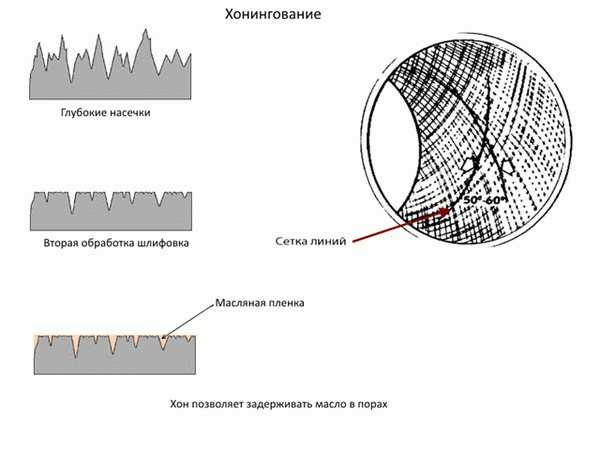
Большее распространение получили наборные кольца, состоящие из двух тонких стальных пластин, (часто имеющих различные покрытия для снижения терния) и тангенциального расширителя, выполняющего одновременно осевое и радиальное расширение. Используются в современных двигателях.
Особенности установки маслосъемных колец
Хочу обратить ваше внимание на установку именно маслосъемных колец. С компрессионными не должно возникнуть проблем если соблюдать простые правила, устанавливать надписями вверх (надписи, точка) и пользоваться специальным инструментом.

При установки маслосъемных могут возникнуть трудности при отсутствии надписей, или правильность установки замка расширителя. Разберемся в этом подробнее. Если надписи отсутствуют, то не имеет значения какой стороной вы поставите кольцо и какое из них будет сверху, а какое снизу (наборные).
Часто ошибки возникают при установке поршня в цилиндр, даже если используется специальных хомут для стяжки колец на поршне. Особенность состоит в следующем. При сборке маслосъемного кольца стоит обратить внимание на замок расширителя и правильность его стыковки. Для наглядности смотрим изображение ниже.
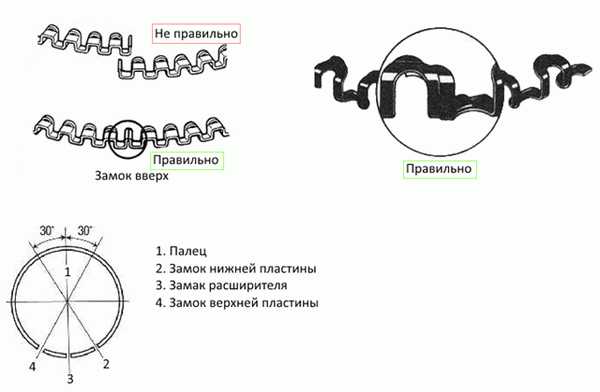
Во время сжатия колец на поршне замок расширителя маслосъемного кольца может соскочить с правильного положения и лечь в нахлест собираясь по спирали, таким образом пластины проваливаются через расширитель и это приведет к задиру стенок цилиндра, и канавок поршня. Чтобы этого избежать стягивающий хомут следует располагать таким образок как показано на изображении.
Соблюдая простые правила, вы правильно установите кольца в цилиндре.
Установка натяжителя цепи ГРМ
Если у вас двигатель 157QMJ серии — делаем следующее: отворачиваем на корпусе натяжителя заглушку; вставляем в нее тонкую плоскую отвертку и начинаем закручивать болтик пока шток натяжителя не зайдет внутрь корпуса.

Не отпуская отвертки с одновременным придерживанием корпуса натяжителя, свободными пальцами — вставляем натяжитель в цилиндр, прикручиваем его болтами и только потом отпускаем отвертку и заворачиваем на место заглушку.

Если у вас двигатель 139QMB серии, то делаем так: выкручиваем из корпуса натяжителя заглушку и вынимаем пружину; задвигаем внутрь корпуса шток; устанавливаем в цилиндр натяжитель; вставляем в корпус пружину и заворачиваем заглушку.

После установки поршневой не забываем произвести регулировку тепловых зазоров клапанов и обкатать двигатель.
Правильная установка поршневых колец
Рано или поздно ваш мотор износится и потребует либо смены поршневых колец, либо поршневой в целом.
Вроде поменять поршневые кольца – это рядовая задача, доступная каждому, кто мало-мальски знаком с устройством и принципом работы примитивного четырехтактного мотора. Но, к сожалению, люди страшатся потратить 15 минут своего невероятно драгоценного времени на прочтение литературы и запихивают все в мотор по принципу (а так и стояло. наверное, работать будет). Ну, флаг вам в руки и скорейшего обращения в сервис.
Ну, а для тех, кому не все равно, как их мотор будет работать после переборки, следует прочитать данную статью.
Итак, берем поршень и видим 3 проточки под установку поршневых колец. Никаких ограничительных стопоров на 4-тактных моторах нет, как на 2-тактных двигателях, например.
На 4-тактных моторах есть два вида поршневых колец. Первые два, которые устанавливаются в две верхние проточки, являются компрессионными. Исходя даже из названия понятно, что они отвечают за наличие компрессии в вашем моторе и должный удерживать собой газы, образовывающиеся в момент вспышки за счет горения топлива в камере сгорания.
Следующие три кольца являются маслосъемными. Тут тоже сразу ясно их предназначение. Они отвечают за снятие масла, которое покрывает стенки цилиндра в тот момент, когда поршень возвращается вниз. Если эти кольца будут пропускать, то масло будет оставаться на стенках цилиндра, а это чревато тем, что мотор начнет поджирать масло, и, естественно, появится дым.
Это интересно: Стенд для проверки генераторов и стартеров
Как устанавливать первично? Да, в принципе, как и стояли с завода, в том же порядке, но во избежание ошибок показываем еще раз.
Первоначально ставим главное маслосъемное кольцо: то, которое имеет волнообразную структуру. Установить его проще некуда, так как оно самое эластичное из всех.
Дальше ставим верхнее и нижнее ТОНКИЕ маслосъемные кольца. Они немного тверже, но с их установкой тоже не должно возникнуть проблем.
Теперь ставим поршневые компрессионные кольца: те, которые более толстые и «твердые». Первоначально устанавливаем нижнее, затем верхнее. Поставить их немного сложнее, так как они менее эластичны и более твердые. Сломать вам их вряд ли удастся, но вот при совершенно кривых руках погнуть их проще некуда.
Думаете, на этом все? Нет!
Дело в том, что кольца еще нужно правильно расположить на поршне, чтобы замки колец (место пропила) не попадали друг на друга. Проще говоря, нужно, чтобы пропил нижнего кольца не был расположен прямо над пропилом верхнего кольца.
Начинаем с верхних поршневых колец.
Замок нижнего кольца располагаем посередине над полостью клапана, например, впускного (можно и выпускного, тут разницы нет).
Замок же верхнего кольца располагаем строго в противоположной стороне от нижнего кольца. Соответственно, если замок нижнего кольца над полостью под впускной клапан, то замок верхнего над полостью под выпускной клапан.
Теперь переходим к маслосъемным кольцам. Эти кольца точно так же нужно расположить, чтобы ни один замок не совпал. Поэтому верхнее кольцо располагаем над отверстием под поршневой палец, с правой стороны.
Второе же (то, которое нижнее) располагаем с противоположной стороны, также примерно посередине отверстия под поршневой палец.
Последнее же волнообразное маслосъемное кольцо ставим в любую из четырех получившихся секций между отверстием под палец и полостью под клапан.
А теперь к вашему вопросу: что за ерунду нам тут втирает автор? И зачем так кропотливо выставлять положение всех 5 колец?
Объясняем. Все это мы делали, чтобы не получилось так, что когда один замок располагался над другим, через эти замки не проходят газы (в случае с поршневыми кольцами) и не оставалось на стенках масло (в случае с маслосъемными кольцами).
Если брать во внимание поршневые кольца, то это потеря компрессии и пропуск раскаленных рабочих газов до маслосъемных колец, которые не рассчитаны на такие внезапно появившиеся высокие рабочие температуры. Как итог, кольца после определенного времени могут сгореть.
Если же обратиться к маслосъемным кольцам и совпадению замков на них, то у нас не будет полностью сниматься масло: оно будет доходить до поршневых колец, что приведет к закоксовыванию канавок колец, и как итог они залягут, а потом сгорят.
Как результат, вы получите сгоревшие кольца и износ поршневой.
Итог: выставить замки колец перед установкой – это дело 2 минут, а срок службы мотора данная операция может продлить на десятки часов.
Установка фаз газораспределения ч1 (по-колхозному — зажигания)
Задвигаем цилиндр до упора в картер и ставим поршень в верхнею мертвую точку (ВМТ). В ВМТ поршень лучше всего ставить с помощью индикатора ну или на худой конец визуально/на ощупь. Можно выставить поршень и по специальной метке на роторе генератора, но я уже не раз сталкивался с тем, что метки на некоторых двигателях выбиты неправильно и ими во избежании неприятностей советую пользоваться только в крайнем случае, например, когда ГБЦ не снята, а вам нужно отрегулировать клапана.
Вставляем в цилиндр направляющие втулки ГБЦ, нижнею направляющею цепи ГРМ, обезжириваем поверхность и устанавливаем прокладку.
Устанавливаем головку блока цилиндров, вставляем направляющие втулки постели клапанов.
Поворотные кольца - описание и технические характеристики поворотных колец
На четырехтактных двигателях внутреннего сгорания Обычно бывает три типа колец:
Уплотнительное (компрессионное) кольцо, компрессионно-скребковое кольцо и кольцо скребок (масло).
Кольца печать размещена он находится в канавке, ближайшей ко дну токарного станка. Это кольцо закрывает камеру сгорания, предотвращая ее попадание в камеру сгорания. от камеры сгорания к корпусу двигателя.Когда смесь воспламеняется топливо-воздух, давление выхлопных газов влияет на расход, заставляя двигаться по направлению к коленчатому валу.
Скребок расположен между уплотнительными кольцами. и соскабливание.
Его задача - остановить газы, которые проникает через уплотнительное кольцо и соскабливает излишки масла с гильзы цилиндра. В том числе имеет особую форму рабочей поверхности.
скребковое кольцо (масло) - самое верхнее кольцо. Звенеть масло используется для удаления излишков масла со стенок цилиндра во время процесса качение. Масло возвращается через зазоры в кольце и дорожке к блоку. двигатель. В двухтактных двигателях это кольцо не нужно из-за масла. он снабжен топливом и его сжигание является преднамеренным.
Зубчатые кольца уплотняют камеру сгорания, передают тепло от к цилиндр и следить за расходом масла.Чтобы кольцо выполняло свою задачу, оно должно быть гибким. разрушение из-за высокой температуры.
Для этого вставленное в цилиндр кольцо необходимо прикрепить к замку. слоты (т.е. слабина замка). Размер паза замка зависит от диаметра кольца и материала, из которого оно изготовлено.
Кольцо имеет точно заданную форму, поэтому оно точно прилегает к стенкам. цилиндр, который обеспечит необходимую герметичность. Правильная форма кольцо получается в процессе овализации.
Еще одним важным фактором является давление, прикладываемое кольцом. на стенках цилиндра. Эта сила обычно зависит от эластичности материала. кольцо сделано из. Большинство колец сделано из чугун серый. Чугун легко прилегает к стенке цилиндра, а также легко покрыл их другие материалы для повышения их прочности.
Компрессионное кольцо
Компрессионное кольцо находится ближе всего к камере сгорания и подвергается воздействию наибольшее количество агрессивных веществ, а также высочайшее рабочие температуры.Через компрессионное кольцо передается до 70% тепла. токарный станок к цилиндру. Обычно кольцо бывает прямоугольной или бочкообразной формы.
Кольцо ствола имеет изогнутую рабочую поверхность, чтобы сделать возможным смазка кольца и стенки цилиндра (кольцо не царапает масло и, следовательно, лучше расходуется впустую). Кроме того, изогнутая поверхность снижает вероятность выцветания масляной пленки. чрезмерное давление кольца на цилиндр.
кольцо компрессионно-скребковое
Кольцо компрессионно-скребкового типа - это еще одно кольцо снизу токарного станка.Его задача - создать постоянную толщину масляного слоя. обеспечивает смазку компрессионного кольца. Некоторые кольца может тз. нос, то есть разрез, который помогает лучше собирать масло.
Неправильная установка компрессионно-скребкового кольца вызывает более высокий расход масла, так как кольцо царапает масло по валу вместо кривошип, вдавливает его в камеру сгорания.
кольцо скребковое (масло)
Скребковое кольцо имеет две узкие рабочие поверхности между ними. есть овальные или круглые дырочки, которыми они царапали излишки масла просачиваются к блоку двигателя.Масляные кольца обычно изготавливаются из литье правильной формы. Использовалось много маслосъемных колец. расширяющаяся пружина для увеличения давления на стенки цилиндра.
Если вы хотите увидеть все формы колец, нажмите
Важным условием правильной и продолжительной работы зубчатых колец является их правильная сборка. Приобретенные вами уплотнительные кольца подогнаны по размерам к оригинальным шестерням отдельных двигателей.Размер зазора в замке кольца после вставки в цилиндр непостоянен и зависит от материала, из которого изготовлено кольцо. Соблюдайте правило, согласно которому кольца номинального размера должны устанавливаться на кольца номинального размера, за кольцами увеличенного размера для колец увеличенного размера с таким же увеличенным размером , что и поворотные кольца.
Кольца следует устанавливать на новые шестерни, что гарантирует правильную работу зубчатой передачи в двигателе, при установке бывших в употреблении шестерен обращайте внимание на тщательную очистку канавок в процессе перед вставкой колец.При сборке колец на шестерню следует использовать специальные клещи, при большом опыте можно попробовать собрать без инструментов (любителям не рекомендуется) поставить кольцо на ход. Чрезмерное раскрытие может привести к растрескиванию или необратимой деформации кольца. . Деформированное кольцо не обеспечивает надлежащую герметичность в цилиндре.
Особое внимание следует обратить на кольца с монтажным знаком «TOP» или «G» (рис.) и помещает их в канавки токарного станка так, чтобы боковая поверхность кольца с маркировкой «TOP» или «G» была обращена к люфту в направлении нижней части защелки.
В случае колец без отметки способ сборки произвольный.
рис. расположение меток на кольце.
Зубчатые кольца следует устанавливать последовательно в канавки поршня, начиная с наиболее расположенного в ходу кольца, то есть масляного кольца. Если масляное кольцо, которое должно быть установлено, имеет пружину, снимите ее с кольца и вставьте в канавку поршня.Затем откройте кольцо и наденьте его на пружину в паз поршня. Убедитесь, что место соединения пружины находится на кольцевом замке.
Если под штифтом защелки есть кольцо, установите кольца из этого кольца. Собрав все кольца, поверните их в пазах поршня так, чтобы замки соседних колец сместились по отношению друг к другу.
Shadow Owners Club Polska
Shadow Owners Club Polska ПОДГОТОВКА СТАНКА К СБОРКЕ
ВОЗВРАТ
«игры», т.е. шлифование цилиндра и использование увеличенного токарного станка и колец (а также, например, в случае замены только колец или просто при проверке установленных колец), необходимо измерить и отрегулировать зазоры колец (согласно сервисным данным) и их правильная сборка в процессе.
Ну вот. Излишне говорить: новые кольца, леска, готовый цилиндр, точный щуп (со шкалой минимум каждые 0,05 мм), напильник хорошего качества, полоски с мелкими зубьями - так называемые "рептилоид", немного моторного масла, чистящие средства, имадо.
Конечно, все компоненты чистые и не загрязнены!
Устанавливаем напильник в губки тисков - это будет наш инструмент для заточки кончика кольца.
Несколько слов о распознавании последовательности звонков.На кольцах (как правило, помимо маслосъемных колец), на их верхней (то есть «головной») поверхности обычно нанесена маркировка, разная для отдельных марок и моделей, а также информация (как на фотографиях ниже) о «негабаритности». . Мы читаем с веб-сайта, что «RN» здесь означает второе кольцо в последовательности, то есть сбор ...
... а буква "R" - первое уплотнительное кольцо.
Это не всегда так просто, иногда производитель колец ограничивается информацией на упаковке или маркировкой только одного из колец (маслосъемные кольца легко узнать).Мы всегда можем распознать кольца и направление их сборки, изучив поперечное сечение (но это уже другая история ...).
Начнем с измерения осевого зазора с помощью щупа (мы измеряем только два верхних кольца). Если оно превышает допустимое значение (см. Служебные данные), решите, нужны ли новые кольца, а если кольца новые - может быть, новое?
Рекомендуется проводить это измерение ПЕРЕД началом любых шлифовальных работ.
Измерение положительное, приступаем к дальнейшей работе.
Смажьте цилиндр задней части маслом - внутри двигателя ничего сухого!
Вставляем первое кольцо. Делать это надо аккуратно, чтобы не повредить само кольцо и не поцарапать гильзу цилиндра!
Может случиться так, что кольцо «не закроется» - его внешняя окружность будет больше внутренней окружности цилиндра. Может быть, это означает, что мы просто слишком "негабаритные" кольца. Затем вам следует подумать, сопоставить ли их или получить более подходящий набор.Все зависит от размера производимой коррекции окружности кольца.
Смажьте шестерню маслом ....
... и вставьте, как на картинке ...
... нажатием кольца примерно на 15-20 мм ниже обода цилиндра. В этом положении мы должны измерить.
Приступаем к замерам.
Откройте щуп и выберите пластину, которую можно вставить в паз.
Измерение: если, например,мы вставляем 0,15 мм а не 0,20 мм, у нас есть конкретный диапазон, в котором находится размер зазора. В этом случае измеренное значение составляет 0,10 мм.
После измерения снимите кольцо. Если мы не уверены, приведет ли разборка кольца к царапанию рептилии, мы можем протолкнуть кольцо в игру с помощью дорожки, расположенной снизу цилиндра.
Сравните результат измерения с сервисным значением, здесь: 0,15–0,30 мм. Таким образом, вам нужно сделать поправку примерно на 0,10 мм.
Мы используем наш инструмент. Упереть кольцо в губки тисков...
... шлифовать с возвратно-поступательным движением. Момент работы протираем кольцо от опилок и снова замеряем зазоры, как и раньше.
Измерение: 0,15 вводов, 0,20 ед. Необходимое снаряжение у нас уже есть.
Кольцо готово. Мы работаем над следующим.
Начинаем сборку колец. Есть специальные плоскогубцы, которые открывают все кольцо, но вы легко можете сделать это и без этого инструмента.
Смажьте масляные слои при чистке
И приступаем к сборке с пружин маслосъемных колец.
Вставьте конец пружины в канавку, удерживая его большим пальцем, «закрутите» пружину вокруг поршня и поместите ее в канавку.
Затем нижнее кольцо ...
... и выше.
Не забываем соблюдать такую последовательность: пружина-низ-верх. Это связано с формой пружины, которая на внутренней стороне имеет профиль, поддерживающий правильные кольца, другая последовательность может вынудить пружину прижаться «на себя», это может деформировать свою форму и отрицательно повлиять на работу и износ втулка цилиндра.
Затем надеваем второе - собирающее кольцо. Запоминаем - обозначение игры!
Как и раньше. Закрепите наконечник и, слегка приоткрыв кольцо, «намотайте» его в паз вокруг стержня.
... и последнее - пломбирование.
... последний ход.
... и готово.
Теперь начинаем работать как кассир Kwinto ...
Мы должны расположить кольца, повернув их так, чтобы следующие прорези вращались через каждые 120 °...
... графически, как показано ниже:
Теперь наш курс готов к сборке.
ДЛЯ ИГРЫ: НАЗАД
© Авторские права. Содержание этого сайта, фотографии и тексты защищены авторским правом!
Копирование без разрешения автора запрещено.
Поршневые кольца - типы, функции и стоимость замены
Типы поршневых колец
Чтобы полностью объяснить, что такое поршневые кольца, укажите их типы. Различают следующие типы поршневых колец: уплотнительные кольца
- ;
- сжатие-соскабливание;
- скребков.
Поршневые кольца - функции
Поршневые кольца служат для уплотнения пространства между камерой сгорания двигателя и картером двигателя. Они также обеспечивают эффективный слив смазочного масла, которое накапливается на стенках цилиндров во время работы автомобиля.
Поршневое кольцо действует как термодинамический конвейер, отводящий тепло от поршней. Также влияет на контроль расхода масла приводной системой, поэтому стоит позаботиться о его исправном состоянии. Они должны идеально заполнять уплотняемую поверхность, чтобы при минимальном люфте заполнялась масляная пленка. Стоит отметить, что при их изготовлении используется процедура, называемая овализацией.Это позволяет придавать конструкции овальную форму, повышая ее адаптацию к температурному расширению.
Номинальные кольца и кольца увеличенного размера
Распространенной ошибкой является установка номинальных колец на поршни увеличенного размера. Даже небольшая неточность центровки может привести к серьезной поломке привода и необходимости капитального ремонта. Всегда не забывайте устанавливать номинальные кольца на поршни номинального размера и кольца увеличенного размера на поршни такого же размера.
Какую роль играют поршневые кольца в автомобиле?
Если вам интересно, какова роль поршневых колец в автомобиле, помните, что их основная задача - герметизировать поверхность между камерой сгорания и корпусом шатуна. Эти элементы изготовлены с высокой точностью и тщательностью, поэтому любое их повреждение отрицательно сказывается на работе двигателя. В случае старых автомобилей ремонт может оказаться невыгодным и привести к передаче автомобиля на покупку металлолома.
Поршневые кольца - признаки неисправности
Признаки неправильной работы поршневых колец:
- флаттер элемента;
- заметная потеря мощности;
- Превышение расхода масла.
Вы можете столкнуться с этими проблемами, если подвергнете бензиновый двигатель средней нагрузке и высокой скорости. Независимо от пробега автомобиля или интенсивности его использования такие нарушения в работе поршневых колец должны побудить вас срочно посетить автомастерскую.
Заедание масляных колец - симптомы
Ухудшение характеристик двигателя является первым признаком заедания масляных колец. Помните, что выход из строя этих узлов отрицательно сказывается на сроке службы двигателя. Это также может вызвать быстрый износ цилиндров. Если вы не замечаете никаких отклонений в работе автомобильного привода, вам обязательно следует периодически проверять давление сжатия поршней. Подобную диагностику нужно проводить каждые несколько тысяч километров.Разница между последовательными результатами не должна превышать 0,2 МПа.
Что такое замена и установка поршневых колец?
Замена и установка поршневых колец требует знаний и опыта, что связано со значительными затратами. Нередко для замены поршневых колец требуется капитальный ремонт двигателя. Вы должны знать, что тогда ваша машина будет обездвижена как минимум на неделю. В объем услуг обычно входит не только ремонт поршней, но и шлифовка шатунов, фрезерование седел клапанов и хонингование цилиндров. Решив помочь профессионалам, вы избежите ошибок, таких как вышеупомянутая установка штатных колец на неправильные поршни. Это может быть не так очевидно для непрофессионала, и последствия могут быть печальными. Если вы пойдете в автомастерскую раньше, вы сможете избежать дорогостоящих ремонтных работ.
Могу ли я сам заменить поршневые кольца?
Если вы спросите себя, хотите ли вы заменить поршневые кольца самостоятельно, знайте, что это возможно.Однако для этого требуется доступ к ряду профессиональных электроинструментов и устройств . Обычному водителю их покупка невыгодна. Немного знаний тоже будет полезно, хотя бы во избежание ошибки с установкой штатных колец на поршни увеличенного размера. На наш взгляд, у людей, имеющих опыт работы в области автомехаников, может возникнуть соблазн отремонтировать их самостоятельно. В противном случае лучше воспользоваться помощью специалистов.
Сколько стоит ремонт поршневых колец?
В зависимости от модели автомобиля стоимость ремонта поршневых колец колеблется от 1-2 до 5-6 тысяч злотых. Помните, что одной его замены может быть недостаточно. Капитальный ремонт двигателя - услуга, которая оценивается механическими мастерскими даже в несколько десятков тысяч. злотый. Регулярно проверяйте уровень масла, чтобы избежать дорогостоящего обслуживания.
.Как самостоятельно заменить поршневые кольца на двигателе. Правильная установка поршневых колец Как заменить поршневые кольца на УАЗ 469
Вам понадобятся: ключи на 10, на 12, на 14, головки на 15, на 19, молоток.
Снимите головку блока цилиндров.
Снимите масляный поддон двигателя и прокладку картера.
Снимите масляный насос.
Отверните гайки 1 болтов шатуна и снимите крышку шатуна 2.
Если крышка плотно закрыта, сбейте ее легкими ударами молотка.
Снимите вставку с крышки.
Вытолкните поршень из цилиндра и снимите его с помощью шатуна.
Снимите втулку с шатуна.
Если вы собираетесь устанавливать старые втулки, отметьте их номером цилиндра.
Осторожно снимите поршень и шатун с цилиндра, чтобы не повредить зеркало цилиндра.
Проверьте маркировку на шатуне и его крышке. Если метки не видны, отметьте шатун и крышку номером цилиндра.
Снимите оставшиеся поршни с шатунами.
Снимите поршневые кольца съемником или, если он отсутствует, осторожно разверните кольца на замках.
Не сгибайте кольца больше, чем необходимо для их снятия, иначе кольца могут не принять форму или сломаться.
8. Снимите стопорные кольца с обеих сторон поршня.
Выдавите поршневые пальцы с помощью специального инструмента.
При отсутствии устройства поршневые пальцы можно выбить легкими ударами молотка по пальцу 1. Это следует делать под весом, чтобы не повредить поршень. Снимите шатун 2 с поршня 3.
Снимите остальные поршни с шатунов.
Промыть все детали бензином. Удалите нагар с поршней.
Удалите нагар из канавок поршневых колец куском старого поршневого кольца.
Проверить поршни. Если на них есть царапины или следы ожогов, замените поршни.
Измерьте диаметр поршня. Если меньше 95,4 мм, замените поршень.
Диаметр поршня измеряется в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже оси поршневого пальца.
Поршень установлен в цилиндр с люфтом 0,036–0,060 мм.
По диаметру поршни делятся на пять размерных групп: A, B, C, D, D. На головке поршня выбита надпись.
Обеспечьте указанный выше зазор при стыковке поршня с цилиндром.
Максимально допустимый зазор между поршнем и цилиндром составляет 0,25 мм.
Зазор между поршнем и цилиндром можно определить путем измерения поршня и цилиндра. Запасные части поставляются с поршнями двух ремонтных размеров: увеличенного диаметра 0,5 мм и 1,0 мм.
Один из выступов под поршневой палец имеет маркировку «409» (диаметр увеличен за счет поршня), «409AP» (диаметр увеличен на 0,5 мм) или «409BR» (диаметр увеличен на 1,0 мм).
Измерьте зазор между поршневым кольцом и канавкой поршня в нескольких точках по окружности поршня.
Люфт должен составлять 0,060–0,096 мм для компрессионных колец и 0,115–0,365 мм для маслосъемника.
Если зазоры превышают эти значения, кольца или поршни необходимо заменить.
Измерьте зазор в соединениях поршневых колец.
Для этого вставьте кольцо в цилиндр и толкните его поршнем как штифт, чтобы кольцо вошло в цилиндр равномерно, не деформируя его.
Измерить зазор в замке (соединителе) кольца щупом; должно быть в пределах 0,3–0,6 мм для зажимных колец и 0,5–1,0 мм для маслосъемных дисков.
Если зазор превышает указанный, замените кольцо.
Если зазор меньше, концы кольца можно подпилить напильником, зажатым в тисках, перемещая кольцо вверх и вниз по напильнику.
15. Проверьте посадку поршневого пальца в верхней головке шатуна.
Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045–0,0095 мм.
Пальцы, поршни и шатуны разделены на четыре размерные группы и промаркированы краской.
На внутренней поверхности на одном конце нанесен палец, шатун - на шатуне, поршень - на нижней поверхности одного из выступов, либо на днище поршня выбита римская цифра.
Слегка смажьте клиновой штифт чистым моторным маслом и вставьте в верхнюю головку шатуна. Палец должен входить в головку равномерно, без защемления.
Шатун должен вращаться на поршневом пальце под собственным весом из горизонтального положения.
В вертикальном положении штифт не должен выступать или выпадать из конца шатуна под собственным весом.
Поршневой палец и шатун должны быть одной размерной группы или соседних групп.
16. Поршни с поршневыми кольцами, пальцами и шатунами подбираются по массе. Разница в весе для одного двигателя не должна превышать 10 г.
17. Осмотрите втулки шатуна. Если на них есть царапины, сколы или другие повреждения, замените вставки.
18. Установите заглушки на шатуны и измерьте диаметр отверстия в нижней головке шатуна.
Номинальный диаметр отверстия 60 + 0,019 мм, максимально допустимый диаметр 60,03 мм.
Если измеренный диаметр превышает максимально допустимый, замените шатун на втулку.
Измерьте диаметр отверстия в верхней втулке шатуна.
Номинальный диаметр отверстия 22 + 0,007 –0,003 мм, максимально допустимый диаметр 22,01 мм.
Если измеренный диаметр превышает предел, заменить шатун. Размеры шатунно-поршневой группы приведены в таблице.
* Допуск 0,06 мм разделен на 5 групп (с шагом 0,012 мм)
Соберите поршень 4 с шатуном 3.Нагрейте поршень до 60-80 ° С.
Затем быстро вставьте шатун в поршень так, чтобы слова « Передний » На поршне и заплечике « A » находились на одной стороне шатуна, и вдавите поршневой палец 6 с максимальным усилием затяжки 0,0025 мм. .
Установите стопорное кольцо 5. С помощью съемника наденьте поршневые кольца на поршень.
На верхнем компрессионном кольце есть надпись «Top», кольцо должно быть установлено на поршне с этой надписью внизу поршня.
На внутренней стороне нижнего компрессионного кольца имеется канавка, которая должна быть совмещена с этой канавкой в нижней части поршня.
Вставьте вставку 7 в нижнюю головку шатуна - фиксатор («фиксатор») на вставке должен войти в выемку в нижней головке поршня.
Вставить вкладыш 1 в кожух шатуна 2 - фиксирующий выступ («замок») вставки должен войти в вырез в кожухе.
Смажьте цилиндр, поршень 4, палец шатуна коленчатого вала и втулки 1 и 7 чистым моторным маслом.
Расположите поршневые кольца так, чтобы фиксаторы компрессионных колец находились под углом 180 ° друг к другу, замки маслосъемных дисков также находились под углом 180 ° друг к другу и под углом 90 ° к компрессионному кольцу, они заклинило, сальник расширителя скребкового кольца расположен под 45 °, чтобы заблокировать один из маслосъемных дисков.
Проверните коленчатый вал так, чтобы палец шатуна цилиндра, на котором установлен поршень, опирался на НМТ.
Вставьте поршень и шатун в цилиндр так, чтобы слова « Front » на ступице поршневого пальца были обращены к передней части двигателя (в направлении привода распределительного вала).
Во избежание повреждения цилиндрического зеркала рекомендуется устанавливать на болты шатуна мягкие втулки (например, обрезанные резиновые или пластиковые шланги).
С помощью специальной оправки зажать поршневые кольца и легкими ударами рукоятки молотка вдавить поршень в цилиндр, оправка должна быть плотно прижата к блоку, иначе поршневые кольца могут сломаться.
Переместите поршень вниз так, чтобы нижняя головка шатуна оказалась на шейке шатуна коленчатого вала, снимите резаки для шлангов с болтов шатуна.
Установите крышку шатуна 2 на болты шатуна так, чтобы выступ « b » на крышке шатуна находился на той же стороне, что и выступ « A » на нижней головке шатуна; номера цилиндров выбиты на шатун и крышка находятся на одной стороне, а «замки» втулки - напротив друг друга
Установите гайки болта шатуна и затяните с моментом 68–75 Н · м (6,8–7,5 кгс · м).
Таким же образом установите остальные поршни с шатунами.
Несколько раз провернуть коленчатый вал, он должен вращаться свободно, без заедания.
Установите масляный насос, масляный поддон и головку блока цилиндров.
- Расположите узлы шатун / поршень и наборы новых колец таким образом, чтобы кольца были постоянно «привязаны» к своим узлам и цилиндрам при измерении люфта и сборке двигателя.
- Вставьте верхнее поршневое кольцо (№ 1) в первый цилиндр двигателя и расположите его перпендикулярно стенкам цилиндра, выровняв, вставив поршень в цилиндр вверх дном.Кольцо должно быть внизу цилиндра, рядом с ободом колец.
- Чтобы измерить зазор в кольцевом замке, вставьте наконечники щупов в пространство между концами колец, выбрав их так, чтобы их общая толщина была равна размеру зазора. В этом случае зонд должен входить в паз казенной части с небольшим сопротивлением. Сравните результаты измерений с требованиями .. Технические характеристики ... Если зазор превышает максимально допустимое значение, еще раз убедитесь, что сравниваемые характеристики точно соответствуют выбранному кольцу.
- Если зазор слишком мал, его необходимо увеличить, чтобы не допустить закрытия замка при тепловом расширении кольца во время работы двигателя, так как это может привести к серьезным последствиям. Зазор можно увеличить, аккуратно вставив концы кольца в замок. Зажмите напильник мягкими губками в тисках, наденьте стопорное кольцо на напильник и медленно потяните его на себя, чтобы удалить материал с концов. Потяните кольцо только на себя (см. Рисунок ниже).
- Избыточное провисание кольцевого замка не является преступлением, если оно не превышает 1 мм. Еще раз проверьте сравниваемые данные на соответствие тестируемому кольцу. Убедитесь, что приобретенный комплект колец подходит для типа двигателя вашего автомобиля.
- Повторите эти действия для каждого из колец, которые будут установлены на первом цилиндре, а затем перейдите к остальным цилиндрам. Убедитесь, что кольца совмещены с поршнями и цилиндрами.
- После проверки / регулировки зазора в замках поршневых колец установите кольца на поршни.
- Масляный скребок (нижний на поршне) обычно устанавливается первым. Он состоит из трех отдельных частей. Сначала вставьте расширитель колец в канавку на поршне. Если используется фиксирующий язычок, вставьте его в канавку, чтобы кольцо не проворачивалось. Затем установите нижнюю боковую часть кольца. Не используйте приспособление для установки колец для надевания боковых частей маслосъемных колец на поршень.Вместо этого вставьте один конец секции в паз между расширителем и стенкой паза и, крепко удерживая его пальцем, постепенно продвигайте оставшуюся часть секции в паз, проталкивая по периметру секции другой. боковая сторона. Затем таким же образом соберите другую боковую часть кольца.
- После установки всех трех частей маслосъемника убедитесь, что обе (верхняя и нижняя) боковые части свободно вращаются в канавке.
- Второе - центральное (№2) опорное кольцо.Обычно на нем выбита отметка, которая при установке должна быть направлена вверх по направлению к нижней части поршня. На всех двигателях скошенная сторона второго зажимного кольца должна быть направлена вниз, на 6-цилиндровых двигателях кольцо должно быть снабжено знаком из двух точек вверх, на двигателях V8 опознавательным знаком является сверло, рельефная буква О, овал. паз или слово TOP (верх).
- Используйте специальный инструмент для установки поршневых колец и убедитесь, что метка на поршневом кольце направлена вверх.Вставьте кольцо в центральную канавку поршня. Не располагайте стопорное кольцо шире, чем фактически требуется для его надевания на поршень.
- Установите верхний фиксатор (# 1) аналогичным образом. Убедитесь, что метка (точка) обращена вверх. Не путайте верхнее кольцо со средним кольцом. Первое (верхнее) компрессионное кольцо должно иметь фаску ВВЕРХ (а второе компрессионное кольцо - ВНИЗ). Обычно второе кольцо маркируется на верхней стороне. две точки и первая (верхняя) - одна ... Следуйте инструкциям, прилагаемым к комплекту.
- Повторите действия для всех остальных поршней.
Легендарный завод Ульяновск
Ульяновский автомобильный завод выпустил множество автомобилей, навсегда вошедших в историю отечественного автомобилестроения. «Буханки», патриоты, «бобби» - большинство машин предназначено для газовых служб, скорой помощи, полиции, полиции и т. Д.УАЗ Патриот сейчас популярен как полноприводный внедорожник, способный преодолевать любые препятствия. Завод выпустил из-под своих крыльев множество микроавтобусов, малолитражек и полноприводных автомобилей.
Двигатели этих автомобилей крепкие, мощные и надежные. Основная причина их распада - обычно большой возраст УАЗа. На самые популярные модели УАЗ 3303 устанавливается двигатель 417. Для ремонта двигателя УАЗ 417 своими руками или его перегородки не следует ждать полного износа всех деталей.Первыми признаками неминуемого краха могут быть:
- значительно увеличился расход масла;
- дымовая машина;
- значительно увеличился расход топлива;
- мощность двигателя уменьшилась; Двигатель
- издает различные подозрительные звуки: стуки, скрипы и шумы.
У каждого автомобиля УАЗ свой двигатель. Для двигателя УАЗ 469 сначала была создана модификация УМЗ-451МИ, позже ее модернизировали до двигателя ЮМЗ 417.
УАЗ 3303 - вездеход.При преодолении различных препятствий двигатель наиболее перегружается. Для этого автомобиля легко купить запчасти, как новые, так и б / у.
Поршни и втулки изнашиваются из-за частого перегрева двигателя при движении по бездорожью. Многие владельцы УАЗ 3303 меняют двигатель целиком и не ремонтируют. Если автовладелец берет на себя ремонт двигателя своими руками, он должен понимать, что для этого нужен определенный опыт.
Перегородка двигателя УАЗ
своими рукамиРеанимация двигателя, восстановление его первоначальной маневренности и послушности поможет заменить или восстановить бесполезные детали.Все детали должны быть подходящего размера. Магазины предлагают широкий выбор поршней, поршневых колец, седел впускных и выпускных клапанов, а также вкладышей шатунных подшипников. Размер детали можно уточнить у продавцов.

Переборка двигателя Уазовского
На износ двигателя существенно влияет ухудшение смазки поверхностей трения, которое зависит от увеличения или уменьшения зазоров. Чтобы собрать двигатель своими руками, сначала нужно его разобрать.Процесс выглядит следующим образом:
- слить антифриз и масло из поддона;
- отсоедините впускной воздушный фильтр и отсоедините патрубок глушителя от двигателя;
- отсоединить от двигателя патрубки системы охлаждения, масляного радиатора и подогревателя;
- снимаем радиатор системы охлаждения;
- отделить дроссельную заслонку и воздушные стержни от карбюратора;
- снимаем с двигателя все провода;
- снимаем болты крепления нижней и передней опорных колодок.
Теперь снимаем двигатель с УАЗ 3303. Для этого на штифты головки блока монтируется специально разработанный кронштейн. Двигатель должен быть поднят, а коробка передач должна быть отделена от него. Мотор можно снять, подняв его.
Остальные действия приведут к тому, что вместе с двигателем вам придется обзавестись раздаточной коробкой и коробкой передач.
Что следует учитывать при восстановлении двигателя УАЗ 3303
Перед тем, как приступить к разборке своими руками, двигатель необходимо тщательно очистить от мазута и шлака.Для демонтажа требуются специальные наборы инструментов, такие как 2216-B и 2216-M.

Необходимый инструмент
Все обслуживаемые детали необходимо очистить и заменить или пометить бирками или наклейками, чтобы избежать ошибок в будущем. В случае поломки или неисправности нельзя отсоединять от них шатуны и крышки. При замене картера измерьте угол соединения оси коленчатого вала с задним концом картера.Затем снимаем сцепление и определяем по индикаторной полосе на краю коленчатого вала. Радиус поворота кромки картера и зазора должен составлять примерно 0,1 мм.
После очистки все детали двигателя необходимо обезжирить. Нагар можно аккуратно удалить ножом или другим твердым предметом. Есть другой, более простой и безопасный способ. Для очистки алюминиевых деталей приготовьте следующий раствор:
- 10 г хозяйственного или другого щелочного мыла;
- 18 г кальцинированной соды;
- 8 г жидкого стекла;
- На 1 литр воды, нагретой до 90 ° С.
Этот раствор подходит для очистки стальных деталей:
- 25 г каустической соды;
- 30 г кальцинированной соды;
- 5 г хозяйственного или прочего щелочного мыла;
- 1,5 г жидкого стекла;
- 1 литр чистой воды при 90 ° C.
Когда детали станут чистыми, промойте их чистой водой и просушите. При сборке двигателя УАЗ 3303 необходимо соблюдать определенные правила:
- все детали, подверженные трению при работе, необходимо смазывать моторным маслом;
- все новые резьбовые детали необходимо устанавливать на красный провод;
- использовать нитролак с цельными деталями;
- , следует использовать динамометрический ключ для затяжки гаек и болтов.
Особенности ремонта блока цилиндров УАЗ 3303
Блок цилиндров - простейшая деталь двигателя. Проблемы в его работе возникают из-за износа элементов. Поэтому достаточно заменить старые изношенные детали на новые или отремонтированные.
Заменяйте втулки чаще, чем другие детали. Стертую часть можно считать, когда зазор между юбкой и рукавом увеличится до 1/3 мм. Высота выступа гильзы в блоке цилиндров должна быть не более 0,05 мм и не менее 0,005 мм. Если выступ слишком мал, жидкость обязательно попадет в камеру сгорания в результате неисправности. Размер вставки измеряется без уплотнительного кольца. Вкладыши в блоке цилиндров фиксируются шайбами и втулками. Слишком просохшие рукава лучше заменить на новые.
Причиной выхода из строя блока цилиндров может быть деформация поверхности прилегания к блоку, полное истирание направляющих и седел клапанов. Деформация плоскости головы не должна превышать 0,5 мм. В противном случае голову необходимо отполировать.
Поршневой механизм
Необходимо следить за состоянием поршневых колец. Лучше менять их каждые 80 тысяч. км ралли. Каждый поршень имеет 2 нажимных кольца и 1 маслосъемник. Благодаря канавкам на внутренней поверхности кольца излишки масла удаляются из системы при подъеме поршня.
Если необходимо заменить только кольца, а не сам поршень, удалите все отложения колец в головке поршня. Важно делать это аккуратно, чтобы не повредить боковые стенки.Для удаления нагара из маслосливных отверстий можно использовать сверло диаметром 3 мм. Ограничение скорости не должно превышать 50 км / ч в течение первых 1000 км.
При износе канавки верхнего поршневого кольца или юбки поршня необходимо заменить сам поршень. Новые детали, устанавливаемые в цилиндры, должны быть номинального размера. Наилучший вариант - когда новый поршневой комплект будет больше, это закроет зазор с не полностью изношенным цилиндром. Поршни отсортированы по внешнему диаметру юбки.Размер указан на нижней части поршня.
Ремонт двигателя автомобилей УАЗ
Условно различают два вида ремонта двигателя: текущий (гаражный) и капитальный.
Текущий ремонт направлен на восстановление работоспособности двигателя путем замены или ремонта отдельных деталей, кроме базовых, в том числе блока цилиндров и коленчатого вала. При текущем ремонте возможна замена поршневых колец, втулок шатунов и коренных подшипников коленчатого вала, поршней, поршневых пальцев, клапанов и их направляющих, упорных шайб коленвала и других деталей.
При капитальном ремонте зазоры и герметичность всех контактных поверхностей деталей двигателя восстанавливаются до номинальных значений. В этом случае двигатель полностью разбирается, а гильзы цилиндров и коленчатый вал должны быть переработаны или, в случае вращающихся частей, заменены.
Износ основных деталей двигателя определяет общий срок его службы. При необходимости проведите как текущий, так и капитальный ремонт двигателя. Основанием для ремонта являются отказы двигателя, возникающие в процессе эксплуатации автомобиля.Однако для продления общего срока службы двигателя и увеличения пробега перед капитальным ремонтом рекомендуется шлифовать клапаны (сначала 5000-8000 км, затем каждые 40000-50000 км) и заменять поршневые кольца и вкладыши подшипников коленчатого вала. (особенно шатун) после пробега 70 000-90 000 км.
При высоком износе цилиндра (0,25 мм и более) замена поршневых колец без замены поршней очень часто не приводит к желаемым результатам.
Максимально допустимый износ
Значения зазоров и износа, приведенные в таблице, были получены в результате измерений основных частей этих двигателей, в которых произошли различные отказы (повышенный расход масла или бензина, повышенный газ расход, низкое давление масла, падение мощности, детонация и т. д.).
Ремонтные размеры деталей двигателя
Ремонт двигателя производится на основе готовых запчастей с номинальными и межремонтными размерами, дающими возможность повторного ремонта.
Детали двигателя коллеги
В таблице указаны зазоры и герметичность, которые необходимо соблюдать при ремонте двигателя и его компонентов. 6. Уменьшение или увеличение зазоров относительно рекомендованных обязательно приведет к ухудшению смазки трущихся поверхностей и, как следствие, к их ускоренному износу.Также крайне нежелательно снижать герметичность в фиксированных (прессовых) посадках.
Для таких деталей, как направляющие втулки и седла вставных выпускных клапанов, уменьшение предварительной нагрузки может привести к плохой передаче тепла стенкам головки блока цилиндров с водяным охлаждением со всеми вытекающими отсюда последствиями: коробление, горение, интенсивный износ, задиры и т. Д.
Разборка и сборка двигателя
Двигатель поднимается из кабины с помощью подъемного устройства.Для облегчения разборки в крыше автомобиля есть люк для троса погрузчика. При снятии двигателя с автомобиля, не имеющего люка в крыше кабины, в качестве подъемника можно использовать подъемник грузоподъемностью 0,5 т без крюкового фиксатора. Подъемник подвешивается на деревянном стержне (или металлической трубе) длиной 3000 мм, с достаточной прочностью, пропускается через дверь и устанавливается на деревянной эстакаде высотой 1750 мм.
Перед разборкой двигателя автомобиля, установленного в смотровой камере, необходимо выполнить следующие подготовительные действия.
Слить воду из системы охлаждения и масло из картера двигателя.
Снимите сиденья и панели капота, воздушный фильтр и катушку зажигания, крышку капота, люк капота кабины, брызговики двигателя и впускную трубу глушителя, охладитель воды, который (после снятия его рамы, двигателя и корпуса и снятия вентилятора) втягивается в каюты.
Отсоедините от двигателя: кабели нагревателя и масляные фильтры грубой и тонкой очистки, а также все электрические кабели.
Снять кран маслоохладителя, датчик давления масла и тройник фильтра грубой очистки, болты крепления подушек передней опоры двигателя вместе с нижними опорными подушками (на автомобилях семейства УАЗ-451М отсоединить точку задней подвески двигателя), распорную штангу. , отсоедините тягу управления сцеплением и снимите масленку.
Установить кронштейн на второй и четвертый болты ГБЦ с переднего конца блока.
Затем, слегка приподняв двигатель домкратом и отсоединив от него коробку передач, осторожно втяните его в кабину, затем опустите на землю по доске. На автомобилях семейства УАЗ-452 коробка передач остается на шасси вместе с раздаточной коробкой. На автомобилях семейства УАЗ-451М коробка передач снимается с шасси после отсоединения ее от двигателя.
Установить двигатель на автомобиль в обратном порядке.
Двигатель также можно снять, опустив его. В этом случае он снимается вместе с коробкой передач и раздаточной коробкой. Этот метод намного сложнее. На грузовиках УАЗ-451ДМ и УАЗ-452Д при снятии двигателя сначала снимается кабина.
Разборка и сборка двигателя
Благодаря индивидуальному способу ремонта двигателя пригодные для дальнейшей работы детали устанавливаются на прежние места, где они изношены. Чтобы обеспечить это, такие детали, как поршни, поршневые кольца, шатуны, поршневые пальцы, втулки, клапаны, штоки, коромысла и толкатели, должны быть помечены во время разборки таким образом, чтобы не повредить детали (штамповка, надпись, крепежные бирки, и Т. Д.).
Во время ремонта нельзя снимать крышки шатунов, кожухи сцепления и крышки коренных подшипников нельзя перемещать с одного двигателя на другой, или центральные крышки коренных подшипников можно менять местами в одном блоке, поскольку детали обрабатываются вместе на заводе и поэтому не являются взаимозаменяемыми.
При замене картера сцепления на новый проверьте соосность отверстия для центровки коробки передач с осью коленчатого вала, а также перпендикулярность заднего конца картера к оси коленчатого вала.При проверке стойка индикатора крепится к фланцу коленчатого вала. В этом случае необходимо снять сцепление. Биение отверстия и торца картера не должно превышать 0,08 мм.
После разборки двигателя детали тщательно обезжириваются и очищаются от нагара и смоляных отложений.
Нагар с поршней, впускных клапанов и камер сгорания удаляется механическим или химическим способом. Самый простой способ очистить детали - это мыть вручную керосином или бензином в небольших ваннах с использованием щеток и скребков.
Химический метод удаления нагара заключается в выдерживании деталей в ванне с раствором, нагретым до 80-95 ° C, в течение 2-3 часов.
После очистки детали промываются горячей (80-90 ° C) водой и продуваются сжатым воздухом.
Детали из алюминиевых и цинковых сплавов нельзя мыть в растворах, содержащих щелочь (NaOH), так как щелочи разъедают алюминий и цинк.
При установке двигателя необходимо соблюдать следующие условия.
Резьбовые детали (шпильки, заглушки, муфты), если они были сняты или заменены во время ремонта, следует нанести на красный свинец или известь, разбавленные натуральным льняным маслом.
Цельные соединения, например, заглушка блока цилиндров, должны быть установлены поверх нитрокраски.
Ремонт блока цилиндров
Все поверхности трения в расточках блока, кроме отверстий направляющих толкателя, оснащены сменными втулками: сменными гильзами цилиндров, сменными втулками коренных подшипников коленчатого вала, сменными втулками распределительного вала. Такая блочная конструкция означает, что он практически не изнашивается, а его ремонт в основном сводится к шлифовке или замене гильз цилиндров, замене изношенных втулок подшипников распределительного вала на заготовки, а затем их механической обработке до требуемых размеров, ремонту направляющих толкателей и замене гильз коренных подшипников коленчатого вала. .
Растачивание и замена гильзы блока цилиндров
Максимально допустимый износ гильзы цилиндра составляет 0,30 мм. В случае такого износа гильза снимается с блока цилиндров и просверливается до ближайшего ремонтного размера с допуском обработки +0,06 мм.
Во время обработки втулку нельзя зажимать в патроне, так как деформация втулки и искажение размеров неизбежны после ее снятия со станка.
К устройству крепится втулка, которая представляет собой втулку с посадочными ремнями диаметром 100 и 108 мм.Втулка вставляется в втулку до упора в верхнем фланце, который зажимается контактным кольцом в осевом направлении.
Обработка поверхности зеркала должна соответствовать V9. Это достигается чистовой обработкой или шлифовкой с последующим хонингованием.
Допускается овальность и конусность до 0,02 мм, при этом большее основание конуса должно находиться в нижней части втулки. Допускаются стволы и корсеты не более 0,01 мм.
Зеркало обрабатывается концентрически с крепежными ремнями.Биение этих нитей относительно зеркала не должно превышать 0,01 мм.
Ремонтный размер вкладышей 92,5; 93,0 и 93,5 мм.
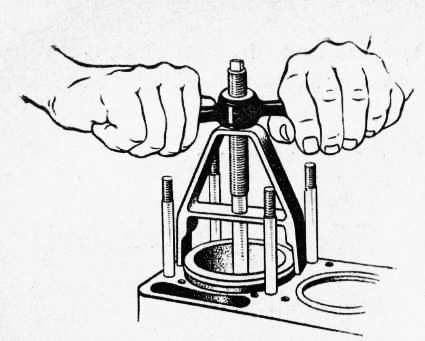
Рис. 1 Инструмент для снятия гильзы с блока цилиндров
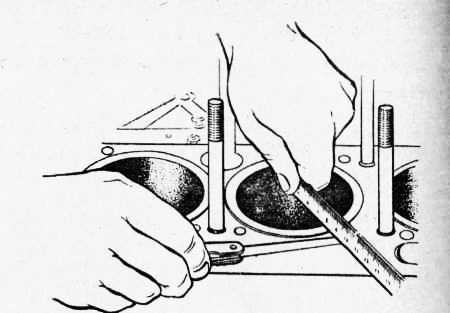
Рис. 2. Измерение выступа гильзы над плоскостью блока
.Поскольку для снятия втулки с блока требуется определенное усилие, рекомендуется снимать втулку с помощью инструмента. Снимать вкладыш со стуками по его нижней части, выступающей в картер, нельзя, так как стенки вкладыша могут быть повреждены, и тогда он станет непригодным для дальнейшего использования.
Также нельзя вбивать новую втулку в гнездо блока; он должен легко вставляться в розетку вручную.
После установки вкладышей в блок цилиндров проверьте величину выступа верхнего конца вкладыша над верхней плоскостью блока, как показано на рис. 43. Высота выступа должна быть 0,005-0,055 мм. При недостаточном выступе (менее 0,005 мм) прокладка головки может прорваться и вода неизбежно попадет в камеру сгорания из-за недостаточного уплотнения верхнего фланца гильзы цилиндра с блоком цилиндров.При проверке степени выступа конца втулки над блоком необходимо снять резиновое уплотнительное кольцо с втулки. '
Чтобы гильзы не выпадали из посадочных мест при дальнейших ремонтных работах, их фиксируют в блоке шайбой и гильзами, надевают штифт, фиксирующий головку.
Изношенные после третьего ремонта (полировки) втулки заменяются новыми. Для этого с четвертого квартала 1966 года введена поставка ремкомплекта запасных частей, состоящего из гильзы цилиндра с поршнем, поршневого пальца, стопорного пальца и поршневых колец.Установить номер по каталогу ВК-21-1000105-А.
Ремонт подшипников распределительного вала и толкателей кулачков, а также процедура замены коренных подшипников коленчатого вала описаны в соответствующих разделах этой главы.
Ремонт ГБЦ
Основными проблемами ГБЦ, устраняемыми ремонтом, являются: перекос плоскости контакта с блоком цилиндров, износ седел и направляющих клапанов.
Неровность плоскости соприкосновения головки с блоком при проверке на контрольной пластине с щупом не должна превышать 0,05 мм.Рекомендуется устранить небольшое коробление головки (до 0,3 мм), поцарапав поверхность после окраски. Если коробление превышает 0,3 мм, головку следует отшлифовать «так чисто». При этом глубина камер сгорания не должна уменьшаться более чем на 0,7 мм от номинального размера.
Для получения информации о ремонте седел клапанов и направляющих клапанов см. Восстановление герметичности клапана.
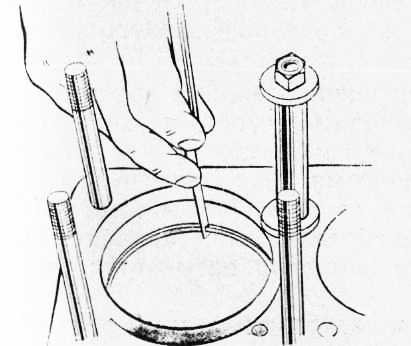
Рис. 3. Подбор поршневых колец цилиндра
.Замена поршневых колец
Необходимость замены поршневых колец возникает после 70 000-90 000 км пробега автомобиля, в зависимости от качества применяемых горюче-смазочных материалов и общих условий эксплуатации автомобиля.
Поршневые кольца ремонтных размеров отличаются от штатных только внешним диаметром.
Кольца того или иного размера ремонта предназначены для установки в цилиндры, обработанные под данный размер ремонта, и для установки в изношенные цилиндры другого меньшего размера ремонта путем распиливания их стыков до получения зазора в замке 0,3-0,5. мм.
Люфт в кольцевом соединении проверяется, как показано на рис. 3.
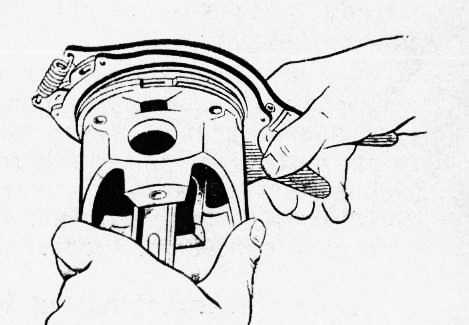
Рис.4. Установка поршневых колец на поршень
.Кольца предназначены для шлифования цилиндров вверху и изношенных цилиндров внизу цилиндра (в ходе поршневого кольца). При сборке кольцо приводится в цилиндр в рабочем положении, то есть в плоскости, перпендикулярной оси цилиндра, и перемещается головкой поршня. Стыки колец необходимо отпилить так, чтобы плоскости стыков были параллельны при сжатии колец.
После подгонки колец к цилиндрам проверьте боковой зазор между кольцами и канавками в поршне, который должен быть: для верхнего компрессионного кольца в пределах 0,050-0,082 мм, а для нижнего прижимного кольца и маслосъемного кольца - 0,035-0,067 мм.При больших зазорах замена поршневых колец не исключает повышенного расхода отработанного масла. В этом случае поршни необходимо заменять одновременно с заменой колец (см. Главу «Замена поршней»).
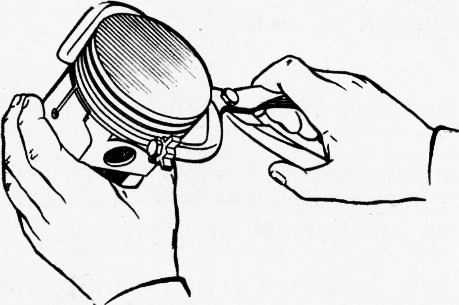
Рис. 5. Очистка канавок поршневых колец от нагара
.При замене только поршневых колец без замены поршней необходимо удалить нагар с головок поршней, из кольцевых канавок в головке поршня -
и маслосливных отверстий в канавках маслосъемных колец.Нагар из канавок следует удалять осторожно, чтобы не повредить их боковые поверхности, с помощью устройства, показанного на рис.
При использовании новых или модифицированных гильз цилиндра верхнее прижимное кольцо должно быть хромировано, а остальное - луженым или фосфатированным. Если заменяются только поршневые кольца, без ремонта или замены втулок, все они должны быть лужеными или фосфатированными, так как хромированное кольцо очень слабо изношено по сравнению с изношенной втулкой.
Перед установкой поршней в цилиндры необходимо разъединить стыки поршневых колец под углом 120 ° друг к другу.
После замены поршневых колец в пределах 1000 км пробега нельзя увеличивать скорость автомобиля выше 60 км / ч.
Замена поршней
Поршни следует заменять чаще всего из-за износа верхней канавки поршня, неонового кольца и реже из-за износа юбки поршня.
При текущем ремонте двигателя в частично изношенные цилиндры обычно устанавливаются поршни того же размера (номинального или восстановленного), что и поршни, которые ранее использовались в двигателе.Однако рекомендуется выбирать комплект с поршнем большего размера, чтобы уменьшить зазор между юбкой поршня и отверстием цилиндра.
В этом случае проверьте зазор между юбкой поршня и отверстием цилиндра в нижней, наименее изнашиваемой части цилиндра.
Люфт в этой части цилиндра должен быть не менее 0,02 мм.
Размеры поршней соответствуют размерам цилиндров увеличенного размера в зависимости от силы, необходимой для протягивания полоски зонда, вставленной в зазор между поршнем и вставкой.
Сила натяжения ленты толщиной 0,05 мм и шириной 13 мм должна быть в пределах 3,5-4,5 кг. Зонд-лента размещается в плоскости, перпендикулярной оси поршневого пальца.
Для правильного выбора цилиндра поршень обязательно должен быть без поршневого пальца, что искажает фактические размеры его гильзы на холодном поршне. В этом случае поршень устанавливается в цилиндр корпусом вверх, как показано на рисунке, в противном случае штык с корпусом поршня будет грызть при вытягивании из-за его схождения.
Запасные части поставляются с поршнями с поршневыми пальцами и соответствующими стопорными кольцами.
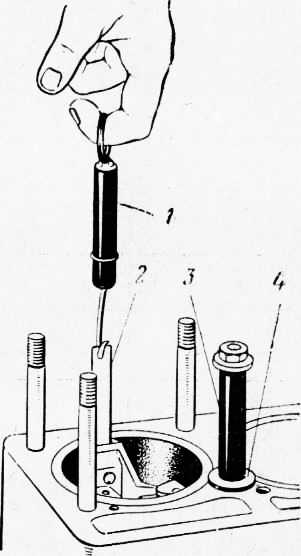
Рис. 6. Подбор поршней для цилиндров: 1 - динамометр; 2 - зондовая лента; 3 - рукав; 4 - шайба
Вместо буквенной маркировки на головке поршня увеличенного размера нанесен размер диаметра юбки поршня, округленный до 0,01 мм. Например, 92,5 мм.
Поршни цилиндров подбираются не только по диаметру гильзы, но и по весу.Это необходимо для того, чтобы двигатель оставался сбалансированным. Разница в весе самого легкого и самого тяжелого поршня для одного двигателя не должна превышать 4 г.
Поршни устанавливаются в цилиндры с помощью приспособления, показанного на рис. 7. Внутренний диаметр кольца А равен размеру цилиндра (номинального или ремонтного) с допуском +0,01 мм.
При установке поршней в цилиндры обязательно, чтобы метка «назад» на поршне была обращена к маховику.
Все поршни увеличенного размера имеют отверстия под поршневые пальцы номинального размера.Чистота поверхности должна быть V8. Конусность и овальность отверстия не должны превышать 0,005 мм. При механической обработке необходимо обеспечить перпендикулярность оси отверстия к оси поршня, допустимое отклонение не превышает 0,05 мм на длине 100 мм.
Ремонт шатунов
Ремонт шатунов заключается в замене втулки верхней головки и последующей ее обработке под поршневой палец номинального размера или обработке имеющейся втулки в шатуне под штифт ремонтного размера.
Запасные части комплектуются втулками такого же размера, намотанными из коричневой ленты ОЦС4-4-2,5 толщиной 1 мм.
При вдавливании новой втулки в шатун убедитесь, что отверстие во втулке совмещено с отверстием в верхней головке шатуна, чтобы обеспечить смазку поршневого пальца.
После запрессовки втулка герметизируется гладкой пряжкой до диаметра 24,3 + 0'045 мм, а затем уже разворачивается или просверливается до номинального или ремонтного размера с допуском мм.
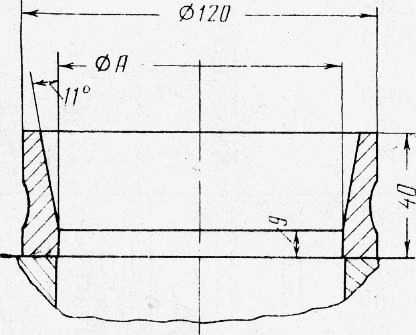
Рис. 7. Инструмент для установки поршня с кольцами в цилиндр
.Расстояние между центрами отверстий нижней и верхней головок шатунов должно быть 168 ± 0,05 мм; допустимая непараллельность осей в двух взаимно перпендикулярных плоскостях не более 0,04 мм на длине 100 мм; овальность и конусность не должны превышать 0,005 мм. Для соблюдения указанных размеров и допусков рекомендуется вставить втулку для верхнего отверстия шатуна в прибор.
После раскладывания отверстия подгоняют на специальной шлифовальной головке, удерживая шатун в руках, как показано на рис. 8.
Шлифовальные камни головки устанавливаются микрометрическим винтом на требуемый ремонтный размер. Чистота обработки - V8.
Шатуны с овальностью более 0,05 мм в нижней головке блока цилиндров для вкладышей забракованы.
Замена и ремонт поршневого пальца
Поршневые пальцы с увеличенным диаметром 0,08 мм используются для замены поршневых пальцев без предварительной подготовки отверстий поршня и верхней головки шатуна.Использование пальцев, увеличенных на 0,12 и 0,20 мм, требует предварительной обработки отверстий в отверстии поршня и в верхней головке шатуна, как описано выше (см. Разделы «Замена поршня» и «Ремонт шатуна»).
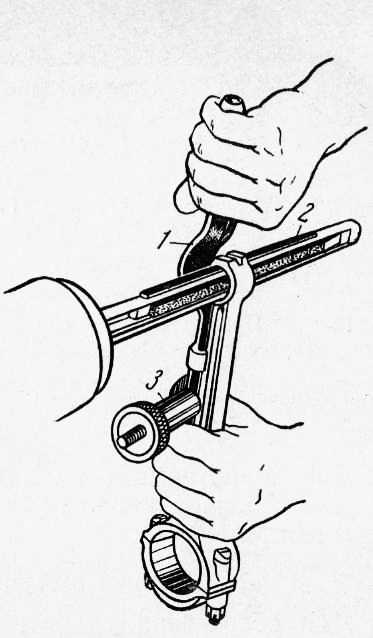
Рис. 8. Доработка отверстия в верхней головке шатуна: 1 - ручка; 2 - шлифовальная головка; 3 - терминал
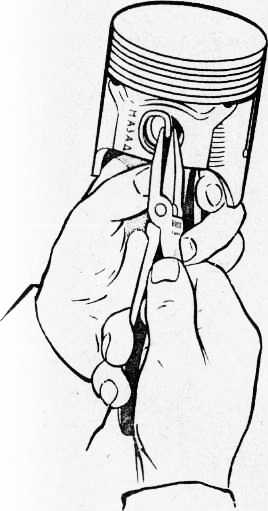
Рис. 9. Демонтаж стопорных колец поршневого пальца
.Перед тем, как выдавить палец из поршня, снимите стопорные кольца пальца с помощью плоскогубцев (рис.9). Сожмите и вдавите палец в устройство, как показано на рис. 10. Перед нажатием на палец поршень нагревают до 70 ° C в горячей воде.
Поршневые пальцы ремонтируются путем шлифовки больших ремонтных размеров на меньшие или путем хромирования с последующей механической обработкой до номинального или ремонтного размера.
Сборка узла шатун-поршень
Чтобы обеспечить безударную работу узла шатун-поршень, поршень, поршневой палец и шатун согласованы с минимальными зазорами, необходимыми для нормальной смазки.
Поршневой палец верхней головки шатуна выбран с люфтом 0,0045-0,0095 мм. На практике палец выбирают так, чтобы при нормальной комнатной температуре он плавно перемещался в отверстии верхней головки шатуна от небольшого усилия большого пальца.
Палец установлен в поршень с натягом 0,0025 - 0,0075 мм. На практике поршневой палец выбирается таким образом, чтобы при нормальной комнатной температуре поршневой палец не входил в поршень вручную, а когда поршень нагревается в горячей воде до температуры 70 ° C, он будет войти в него свободно.Поэтому перед сборкой пальца с поршнем поршень необходимо нагреть в горячей воде до 70 ° C. Нажатие на палец без предварительного нагрева поршня повредит поверхность отверстий в ступицах поршня, а также приведет к деформации самого поршня. Сборка узла шатун-поршень производится в том же устройстве, что и разборка.
Обратите внимание, что для поддержания баланса двигателя разница в весе поршней в двигателе и шатунов не должна превышать 8 г.
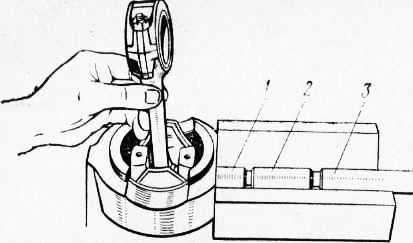
Рис.10. Устройство для запрессовки поршневого пальца: 1 - направляющая; 2 - палец; 3 - поршень
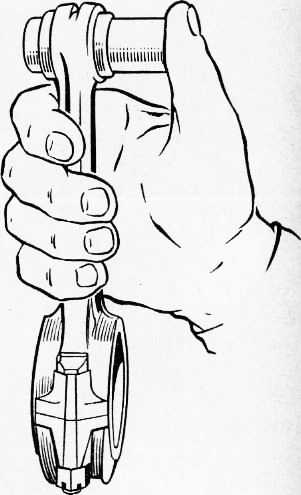
Рис. 11. Выбор поршневого пальца
Стопорные кольца для шпилек должны плотно прилегать к канавкам. Не рекомендуется использовать старые стопорные кольца.
Из-за сложности подбора поршневого пальца для поршня и шатуна (необходимость обеспечения номинального расхода) поршни поставляются в запчастях в сборе с поршневым пальцем и стопорными кольцами.
Ремонт коленчатого вала
Ремонтные размеры шатуна и коренной шейки определяются размерами комплектов шатунов и коренных подшипников, производимых в запасных частях.
Радиальные зазоры в коренных подшипниках шатуна и коленчатого вала должны составлять 0,026–0,077 и 0,026–0,083 мм соответственно. Шейки переточены с допуском -0,013 мм. Например, при шлифовании шейки вала для ремонтных комплектов первой втулки размеры шатуна и коренной шейки должны быть в пределах 57,750-57,737 и 63,750-63,737 мм соответственно.
Ремонтный размер шейки шатуна может не совпадать с ремонтным размером коренных шеек, но все шейки шатуна и все шейки должны быть заменены на одинаковый ремонтный размер.
Фаски и отверстия на переднем и заднем концах ролика не подходят для установки ролика в центре шлифовального станка. Для этого нужно сделать съемные средние стекла: передний центр прижимается к шейке диаметром 38 мм, а задний центр центрируется по внешнему диаметру хомута (122 мм) голенища и прикручивается к нему. Это.При выполнении мер по переходу убедитесь, что центральное отверстие концентрично установочному отверстию. При несоблюдении этого условия невозможно обеспечить необходимую соосность посадочных мест маховика и шестерен по отношению к осям основных шкворней.
При шлифовании шейки шатуна вал устанавливается на дополнительном приспособлении, соосном с осями шейки шатуна. Для этого можно использовать средние чашки, на фланцах которых есть два дополнительных центральных отверстия, расположенных на расстоянии 46 ± 0,05 мм от центрального отверстия.
Для лицевой стороны лучше сделать новый центральный фланец, закрепленный на шейке диаметром 40 мм (ключ) и дополнительно закрепленный винтом (трещоткой), вкручиваемым в резьбовое отверстие.
Перед шлифовкой шейки необходимо углубить скосы по краям масляных каналов так, чтобы их ширина после снятия всего припуска на шлифовку была в пределах 0,8–1,2 мм. Делается это наждачным камнем с углом при вершине 60-90 °, забиваемым электродрелью.
При шлифовании шейки шатуна соблюдайте осторожность, чтобы не прикасаться шлифовальным кругом к боковым поверхностям шейки шатуна.В противном случае осевой зазор шатунов будет слишком большим, и шатуны будут стучать. Радиус перехода к боковой поверхности выдерживать в пределах 1,2-2 мм. Поверхность шеи после обработки должна быть V9. Помол происходит при обильном охлаждении эмульсии.
В процессе шлифования необходимо выдерживать:
- расстояние между осями коренных шеек и шатунов в пределах 46 + 0,05 мм;
- овальность шейки и конус не более 0,01 мм; угловая установка шейки шатуна в пределах ± 0 ° 10 ';
- непараллельность оси шатунных цапф с осью коренных шеек не более 0,012 мм по всей длине шатунных шейек;
- биение (при установленном валу с крайними коренными шейками на призмах) средних коренных шеек не более 0,02 мм, шейки шестерен распределительного вала - до 0,03 мм, а шейки ступицы шкива и заднего сальника - до 0, 04 мм.
После шлифовки шейки коленчатый вал промывают и масляные каналы очищают от абразивов и отложений смолы с помощью металлической щетки и керосина. В этом случае заглушки грязеуловителя снимаются. После очистки грязеуловителей и каналов завинтите заглушки на место и закройте каждую из них, чтобы предотвратить самопроизвольное опрокидывание.
Масляные каналы следует очищать также при текущем ремонте двигателя со снятым с блока коленчатым валом.
После ремонта необходимо собрать коленчатый вал с маховиком и сцеплением, которые были на нем до ремонта. В этом случае сцепление должно быть установлено на маховике в соответствии с заводской маркировкой «O», нанесенной на обе части рядом, рядом с одним из болтов, которыми крышка сцепления крепится к маховику.
Перед установкой на двигатель коленчатый вал динамически балансируется на балансировочном станке. Перед этим необходимо центрировать диск сцепления с валом привода КПП или специальным штифтом.
Дисбаланс устраняется путем сверления металла в ободе маховика радиусом 158 мм сверлом диаметром 12 мм. Глубина сверления не должна превышать 12 мм. Допустимый дисбаланс не превышает 70 Гсм.
Замена коренного подшипника коленчатого вала и шатунного подшипника
Замена втулок коренных подшипников и шатунов происходит при увеличении диаметрального зазора в подшипниках более чем на 0,15 мм. Детонация подшипников происходит, когда зазоры превышают определенное значение, увеличивается расход смазки и падает давление масла в маслопроводе, так как смазка свободно вытекает из подшипников, а производительность масляного насоса недостаточна для поддержания нормального давления.
Расход смазочного материала увеличивается из-за того, что количество масла, попадающего на стенки цилиндра из-за разбрызгивания, увеличивается настолько, что поршни и поршневые кольца не справляются с задачей регулирования масляной пленки на стенках цилиндров и проходят через значительное количество в камеру сгорания, которая горит.
В результате утечки смазки из подшипников и падения давления масла в маслопроводе масляная пленка в подшипниках разрывается, появляется полусухое трение, в результате чего увеличивается износ гильз и коленчатого вала. количество журналов.
Таким образом, своевременная замена вкладышей подшипников коленчатого вала продлит срок службы коленчатого вала и всего двигателя.
Запасные части поставляются с вкладышами коренной и шатунной с номинальными и межремонтными размерами. Ремонтный размер плитки отличается от номинального размера плитки минус 0,05; 0,25; 0,50; 0,75; 1.0; Внутренний диаметр 1,25 и 1,50 мм. Накладки продаются комплектами на один двигатель.
Вкладыши коренного подшипника и шатуна заменяются без регулировки.
В зависимости от износа цапф при первой замене втулки необходимо использовать втулку с номинальным или, в крайнем случае, размером первого ремонта минус 0,05 мм.
Вкладыши второго и последующих ремонтных размеров устанавливаются в двигатель только после шлифовки шейки коленчатого вала.
Если в результате многократной шлифовки диаметры шейки коленчатого вала уменьшаются настолько, что втулки последнего ремонтного размера для этого не подходят, необходимо произвести повторную сборку двигателя с новым валом.В этом случае комплект ВК-21А-1005014 поставляется в качестве запасных частей, состоящий из коленчатого вала и комплектов коренных подшипников и шатунов номинального размера.
Радиальный люфт в коренных подшипниках шатуна и коленчатого вала должен составлять 0,026-0,077 и 0,026-0,083 мм соответственно.
Проверить люфт подшипников просто и надежно. При этом считается, что при нормальных зазорах шатун без поршня, установленный на шейке вала с полностью затянутой крышкой, должен под собственным весом плавно опускаться из горизонтального положения в вертикальное.С нормальным зазором коренных подшипников; Коленчатый вал с полностью затянутыми крышками, без шатунов, нужно проворачивать вручную двумя коленями без заметного усилия.
При проверке «на ощупь» коренные и шатунные шейки смазываются маслом, залитым в картер двигателя.
При замене наушников соблюдайте следующие правила.
Замена пластин без регулировки и только попарно.
Половинки вкладышей коренных подшипников с отверстиями для маслоснабжения в центре укладываются в станину блока, а половинки без отверстий - в крышки.
Убедитесь, что крепежные крючки на соединениях ушных вкладышей свободно (от усилия руки) входят в пазы в кроватях.
Одновременно с заменой вкладыша необходимо очистить грязеуловитель в пальцах шатуна.
Подшипники шатуна можно заменить, не снимая двигатель с шасси автомобиля. Замена вкладышей коренных подшипников более трудоемка, поэтому ее лучше проводить при снятом с шасси автомобиля двигателе.
После замены втулки двигатель проходит обкатку, как описано в главе «Обкатка двигателя после ремонта».
Если двигатель не снимался с автомобиля при замене втулки, не превышайте скорость 60 км / ч в течение первых 1000 км езды.
Параллельно с заменой вкладыша следует проверять осевой зазор в упорном подшипнике коленчатого вала, который должен находиться в пределах 0,075-0,175 мм. Если осевой люфт оказывается чрезмерным (более 0,175 мм), упорные шайбы необходимо заменить на новые. Шайбы выпускаются четырех типоразмеров толщины: 2350-2375; 2,375–2400; 2400-2425; 2425-2450 мм.Зазоры упорного подшипника проверяются следующим образом. Поместите отвертку (рис. 12) между первым кривошипом вала и передней стенкой блока и, используя ее как рычаг, сожмите вал по направлению к задней части двигателя. С помощью щупа определяется зазор между торцом шайбы заднего упорного подшипника и плоскостью выступа первой коренной шейки.
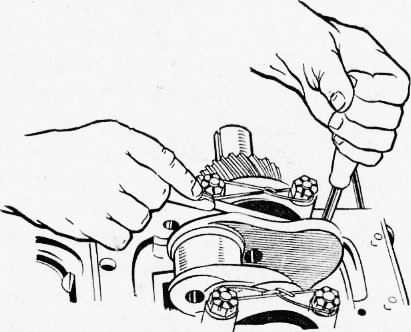
Рис. 12. Проверка осевого зазора коленвала
.Ремонт распределительного вала
Типичные неисправности распределительного вала, возникающие при работающем двигателе, включают износ шейки подшипников вала, износ кулачков и прогиб вала.Эти поломки распределительного вала вызывают детонацию в клапанном механизме, а увеличение зазоров подшипников также приводит к падению давления масла в системе смазки.
Зазоры в подшипниках распределительных валов заполняются шлифовкой шейек подшипников вала, уменьшением их размера (не более 0,75 мм) и заменой изношенных втулок на заглушки с последующим сверлением до размеров магазинной переточки.
Перед шлифовкой шеек распределительных валов канавки на первой и последней шейках зенкованы на величину уменьшения диаметра этих шеек, так что после шлифовки шеек обеспечивается смазка зубчатых колес и оси коромысел.Шлифовка шейки производится в центрах с допуском -0,02 мм. После шлифовки шейки полируются. Гильзы удобнее прессовать и запрессовывать со стержнями с резьбой (соответствующей длины) с гайками и шайбами.
Полуфабрикаты втулки подшипников распределительного вала, поставляемые в качестве запасных частей в комплекте на один двигатель, имеют такой же внешний диаметр, как и номинальные втулки, поэтому они запрессовываются в отверстия блока без предварительной обработки.
Для обеспечения достаточной толщины слоя баббита размер ремонта по диаметрам всех втулок должен быть одинаковым.
При запрессовке втулок убедитесь, что их боковые отверстия совпадают с масляными каналами в блоке. Втулки просверливаются, уменьшая диаметр каждой последующей втулки, начиная с переднего конца блока, на 1 мм.
При растачивании втулок необходимо выдерживать расстояние между осями коленчатого вала и отверстиями распределительного вала в пределах 118 + 0,025 мм. Проверяется этот размер. На переднем конце блока отклонение от совмещения отверстий в втулках не должно превышать 0,04 мм, а отклонение от параллельности коленвала и распредвалов должно быть 0,04 мм по длине блока. .Чтобы обеспечить соосность гильз в заданных пределах, их обрабатывают одновременно длинной и достаточно жесткой расточной оправкой с установленными на ней резцами или развертками в зависимости от количества опор. Необходимо установить планку поверх отверстий вкладыша коренного подшипника.
Слегка изношенные кулачки распредвалов зачищаются наждачной бумагой: сначала крупнозернистой, а затем шлифованной мелкозернистой бумагой. В этом случае наждачная бумага должна покрывать не менее половины профиля кулачка и иметь некоторое натяжение, чтобы обеспечить наименьшее искажение профиля кулачка.
При износе кулачков на высоте более 0,5 мм распредвал заменяется новым, поскольку при таком износе снижается наполнение цилиндра и, как следствие, мощность двигателя.
Кривизна распредвала проверяется индикатором на задней стороне впускных и выпускных головок распредвала второго и третьего цилиндров. В этом случае вал устанавливается по центрам. Если измеренное таким образом биение вала превышает 0,03 мм, вал выпрямляется.
Восстановление герметичности клапана
Нарушение герметичности клапана при правильном расстоянии между стержнями клапана и коромыслами (0,25-0,30 мм), а также при правильной работе карбюратора и запальных устройств выявляется по характеристике щелчки из глушителя и карбюратора.При этом двигатель работает с перебоями и не развивает полную мощность.
Герметичность клапанов восстанавливается притиркой рабочих фаз клапанов в их гнезда. Если на рабочих фасках клапанов и седел есть втулки, дефекты колец или царапины, которые нельзя удалить притиркой, фаски на клапанах и седлах шлифуются, а затем клапаны притираются к седлам. Клапаны с покоробленной головкой заменяются на новые.
Притирка арматуры производится пневматической или электродрелью (завод ГАРО в Чистополе производит для этой цели пневматическую дрель модели 2213) или вручную с помощью вращающегося колеса модели 55832.Во всех случаях притирка выполняется возвратно-поступательными вращательными движениями, при которых клапан поворачивается в одном направлении немного больше, чем в другом. Для шлифования под клапаном устанавливается технологическая пружина с низкой упругостью, которая немного приподнимает клапан над седлом. При легком нажатии клапан должен сесть на свое седло. Внутренний диаметр пружины составляет примерно 10 мм.
Для ускорения измельчения используется шлифовальная паста, состоящая из одной части микропорошка М20 по ГОСТ 3647-59 и двух частей индустриального (веретенного) масла по ГОСТ 1707-51.Перед употреблением смесь тщательно перемешивают. Притирка приводит к равномерной матовой фаске по окружности на рабочих поверхностях седла клапана и диска. В конце притирки содержание микропорошка в притирочной пасте уменьшается, и притирка заканчивается одним чистым маслом. Вместо полироли можно использовать абразивный порошок № 00, смешанный с моторным маслом.
Для шлифования рабочих скосов арматуры можно использовать настольный шлифовальный станок модели 2414 или 2178 Чистопольского завода ГАРО.В этом случае шпиндель клапана зажимается в центрирующем выступе передней бабки, который устанавливается под углом 44 ° 30 'к рабочей поверхности точильного камня. Уменьшение угла наклона рабочего перекоса на головке клапана на 30 'по отношению к углу перекоса седел ускоряет приработку и улучшает герметичность клапанов. При шлифовке с головки клапана удаляется минимальное количество металла, необходимое для устранения дефектов. При этом высота цилиндрического пояса головки клапана после шлифовки рабочей фаски должна быть не менее 0,7 мм, а соосность рабочей фазы относительно штока - в пределах 0,03 мм от общих показаний манометра.Биение штока клапана не должно превышать 0,02 мм. Клапаны с большим биением заменяются на новые. Переточить штоки клапанов до меньшего размера нецелесообразно, поскольку возникает необходимость в изготовлении новых трещин для пластин пружин клапана.
Фаски седел отшлифованы под углом 45 ° соосно с отверстием в втулке. Ширина фаски должна составлять 1,6-2,4 мм. Рекомендуется использовать инструмент, показанный на рис. 14. Шлифуйте опору до тех пор, пока камень не начнет покрывать всю рабочую поверхность, без использования паст или масла.

Рис. 13. Притирка клапанов
После грубой обработки седло тонко шлифуется, заменяя мелкозернистый камень. Биение перекоса седла относительно оси отверстия втулки клапана не должно превышать 0,03 мм. Замените изношенные сиденья новыми. Запасные части Седла клапана имеют наружный диаметр на 0,25 мм больше, чем седла, установленные на заводе. Изношенные седла вырезаются из головки твердосплавной цековкой. После снятия седла седло в головке просверливается до 38,75 мм для выпускного клапана и 47,25 + °> 025 мм для впускного клапана.Перед нажатием на сиденья голова нагревается до температуры 170 ° C, а сиденья охлаждаются сухим льдом. Нажатие должно производиться быстро с помощью штифтов, чтобы не допустить нагрева сидений. После остывания голова плотно обхватывает сиденья. Чтобы увеличить прочность седла, они имеют тиснение по внешнему диаметру с плоским штифтом, чтобы заполнить фаску седла. Затем сиденья шлифуются до необходимого размера и притираются.
Если износ штока клапана и направляющей втулки настолько велик, что зазор в их контакте превышает 0,25 мм, герметичность клапана восстанавливается только после замены клапана и его втулки.В запчастях клапаны выпускаются только номинальных размеров, а направляющие втулки с внутренним диаметром уменьшенным на 0,3 мм разворачиваются до окончательного размера после вдавливания в головку блока цилиндров.
Рис. 14. Устройство для шлифования седел клапанов: 1 - разрезная втулка; 2 - оправка; 3-шлифовальный круг; 4 - свинцовая шайба; 5 - направляющая втулка; 6 - тело головы; 7 - штифт; 8 - шнурок; 9 - наконечник; 10 - гибкий вал; 11 - вал электродвигателя; 12 - электродвигатель
Изношенная направляющая втулка выдавливается из головки пробойником (рис.15).
Новая втулка прижимается к боковой стороне коромысел тем же штампом до упора в стопорное кольцо на втулке. В этом случае, как и в случае запрессовки седел клапанов, головка должна быть нагрета до температуры 170 ° C, а втулка - охлаждена сухим льдом.
После замены втулок клапанов седла притираются (по отверстиям во втулках), а клапаны притираются к ним. После шлифовки седел и притирки клапанов все газовые каналы, а также все места, куда могла попасть абразивная пыль, тщательно промываются и продуваются сжатым воздухом.
Рис. 15. Выколотка направляющих клапана
Пористые металлокерамические втулки клапана. После отделки и ополаскивания рукава замачивают в масле. Для этого в каждую гильзу помещают смоченный в веретеновом масле войлочный фитиль на несколько часов. Перед сборкой штоки клапанов смазываются тонким слоем смеси, приготовленной из семи частей коллоидно-графитового масляного препарата (ГОСТ 5262-50) и трех частей масла МС20 (ГОСТ 1013-49).
Замена пружин клапанов
Основные неисправности пружин клапанов, возникающие в процессе эксплуатации, - это потеря эластичности, трещины или разрывы витков.
Эластичность клапанных пружин проверяется при разборке клапанного механизма. Усилие, необходимое для сжатия новой пружины клапана до длины 46 мм, должно находиться в диапазоне 28-33 кг, а при длине 37 мм - в диапазоне 63-70 кг. Если сжимающая сила пружины до длины 46 мм меньше 24 кг, а до длины 37 мм меньше 57 кг, то такую пружину заменяют на новую.
Пружины с трещинами, трещинами или коррозией забракованы.
Замена толкателей и ремонт их направляющих в блоке
Направляющие толкателя изнашиваются незначительно, поэтому нормальный люфт в этом интерфейсе чаще всего восстанавливается при капитальном ремонте двигателя путем замены изношенных толкателей на новые. Для запчастей изготавливаются только толкатели номинальных размеров. Если при замене толкателей не удается получить необходимые расстояния между их стержнями и направляющими в блоке, то просверливаются направляющие отверстия диаметром 30 + 0,033 лш, в них запрессовываются ремонтные гильзы на красном грифеле или шеллаке. а затем просверливают до диаметра 25 + 0,025 мм.0 + о'ш) мм, внутренний - 24 мм, длина 41 мм.
Толкатели входят в отверстия с зазором 0,040-0,015 мм.
Правильно подобранный толкатель, смазанный жидким минеральным маслом, должен под собственным весом плавно опускаться в гнездо блока и свободно в нем вращаться.
Толкатели, имеющие радиальные царапины, износ или сколы рабочей поверхности на концах пластин, заменяют на новые.
Ремонт привода распределителя
Изношенные детали привода распределителя заменены или отремонтированы.
Изношенный диаметр приводного ролика делителя восстанавливается хромированием с последующей шлифовкой до размера 13 ~ 0,012 мм. Когда канавка ролика изношена до размера более 3,30 мм, а толщина шпинделя меньше 3,86 мм, ролик заменяется новым.
Ведущая шестерня распределителя, имеющая трещины, сколы или значительные впадины на поверхности зуба, а также износ отверстия под палец до размера (диаметра) более 4,2 мм, заменяется на новую.
Для замены вала или шестерни привода распределителя шестерню выдавливают из вала, предварительно выпрессовав штифт шестерни с подбородком диаметром 3 мм. При выдавливании шестерни с ролика корпус привода 6 устанавливается верхним концом на кронштейн с отверстием для прохода узла ведущего ролика с прижимной втулкой.
При установке привода соблюдайте следующие правила.
После установки в корпус привода распределителя необходимо смазать приводной вал распределителя (вместе с упорной втулкой) индустриальным маслом или маслом, используемым для двигателя.
В этом случае центр полости между двумя зубьями на конце должен быть смещен от оси шлицевого вала вала на 5 ° 30 '± 1 °, как показано на рис. 16.
Ролик должен свободно вращаться вручную в собранном приводе распределителя.
Ремонт масляного насоса
При сильном износе деталей масляного насоса падает давление в системе смазки и возникает шум. Поскольку давление масла в системе также зависит от состояния редукционного клапана, перед разборкой насоса проверьте упругость пружины редукционного клапана.Эластичность пружины считается достаточной, если для ее сжатия на длину 40 мм требуется усилие 4,35–4,85 кг.
Ремонт масляного насоса обычно заключается в шлифовке крышек, замене шестерен и сальников.
При разборке насоса предварительно просверлите заклепанную головку пальца втулки на его ролике, выбейте палец, снимите втулку и крышку насоса. После этого ролик помпы с ведущей шестерней вынимается из корпуса помпы со стороны крышки.
Рис. 16. Положение ведущего колеса на ролике: B - ось, проходящая через центр зубьев
.В запчастях шестерня привода масляного насоса поставляется в комплекте с роликом, что значительно облегчает ремонт масляного насоса.
При снятии ведущего колеса и вала штифт просверливается сверлом диаметром 3 мм.
Вал с изношенной канавкой на верхнем конце шириной до 4,15 мм и более заменяется новым. При замене ролика насоса на новый ведущее колесо прижимается к нему с размерами от конца ролика с прорезью до верхнего конца ведущего колеса 63 + 0,12 мм.Отверстие под штифт
в шестерне и валу диаметром мм и глубиной 19 ± 0,5 мм, запрессовав шестерню на вал, просверлите. Штифт должен иметь диаметр 3 °, диаметр 4 мм и длину 18 мм.
Замена ведущей и ведомой шестерен на новые с износом. Установленные в корпусе насоса ведущая и ведомая шестерни должны легко проворачиваться вручную при вращении карданным валом.
Если есть значительная (более 0,05 мм) выемка на внутренней стороне экрана от концов шестерен, его полируют «так чисто».
Между крышкой и корпусом насоса устанавливается паронитовая прокладка толщиной 0,3 - 0,4 мм.
Использование шеллака, краски или других герметизирующих веществ при сборке уплотнения и установке более толстого уплотнения не допускается, так как это снижает производительность насоса.
При установке насоса соблюдайте следующую последовательность.
Наденьте втулку на приводной вал, соблюдая расстояние между концом приводного вала и концом втулки 8 мм (рис.17). В этом случае зазор между корпусом насоса и другим концом втулки должен быть не менее 0,5 мм.
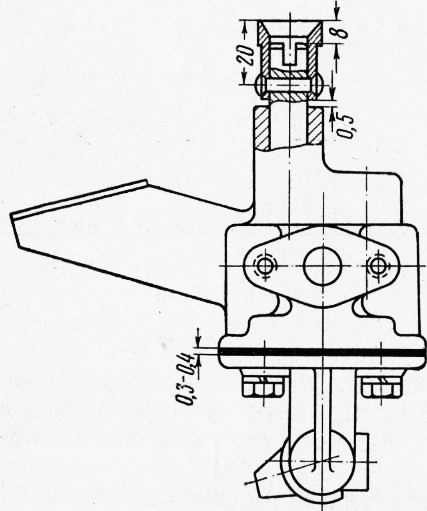
Рис. 17 Крепление втулки на валу масляного насоса
Если производительность насоса не может быть восстановлена путем ремонта, его необходимо заменить на новый. Для этого в качестве запасных частей поставляются комплекты ВК-21-1011100, состоящие из масляного насоса в сборе, уплотнительного кольца маслосборной трубки и шплинта.
Ремонт водяного насоса
Типичными дефектами водяного насоса являются: протекание воды через сальник рабочего колеса из-за износа текстолитовой уплотнительной шайбы или повреждения резинового сальника сальника; износ подшипников; трещины и трещины в рабочем колесе водяного насоса.
Утечка воды из насоса устранена заменой текстолитовой уплотнительной шайбы и резиновой манжеты. Для указанной замены снимите насос с двигателя, отцепив его от опоры, снимите рабочее колесо съемником (рис. 18), а затем снимите уплотнительную шайбу и сальник. Запасные части поставляются в комплекте ВК-21-1300101, состоящем из манжетного кольца, уплотнительной шайбы, пружины, держателя пружины и прокладки корпуса насоса.
Сальник ротора устанавливается в следующем порядке: вставьте узел резиновой манжеты в держатель сальника на корпусе, а затем текстолитовую шайбу. При этом часть вала насоса, соединенная с резиновой манжетой, смазывается мылом перед установкой сальника и прижимом рабочего колеса, а конец рабочего колеса, контактирующий с прочной текстолитовой шайбой, - тонким слоем графитовой смазки.
Конец сальника перед регулировкой проверяется на наличие краски.При сжатии сальника до высоты 13 мм окончательный слепок должен иметь не менее двух полностью замкнутых кругов без зазоров.
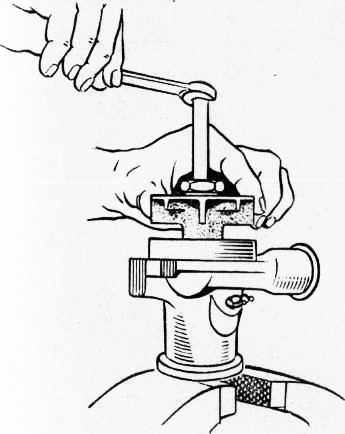
Рис. 18. Снятие крыльчатки водяного насоса
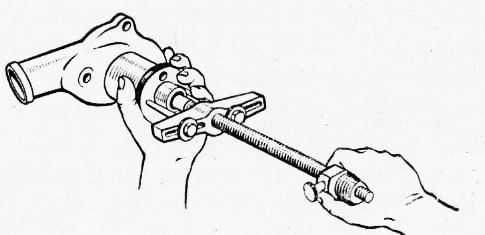
Рис. 19. Демонтаж ступицы шкива водяного насоса
Прижмите ротор к ролику с помощью ручного пресса, пока его ступица не остановится на конце плоского стержня. В этом случае насос должен опираться на стол передним концом ролика, а нагрузка прилагается к ступице рабочего колеса.
Для замены подшипников или ролика демонтируйте насос в следующем порядке.
Выдавите рабочее колесо из вала насоса и снимите уплотнительную шайбу и резиновый фланец, как описано выше.
Ослабьте болт ступицы шкива и снимите его съемником.
Снимите стопорное кольцо подшипника с корпуса насоса и с помощью медного молотка (или пресса) выбейте вал с подшипниками из корпуса насоса, поместив передний конец корпуса на кронштейн с отверстием для прохода подшипников. через.
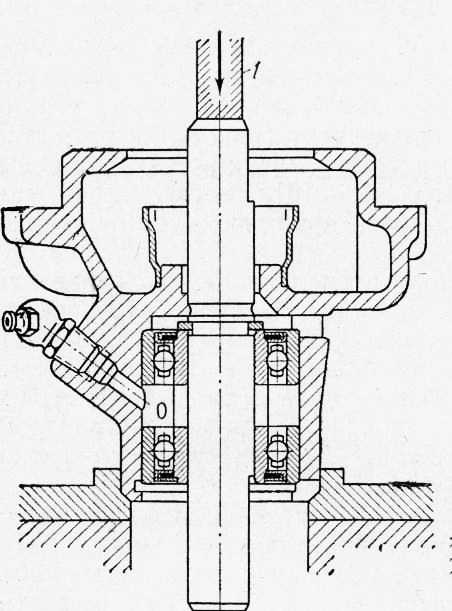
Рис. 20. Чтобы выдавить ролик водяного насоса: 1 - нажать на плунжер
. 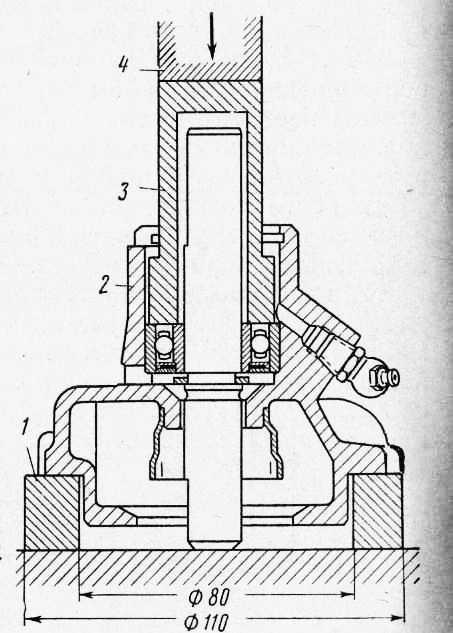
Рис. 21. Запрессовка ролика с подшипником в корпус насоса: 1 - стойка; 2 - корпус насоса; 3 - оправка; 4 - пресс плунжерный
Соберите насос в обратном порядке. В этом случае новый подшипник одновременно прижимается к валу и в корпусе с помощью ручного пресса и шпинделя, как показано на рис. 21. Войлочная сальник подшипника должна быть обращена к стопорному кольцу.Надев распорную втулку на вал, выдавите второй подшипник с войлочным сальником.
После установки стопорного кольца на фартук конец ролика прижимается к ступице шкива, прижимая ролик к его заднему концу. Следует отметить, что при запрессовке ступицы зазор между подшипником и стопорным кольцом на ролике выбирается полностью.
Дальнейшая установка насоса описана выше.
После сборки водяного насоса полость корпуса между подшипниками заполняется смазкой 1-13 (до выхода из смотрового отверстия).
При установке водяного насоса в сборе на двигатель необходимо заменить паронитовую прокладку между корпусом и опорой насоса.
Ремонт карбюратора
Неисправности карбюратора приводят к чрезмерной обедненной или обогащенной топливной смеси, затруднениям при запуске, нестабильной работе двигателя на низких оборотах холостого хода.
При ремонте карбюратора выполните следующие работы.
Поврежденный игольчатый клапан поплавковой камеры карбюратора заменяется седлом.Заодно проверьте легкость вращения поплавка вокруг своей оси.
Забитые топливные форсунки продуваются сжатым воздухом. Если пропускная способность форсунки при испытании на приборе не соответствует данным, приведенным в главе «Система подачи». Карбюратор К-22И », потом такой поток заменяют.
Перед тем, как открутить блок форсунки, очистите его от грязи и промойте резьбовой канал, иначе блок может застрять в корпусе. Для облегчения откручивания блока корпус поплавковой камеры предварительно нагревают, оборачивая проточную часть канала тканью, смоченной горячей водой.
Утечка в соединениях карбюратора устраняется заменой прокладок и затяжкой ослабленных соединений и заглушек.
Помимо регулировки уровня топлива и замены (при необходимости) игольчатого клапана с седлом, проверьте герметичность поплавка, погрузив его на 30-40 секунд в воду, нагретую до температуры 80-90 ° С. При повреждении поплавка вылезут пузырьки воздуха. В таком случае поплавок следует закрыть оловом после выдержки в горячей воде до полного испарения и вытекания попавшего в него топлива или замены его новым.Вес поплавка должен составлять 18 ± 0,5 г.
Топливные форсунки увеличенной емкости заменяются, а забитые форсунки продуваются сжатым воздухом. Поврежденный клапан экономайзера подкачивающего насоса необходимо заменить.
Неполное открытие воздушной заслонки карбюратора устраняется регулировкой ее управляющего привода.
В результате ремонта карбюратор должен обеспечивать: легкий запуск двигателя; стабильная работа двигателя на холостом ходу; реакция дроссельной заслонки автомобиля.
При переключении с одного рабочего режима на другой (с нагрузкой или без) не должно быть ретроспективного кадра карбюратора или провалов двигателя. Минимальные стабильные обороты коленчатого вала двигателя на холостом ходу должны быть в пределах 400-500 об / мин. При проверке карбюратора на легкость пуска двигателя допускается кратковременное использование воздушной заслонки. Во всех остальных случаях воздушная заслонка должна быть полностью открыта.
Работу карбюратора проверяют только при нормальной температуре двигателя.
Ремонт топливного насоса
Основным отказом топливного насоса является отказ диафрагмы, негерметичность клапана, снижение упругости пружины диафрагмы, износ приводных рычагов и давления в насосе. Указанные неисправности вызывают перебои в работе двигателя или его полную остановку из-за прекращения подачи топлива.
Поврежденная диафрагма определяет утечку топлива через отверстие в корпусе насоса. Незакрепленные клапаны вызовут отказ двигателя и затруднят запуск. Для ремонта разбирается топливный насос и проверяется состояние его деталей.Поврежденную диафрагму, неисправные клапаны и прокладку стакана необходимо заменить.
Упругость диафрагменной пружины 5 считается достаточной, если для ее сжатия на длину 15 мм требуется сила в диапазоне 5,0–5,2 кг. Пружина, не отвечающая этому требованию, заменяется.
Рычаг и оси рычага в случае заметного износа заменяются новыми или заменяются путем приваривания пружинной стали к изношенной части и последующей сборки по шаблону.В месте сварки металла рычаг после регулировки нагревается до красного каления и закаливается в воде. Развитые отверстия в рычагах воссоздают сваркой, а затем просверливанием отверстий или вдавливанием в них втулок с внутренними отверстиями, соответствующими диаметру оси.
90 981
Рис. 22. Устройство крепления диафрагмы: 1 - корпус; 2 - установочный штифт; 3 - диафрагма насоса; 4 - ключ; 5 - рычаг: 6 - ось рычага 9000 3
После разборки помпы все детали помпы тщательно промываются в бензине.
Рекомендуется изготавливать подузел диафрагмы на оборудовании, показанном на Рисунке 1. 22. При затяжке гайки шпинделя гаечным ключом все детали зажимаются рычагом для предотвращения скольжения диафрагм относительно друг друга. В правильно собранной диафрагме прямоугольное отверстие на конце штока диафрагмы должно лежать в плоскости, проходящей через два диаметра, противоположных отверстиям диафрагмы. Собранную мембрану нужно на 12-20 часов опустить в бензин для размягчения ее листов.Собранная диафрагма устанавливается в корпус насоса в следующей последовательности.
Переместите маховик в крайнее нижнее положение.
Возьмитесь за корпус насоса левой рукой и надавите большим пальцем на выступ рычага давления диафрагмы так, чтобы другой конец рычага поднялся вверх. Правой рукой, сжимая пружину и слегка поворачивая диафрагму против часовой стрелки, соедините шток диафрагмы с рычагом привода.
Совместите отверстия в диафрагме с отверстиями в корпусе насоса, повернув диафрагму против часовой стрелки.Выравнивание отверстий путем поворота диафрагмы по часовой стрелке может вызвать плохое соединение между штоком диафрагмы и его рычагом.
Поместите бумажные прокладки под узлы всасывающего и нагнетательного клапанов.
При прикреплении головки топливного насоса к корпусу установите рычаг маховика насоса в самое верхнее положение, чтобы предотвратить складки листов диафрагмы. Сначала полностью затяните два противоположных винта, затем остальные (крест-накрест), чтобы избежать перекоса диафрагмы.Если эту операцию не выполнить правильно, диафрагма будет перетянута и срок ее службы сократится.
Топливный насос в сборе проверяется на наличие нагнетания, давления и разрежения. Подача должна начаться через 22 секунды при 120 оборотах распределительного вала, что эквивалентно 44 ходам рычага насоса. Насос должен создавать давление 150-210 мм рт. Кусок. и вакуум 350 мм рт. Кусок. минимум. Пропускная способность топливного насоса должна составлять 50 л / ч при 1800 об / мин распредвала.
Для испытания топливных насосов на заводе ГАРО в Киеве выпускается прибор модели НИИАТ-374.
Правильность работы топливного насоса можно проверить непосредственно на двигателе с помощью манометра со шкалой до 1,0 кг / см2 и шкалой 0,05 кг / см2.
Для этого необходимо:
- прогреть двигатель для стабильной работы на низких оборотах и, отсоединив топливный насос от карбюратора, подключить его через резиновый шланг с манометром;
- запустить двигатель на топливе, оставшемся в карбюраторе, и при малых оборотах холостого хода 2-3 минуты следить за показаниями манометра - они должны быть в пределах 0,2-0,3 кг / см2;
- Заглушите двигатель и посмотрите на манометр за падением давления.Давление должно упасть не более чем на 0,1 кг / см2 за 30 секунд.
Обкатка и обкатка двигателя после ремонта
Срок службы отремонтированного двигателя во многом зависит от стендовой обкатки и режима эксплуатации автомобиля в течение первых 3000 км пробега.
При работе в двигателе проверяют качество выполненных ремонтных работ, отсутствие посторонних шумов, стуков, протечек или протечек, на прогретом двигателе определяется зазор между коромыслами и клапанами; момент установки зажигания, регулировка карбюратора на минимально стабильные обороты, а также проверка давления и температуры в масляной системе и в системе охлаждения двигателя.
Следующий режим обкатки может быть рекомендован при использовании заводских запчастей для ремонта двигателя.
Обкатка в холодном состоянии при 1200-1500 об / мин в течение 15 минут.
Горячее состояние на холостом ходу: при 1000 об / мин 1 час, при 1500 об / мин - 1 час, при 2000 об / мин - 30 минут, при 2500 об / мин - 15 минут.
Регулировка и регулировка при 3000 об / мин.
Для смазки используйте масло с вязкостью 17-28 сСт (VU50 2,6-4,0) при 50 ° C.
При обкатке масла выделяется большое количество твердых частиц, которые не собираются масляным фильтром грубой очистки. Поэтому для полной очистки масла во время обкатки используется отдельная масляная система, состоящая из масляного бака достаточной емкости, масляного насоса с приводом от электродвигателя, масляного фильтра тонкой очистки, соединенного последовательно с системой и способного пропускать через весь объем масла, закачанного в двигатель, и систему подогрева и охлаждения масла.Масло подается в двигатель через сливное отверстие фильтра грубой очистки и свободно сливается через сливное отверстие масляного картера. Далее масло самотеком поступает в масляный бак, откуда после отстаивания перекачивается через фильтр в двигатель.
Давление масла должно быть минимум 3,25 кг / см2. и ее температура перед входом в двигатель не менее 50 ° С.
Температура воды на выходе из двигателя должна быть 70-85 ° С, а на входе - не менее 50 ° С.
Давление масла в маслопроводе прогретого двигателя должно быть не менее 0,6 кг / см2 при 500 об / мин, не менее 1,5 кг / см2 при 1000 об / мин и при 2000 об / мин в пределах 2,5–3,5 кг / см2.
Для завершения обкатки деталей двигателя не рекомендуется на первых 1000 км пробега автомобиля превышать скорость движения: на прямой передаче - 55 км / ч, на третьей передаче - 40 км / ч.
Избегайте перегрузки автомобиля и движения по сложным дорогам (грязь, песок, крутые подъемы).Перед троганием двигатель следует прогреть со скоростью 500-700 об / мин, пока он не заработает ровно, не задыхаясь. Для смазки в период обкатки автомобиля используется масло АС-6 или АС-8 ГОСТ 10541-63. Масло менять после первых 500 км пробега.
При последующих поездках автомобиля до 3000 км двигатель не должен перегружаться. Рекомендуется придерживаться умеренных скоростей (до 70 км / ч) и избегать езды по неровным дорогам.
ТО Категория: - УАЗ
А перед установкой необходимо подобрать поршни цилиндров двигателя ЗМЗ-40906.Поршни и цилиндры с наружным отверстием делятся на пять размерных групп. Поршни обозначены буквами внизу. Буква обозначения размерной группы диаметров цилиндров наносится краской на заглушки с левой стороны блока цилиндров.
После ремонта двигатель ЗМЗ-40906 может комплектоваться поршнями с номинальным диаметром 95,5 мм и размером первого ремонта 96,0 мм (с маркировкой «АР»). Поршни можно разделить на 2 весовые группы. Внизу отмечена группа более тяжелых поршней. Двигатель ЗМЗ-40906 должен комплектоваться поршнями той же весовой группы.Поршни для цилиндров следует подбирать группами по таблице ниже.
* - Ранее группы обозначались буквами русского алфавита - соответственно «А», «Б», «С», «Д», «Д».
Разрешается отбор поршней, включая рабочие цилиндры, без их обработки, из смежных групп после того, как поршень прошел проверку, указанную ниже. Рекомендуется проверить поршень на работу цилиндра, как указано ниже.
Проверка пригодности поршня для работы в цилиндре двигателя ЗМЗ-40906.
1. Плунжер в перевернутом положении под действием собственного веса или легкого толчка пальцами руки должен медленно опускаться по цилиндру.
2. Измерьте тяговое усилие динамометром с полоской щупа толщиной 0,05 мм и шириной 10 мм, опущенной на 35 мм между стенкой цилиндра и поршнем, вставленным в нее в перевернутом положении. Нижний край юбки поршня должен быть утоплен на 10 мм от верхнего конца блока.
Поместите щуп в плоскости, перпендикулярной оси поршневого пальца, то есть вдоль наибольшего диаметра поршня.Усилие при вытягивании зонда должно составлять 29-39 Н (3-4 кгс) для новых цилиндров и поршней. Замеры цилиндров, поршней и вытяжных поршней следует производить при температуре детали плюс 20 + -3 градуса.
Подбор пальцев для поршней и шатунов и сборка поршней с шатунами и шатунами.
Поршни разделены на 2 размерные группы в зависимости от диаметра отверстия под палец и помечены римской цифрой внизу. Шатуны разделены на 4 размерные группы в зависимости от диаметра отверстия втулки пальца и маркируются краской на штоке в районе головки поршня.Поршневые пальцы по внешнему диаметру можно разделить на 5 размерных групп, которые обозначены краской или латинскими буквами в конце, и 2 размерные группы, которые обозначены римской цифрой в конце.
Поршневые пальцы с разделением на 5 размерных групп и разделением на 2 размерные группы необходимо выбирать отдельно для поршней и шатунов в соответствии со следующими таблицами.
Шатуны и торцевые крышки отсортированы по весу на четыре группы и промаркированы краской на крышке шатуна. Цвет маркировки:
- Белый - соответствует весу шатуна 900-905 г.
- Зеленый - 895-900г.
- Желтый - 890-895 г.
- Синий - 885-890 г.
Для установки на двигатель ЗМЗ-40906 использовать шатуны той же группы по массе. Разница в весе агрегатов, установленных в двигателе (поршень с шатуном), не должна превышать 22 грамма. Перед установкой смажьте поршневой палец, используемый в двигателе, и вставьте в отверстия поршня и шатуна. Шатуны и поршни, снабженные поршневым пальцем, должны быть ориентированы следующим образом: «ПЕРЕДНИЙ» или «ПЕРЕДНИЙ» на поршне, выступ A на головке кривошипа шатуна должен быть обращен в одном направлении.
Очистите головки поршня и канавки поршневых колец от нагара. Используйте щуп для измерения люфта между опорными кольцами и стенкой канавки поршня. Для изношенных колец и поршней допускается максимальный зазор не более 0,15 мм. Больший зазор приводит к повышенному выгоранию масла из-за «перекачивающего» эффекта колец. При необходимости замените изношенное кольцо или поршень.
Используйте инструмент, чтобы надеть поршневые кольца на поршень.Установите нижнее компрессионное кольцо так, чтобы слово «TOP» или маркировка производителя было обращено к нижней (верхней) части поршня. Кольца в пазах должны свободно перемещаться.
Вставьте поршни в цилиндры следующим образом.
- Расположите поршень и шатун так, чтобы «ПЕРЕДНИЙ» или «ПЕРЕДНИЙ» на поршне был обращен к переднему концу блока цилиндров.
- Протрите ложе шатуна и их крышки ступиц салфеткой, протрите их и вставьте в них вкладыши.
- Проверните вал так, чтобы кривошипы 1-го и 4-го цилиндров оказались в положении, соответствующем НМТ.
- Смажьте втулки, поршень, палец шатуна и первый цилиндр чистым моторным маслом.
- Откройте замки поршневых колец, переместите замки компрессионных колец на 180 градусов друг относительно друга, поместите замки маслосъемных колец друг к другу на 180 градусов и на 90 градусов к замкам зажимного кольца. Установите фиксатор пружинного натяжителя под углом 45 градусов к фиксатору одного из кольцевых дисков.
- С помощью специальной оправки с внутренней сужающейся поверхностью сожмите кольца и вставьте поршень в цилиндр.
Перед установкой поршня в блок цилиндров ЗМЗ-40906 еще раз проверьте правильность положения поршня и шатуна в цилиндре. Протяните шатун за головку кривошипа к шейке шатуна и установите крышку шатуна. Крышка шатуна на шатуне должна быть установлена таким образом, чтобы выступ B на крышке шатуна и выступ A на головке кривошипа или пазы для втулок находились с одной стороны.
Затяните гайки болта шатуна динамометрическим ключом с моментом 68-75 Нм (6,8-7,5 кгсм).В таком же порядке вставляем поршень с шатуном четвертого цилиндра. Провернуть коленчатый вал на 180 градусов и вставить поршни с шатунами второго и третьего цилиндров. Несколько раз проверните коленчатый вал, он должен свободно вращаться с небольшим усилием.
.Изношенные поршневые кольца - в чем причина и как отремонтировать недорого?
Поршневые кольца - необходимый элемент трения, от которого зависит срок службы двигателя. Чрезмерный их износ отрицательно сказывается на расходе топлива и связан с износом гильз цилиндров. В результате падает мощность двигателя. Поэтому, если вы хотите позаботиться о своем автомобиле и знать, сколько стоит капитальный ремонт двигателя, сначала позаботьтесь об изношенных поршневых кольцах.
Когда двигатель забирает масло - как его отремонтировать и в чем может быть причина?
Естественно, поршневые кольца изнашиваются в процессе эксплуатации двигателя.Поэтому стоит измерить давление сжатия после пробега примерно 50 000 км, что поможет определить состояние поршневых колец. Давление сжатия в цилиндрах ниже номинального вызвано, в частности, износом поршневых колец и гильз цилиндров в двигателе.
Если вы заметили, что ваш двигатель всасывает масло, это может быть из-за низкого давления сжатия или разницы в давлении между цилиндрами (оно не должно быть более 0,2 МПа). Чрезмерный расход масла можно исправить, выбрав присадку к моторному маслу Cerazamizer CS.Он восстанавливает компоненты двигателя и, что более важно, увеличивает и выравнивает давление сжатия.
Другие причины износа поршневых колец, связанные с состоянием двигателя
Если это сделать преждевременно, это может быть результатом плохой обкатки двигателя. Новый автомобиль запускает двигатель на первых 1500 км - до 3000 км, не превышая 2/3 максимальных оборотов в минуту и используйте полный разгон. Правильная обкатка двигателя увеличивает срок его службы и позволяет в дальнейшем экономить масло.
Еще одна причина разрушения поршневых колец - использование неподходящего моторного масла, неправильный подбор масляного фильтра. Поршневые кольца выполняют функцию уплотнения и соскребают излишки масла со стенок цилиндров, поэтому использование неподходящего масла может привести к заклиниванию колец, то есть уплотнению их в канавках с нагаром (несгоревшим топливом и частицами масла).
Технические дефекты 9000 7
Технические дефекты - еще один пример более быстрого износа поршневых колец, помимо их заедания и естественного износа.Первой причиной преждевременного износа колец является использование неправильного материала при изготовлении колец, что, в свою очередь, делает кольца не такими упругими, как должно быть. Неквалифицированное исполнение и неправильная сборка также играют немалую роль. В последнем случае вибрация кольца в канавке поршня приводит к чрезмерному износу кольца и даже к его поломке.
Частичный ремонт двигателя - стоимость
Помимо непрофессиональной сборки немаловажную роль в износе колец играет качество ремонта.Когда это быстро и дешево, можно ожидать, что это было сделано неправильно. Обычно частичный ремонт автомобиля, то есть замена, например, колец, стоит более 1000 злотых - обычно цена составляет около 2000 злотых.
Замена колец может включать шлифовку цилиндров, но это не обязательно. Самое главное, чтобы кольца плотно прилегали к канавке поршня и могли в ней вращаться - иначе они быстро изнашиваются и не уплотняются должным образом. Также убедитесь, что в канавках поршня нет нагара.
Присадки к моторному маслу - стоит ли?
Вам может быть интересно, какие присадки к моторному маслу могут помочь вам при износе поршневых колец. «Закупорка» поршневых колец обычно означает необходимость посещения механика. В такой ситуации никакие добавки не помогут, особенно в случае сильно изношенного двигателя.
Однако, если вы только что купили автомобиль или недавно заменили поршневые кольца и не хотите повторять это в ближайшее время, присадка к моторному маслу Ceramizer CS может вам помочь.Используя его, когда причиной приема масла является низкий износ колец, вы можете рассчитывать на его эффективность.
.Поршневые кольца| Autokult.pl
Поршневые кольца используются в поршневых двигателях внутреннего сгорания для уплотнения поверхности между картером и камерой сгорания. Дополнительная функция - слив масла, скапливающегося на стенках цилиндра.
Поршневые кольца - заявка
Основной процесс, в котором используются поршневые кольца, заключается в передаче тепла в цилиндр непосредственно от поршней и герметизации камеры сгорания от утечки избыточного масла.Кроме того, поршневые кольца играют важную роль в контроле расхода масла, который является одним из важнейших параметров двигателя.
Поршневые кольца - конструкция
Для правильного выполнения своих функций кольца должны иметь соответствующую конструкцию. Каждый элемент этого типа должен иметь прорезь для облегчения установки на цилиндр. Самое главное в этом процессе - чтобы кольцо идеально прилегало к рабочей поверхности, сохраняя при этом минимальный зазор, который заполняется тонким слоем масла.Не менее важна сила, с которой поршень прижимается к стенкам цилиндра. Эта особенность достигается за счет процесса овализации, то есть придания структуре кольца минимально овальной формы, так что при работе при высоких температурах поршень может немного расширяться, а овальная форма увеличивает приспособленное к нему пространство.
Поршневые кольца - состав
Сегодня при производстве поршневых колец используется чугун. В зависимости от типа используется серый ковкий чугун или более популярный ковкий чугун .Это решение связано с хорошими свойствами чугуна, который хорошо адаптируется к другим материалам (в данном случае стенке цилиндра) и хорошо переносит покрытие материалами, обеспечивающими прочность и устойчивость к повреждениям. После получения желаемой формы кольца покрываются молибденом, а их поверхность хромируется. Реже встречаются поршневые кольца из стального проката.
Поршневые кольца - типы
В данной заявке существует три типа поршневых колец (разделение в соответствии с их применением), которые используются в механизме поршневого двигателя.Первый - это маслосъемные кольца , , которые собирают значительное количество масла с гильзы цилиндра. Это сделано для защиты поршней двигателя от слишком большого количества смазки и для обеспечения постоянной смазки на уровне тонкого слоя так называемого масляная пленка. Второй тип - это уплотнительные поршневые кольца , которые защищают поршни и картер от попадания выхлопных газов. Благодаря высокому качеству изготовления уплотнительные кольца также выдерживают сжатие под высоким давлением в пространстве под поршнем.Последний тип, то есть компрессионные кольца и скребковые кольца , выполняют функции, аналогичные скребковым кольцам, задерживают газы, которые не задерживаются уплотнительным кольцом, и, как и предыдущие, удаляют излишки масла из цилиндров.
.Как поставить кольца на поршневую УАЗ. Как самостоятельно заменить поршневые кольца на двигателе. Коллеги по запчастям двигателя
Есть много факторов, которые могут вызвать снижение производительности автомобиля. Поэтому необходимо правильно подобрать «лечение» такого заболевания. Немаловажным фактором является уровень компрессии в камерах сгорания блока цилиндров. Для такой диагностики подойдет замена поршневых колец.
Дополнительными симптомами будут выгорание моторного масла и снижение экономичности в случае расхода топлива в автомобиле.Более точную картину мы получим, измерив компрессию специальными приборами.
Рассмотрим пример работы на классических моделях ВАЗ. Замерить компрессию необходимо на прогретом двигателе. Показания холодного двигателя могут исказить картину. Для измерений вам понадобится специальный манометр с резьбовым наконечником. Купить его можно в любом автосалоне.
Вид компрессора
Проверка начинается с выкручивания всех свечей зажигания с их посадочных мест. Затем центральный провод отсоединяется от катушки зажигания. Установите нейтральную передачу и полностью откройте дроссельную заслонку. Затем вверните манометр в одно из отверстий для свечи зажигания. В этот момент помощник должен повернуть ручку стартера. Достаточно двух-трех рулонов.
Показания считаются нормальными, если на приборе выставлены данные 12-13 кс / см2.
Допускается также уровень от 10 до 12. Но если цифры оказались ниже 10 кг / см 2, это признак слабой компрессии.Если компрессия все еще удовлетворительна, но с небольшой задержкой, это могут быть клапаны.
Для уточнения можно в спорную камеру налить около 20 мл масла и снова перевернуть стартер, сняв мерку. Когда нормальное сжатие составляет 12 кг / см 2, причиной являются кольца. Это будет решено правильной установкой поршневых колец. Если давление остается низким, клапаны вызывают падение.
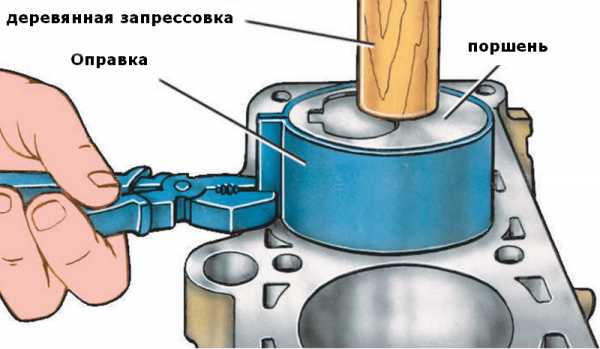
Установка с помощью штифта
Демонтаж двигателя для замены колец
Перед заменой необходимо провести ряд подготовительных работ:
- необходимо слить отработанное моторное масло, так как после установки новых колец необходимо долить свежую рабочую жидкость;
- для ослабления выхлопной трубы глушителя;
- необходимо снять крышку клапанного механизма и установить двигатель в соответствии с маркировкой;
- разбирать звезду распредвала, а для ВАЗ с передним приводом снимать болт крепления шкива, а затем и сам ремень ГРМ со шкивом;
- в классическом, ослабьте натяжитель, а затем демонтируйте цепь и шестерню, установленные на распредвале;
- затем разберите коромысло с пружинами, расположив все в правильном порядке, чтобы вернуть детали на свои места;
- снимаем головку блока, перед этим нужно отсоединить коллектор;
- откручиваем и избавляемся от поддона и масляного насоса;
- снимите заглушки с шатунов, затем сдвиньте шатуны вверх, чтобы их можно было вытащить вместе с поршнем.
Проверка колец и поршней
Каждое поршневое кольцо снимается и проверяется в отдельном цилиндре. Чтобы не путать их между собой, необходимо сразу расставить детали в определенной последовательности. При проверке старых колец их наружный диаметр не должен образовывать зазора со стенками цилиндра более чем на 1 мм. Для сравнения в тот же цилиндр можно вставить новое кольцо.

Испытание на термический зазор в кольцах
Измерения обычно более точны в верхней части отверстия блока, поскольку износ минимален.
Люфт также можно проверить специальными калибрами. Обратите внимание на тепловой зазор в поршневых кольцах, который должен быть в пределах от 0,25 до 0,45 мм. Это можно проверить с помощью мерной чашки. Если параметр меньше, расстояние можно увеличить, выпилив торцевую плоскость алмазным напильником.
Диаметр поршня проверяется снизу (юбке). Это делается микрометром.
Это число необходимо сравнить с таблицей допустимых значений.Дополнительно необходимо проверить зазор между канавкой поршня и кольцом. В случае перебега поршни необходимо заменить. Предел допуска 0,15 мм. Поршни также подвергаются визуальному осмотру на предмет трещин и целостности кольцевых перемычек. После промывки поршни можно использовать повторно.
Порядок установки
Фирменные изделия от проверенных производителей имеют удобную маркировку, которая подскажет, как правильно установить поршневые кольца. На одной стороне написано «TOP», что в переводе с английского означает «верх». Эта сторона должна быть обращена к камере сгорания или к верхней части поршня.

Маркировка по бокам колец
Если надписи не обнаружено, по всему диаметру должна быть проточка. На этом этапе кольцо нужно выбросить.
Обычно существует два метода установки. Один из них более безопасен, а другой чаще используется как профессионалами, так и новичками.Оба подходят для самостоятельного использования при ремонте.
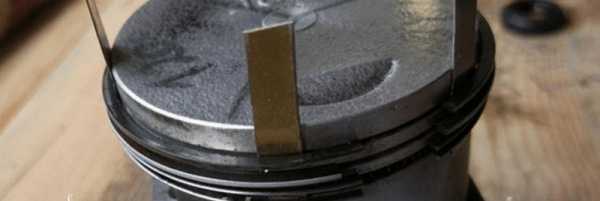
Монтаж с металлическими пластинами
В первом случае вам нужно будет разрезать несколько плоских кусков банки толщиной примерно от 0,3 до 0,5 мм. Три или четыре таких листа расположены по диаметру поршня. На них надеваются кольца. И они спускаются до уровня гнезда. Затем палец поршневого кольца снимается с пластин, и кольцо устанавливается в желаемую канавку. Метод идеален для каждого мастера.

Установка поршневого кольца
Второй вариант требует некоторого опыта и навыков. Он заключается в том, что зазор необходимо разбавить пальцами, увеличив внутренний диаметр кольца до такой степени, чтобы поршень прошел сквозь него и установил в нужную канавку. Обратной стороной является то, что часто неопытные слесари ломают несколько колец с большей силой, чем необходимо.
Действия, которые необходимо предпринять после установки колец
После того, как каждое кольцо войдет в канавку в канавке, расположите прорези примерно на 120 градусов друг от друга.Это снижает вероятность попадания газа из топливной камеры в картер.

Неправильная установка поршневых колец
Есть свидетельства того, что первое кольцо удерживает около 75% общего сжатия, а второе кольцо - около 20%.
Если термические трещины разделены, то, как только определенное количество газа проникнет в первое кольцо, у него не будет времени двигаться дальше, в отличие от более близкого местоположения второй трещины.
Ошибки при сборке поршневых колец
Установка новых колец в изношенные цилиндры абсолютно неэффективна. Это потому, что изношенное отверстие имеет эллиптическую форму. Ожидаемого притирки качества не может произойти.

Комплект поршневых колец
Кроме того, второе кольцо, состоящее из чугуна, может растрескиваться на высоких скоростях.
В процессе эксплуатации кольца заполняют пазы продукции. Такие зазоры герметизируют камеру сгорания, и из нее газы попадают в картер. А масло поступает в обратном направлении. Такая конструкция может проработать несколько тысяч километров, и тогда снова необходимо проводить ремонт.
Умышленное выравнивание промежутков также является серьезной ошибкой. Газы перегревают одну сторону поршня, вызывая деформацию деталей. Металл выгорает и происходит дополнительная деформация всех компонентов.
Рано или поздно ваш двигатель износится и потребует замены поршневых колец или всего поршня.Похоже, что замена поршневых колец - обычное дело, доступное любому, кто хоть немного знаком с устройством и принципом работы. работа примитивного четырехтактного двигателя. Но, к сожалению, люди боятся тратить 15 минут своего невероятно ценного времени на чтение литературы и засовывание всего в движок по принципу (и это было… наверное, сработает).Что ж, флаг в ваших руках, и вам следует как можно скорее обратиться в сервис. Что ж, для тех, кому небезразлично, как будет работать их дефлекторный мотор, вы должны прочитать эту статью. Итак, мы берем поршень и видим 3 паза для установки кольца возвратно-поступательные. Для 4-тактных двигателей, например, для 2-тактных двигателей, нет ограничений по остановкам.
Есть два типа поршневых колец на 4-тактных двигателях. Первые два, которые установлены в двух верхних пазах, являются компрессионными.Уже из названия понятно, что они отвечают за наличие компрессии в вашем двигателе и должны содержать газы, образующиеся в момент взрыва в результате сгорания топлива в камере сгорания. 
Следующие три кольца являются маслосъемными. И здесь их назначение сразу понятно. Они отвечают за удаление масла, которое покрывает стенки цилиндра, когда поршень возвращается вниз. Если эти кольца пройдут, масло останется на стенках цилиндров, а это чревато тем, что двигатель начнет впитывать масло и, конечно же, появится дым.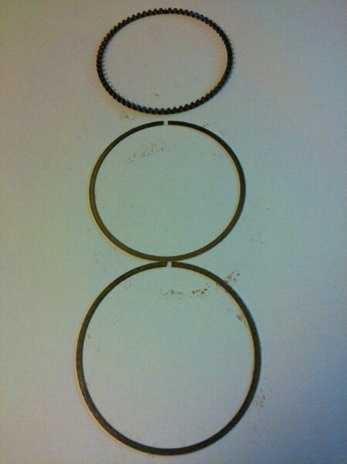
Как установить в первую очередь? Да, в основном так же, как с завода, в том же порядке, но, чтобы не ошибиться, показываем еще раз. Сначала надеваем основное маслосъемное кольцо: то, которое имеет гофрированную структуру. Установить его проще простого, поскольку он самый гибкий из всех. 
Затем наденьте верхнее и нижнее ТОНКИЕ маслосъемные кольца. Они немного сложнее, но у вас не должно возникнуть проблем с их установкой. 

Теперь вставьте поршневые нажимные кольца: более толстые и «твердые».Сначала установите низ, затем верх. Надеть их немного сложнее, потому что они менее гибкие и тяжелые. Сломать их вряд ли удастся, но полностью кривыми руками их гнуть некуда. 

Думаешь, это все? Нет, дело в том, что кольца еще нужно правильно расположить на поршне, чтобы замки колец (там, где они были вырезаны) не упали друг на друга. Проще говоря, обязательно, чтобы вырез нижнего кольца не находился непосредственно над вырезом верхнего кольца.Начнем с верхних поршневых колец. Замок нижнего кольца расположен по центру над полостью клапана, например, впускной (тоже можно продуть, без разницы). 
Поместите фиксатор верхнего кольца точно на стороне, противоположной нижнему кольцу. Соответственно, если нижний кольцевой фиксатор находится над выемкой под впускным клапаном, верхний кольцевой фиксатор находится над выемкой под выпускным клапаном. 
А теперь перейдем к маслосъемным кольцам.Эти кольца должны быть расположены одинаково, чтобы ни один замок не поместился. Поэтому ставим верхнее кольцо над отверстием под поршневой палец с правой стороны. 
Второй (нижний) находится на противоположной стороне, также примерно в центре отверстия под поршневой палец. 
Поместите последний волнистый маслосъемник в любую из четырех секций, образованных между отверстием для пальца и углублением клапана. 
А теперь вопрос: что за чушь автор нам тут третирует? Зачем так кропотливо регулировать положение всех 5 колец? Все это мы сделали для того, чтобы при нахождении одного замка над другим через замки не проходили газы (в случае поршневых колец) и не оставалось масла на стенках (в случае маслосъемных колец).Включая поршневые кольца, наблюдается потеря сжатия и перенос горячих рабочих газов в маслосъемные кольца, которые не рассчитаны на такие внезапно высокие рабочие температуры. В результате кольца со временем могут выгореть, что приведет к возгоранию колец и износу поршня. Итого: установка замков колец перед сборкой занимает 2 минуты, и эта операция может продлить срок службы двигателя на несколько десяток часов.
Легендарный завод Ульяновск
Ульяновский автомобильный завод произвел большое количество автомобилей, навсегда вошедших в историю отечественного автомобилестроения.«Буханки», патриоты, «бобби» - большинство машин предназначены для бензиновых, скорой помощи, медпомощи, полиции, ОМОНа и т. Д. УАЗ Патриот сейчас популярен как полноприводный внедорожник, способный преодолевать любые препятствия. Завод выпустил из-под своих крыльев множество микроавтобусов, малолитражек и полноприводных легковых автомобилей.
Двигатели этих автомобилей крепкие, мощные и надежные. Основной причиной их поломки обычно является солидный возраст УАЗика. На самые популярные модели УАЗ 3303 устанавливается двигатель 417.Для ремонта двигателя УАЗ 417 своими руками или его перегородки не следует ждать полного износа всех деталей. Первыми признаками неминуемого краха могут быть:
- Расход масла значительно увеличился;
- горит двигатель;
- существенно увеличился расход топлива; Мощность двигателя
- уменьшилась;
- двигатель издает различные подозрительные звуки: стуки, скрипы и шумы.
У каждого автомобиля УАЗ свой двигатель. Для двигателя УАЗ 469 сначала была создана модификация УМЗ-451МИ, позже модернизированная до двигателя УМЗ 417.
УАЗ 3303 - внедорожник ... При преодолении всевозможных препятствий наиболее перегружается двигатель. Купить запчасти на этот автомобиль, как новые, так и б / у, несложно.
Поршни и втулки изнашиваются из-за частого перегрева двигателя при движении по бездорожью. Многие владельцы УАЗ 3303 вместо ремонта меняют весь двигатель. Если автовладелец берет на себя ремонт двигателя своими руками, он должен понимать, что для этого нужен определенный опыт.
Перегородка двигателя УАЗ
своими рукамиРеанимация двигателя, восстановление его первоначальной маневренности и послушности поможет заменить или восстановить бесполезные детали. Все детали должны быть подходящего размера. В магазинах представлен широкий ассортимент поршней, поршневых колец, седел впускных и выпускных клапанов, вкладышей шатунных подшипников, коленчатого вала ... Размер детали можно уточнить у консультантов по продажам.

Переборка двигателя Уазовского
На износ двигателя существенно влияет ухудшение смазки поверхностей трения, которое зависит от увеличения или уменьшения зазоров.Чтобы собрать двигатель своими руками, сначала нужно его разобрать. Процесс выглядит следующим образом:
- слить антифриз и масло из поддона;
- отсоединить впускной воздушный фильтр и отсоединить патрубок глушителя от двигателя;
- отсоединить от двигателя патрубки системы охлаждения, маслоохладителя и подогреватель;
- снимаем радиатор системы охлаждения;
- отделяют тяги привода от дроссельной заслонки карбюратора и воздуха;
- снимаем с двигателя все провода;
- откручиваем болты нижней и передней опорных колодок.
Теперь снимаем двигатель с УАЗ 3303. Для этого на штифты головки блока устанавливается специально разработанный кронштейн. Двигатель должен быть поднят, а трансмиссия должна быть отделена от него. Мотор можно снять, подняв его.
Остальные действия приведут к тому, что вместе с двигателем вам придется обзавестись раздаточной коробкой и коробкой передач.
Что нужно учитывать при восстановлении двигателя УАЗ 3303
Перед тем, как приступить к разборке своими руками, двигатель необходимо тщательно очистить от мазута и шлака.Для демонтажа требуются специальные наборы инструментов, такие как 2216-B и 2216-M.

Необходимый инструмент
Все обслуживаемые детали необходимо очистить и заменить или пометить бирками или наклейками, чтобы избежать ошибок в будущем. В случае выхода из строя или выхода из строя шатунов и крышек не отключайтесь от них. При замене картера измерьте угол соединения оси коленчатого вала с задним концом картера. Затем снимаем сцепление и определяем по индикаторной полосе на краю коленчатого вала.Радиус поворота кромки картера и зазора должен составлять примерно 0,1 мм.
После очистки все детали двигателя необходимо обезжирить. Нагар можно аккуратно удалить ножом или другим твердым предметом. Есть другой, более простой и безопасный способ. Для очистки алюминиевых деталей необходимо приготовить следующий раствор:
- 10 г хозяйственного или другого щелочного мыла;
- 18 г кальцинированной соды;
- 8 г жидкого стекла;
- 1 литр воды, нагретой до 90 ° С.
Этот раствор подходит для очистки стальных деталей:
- 25 г каустической соды;
- 30 г кальцинированной соды;
- 5 г хозяйственного или прочего щелочного мыла;
- 1,5 г жидкого стекла;
- 1 литр чистой воды при 90 ° C.
Когда детали станут чистыми, промойте их чистой водой и просушите. При сборке двигателя УАЗ 3303 необходимо соблюдать определенные правила:
- все детали, подверженные трению при работе, необходимо смазать моторным маслом;
- все новые резьбовые детали необходимо установить на красный провод;
- использовать нитролак с цельными деталями;
- Для затяжки болтов и гаек следует использовать динамометрический ключ.
Особенности ремонта блока цилиндров УАЗ 3303
Блок цилиндров - простейшая деталь двигателя. Проблемы в его работе возникают из-за износа элементов. Поэтому достаточно заменить старые изношенные детали на новые или отремонтированные.
Заменяйте втулки чаще, чем другие детали. Стертую часть можно считать, когда зазор между юбкой и рукавом увеличится до 1/3 мм. Высота выступа вставки в блоке цилиндров должна быть не более 0,05 мм и не менее 0,005 мм. Если выступ слишком мал, антифриз обязательно попадет в камеру сгорания в результате поломки. Размер вставки измеряется без уплотнительного кольца. Вкладыши в блоке цилиндров фиксируются шайбами и втулками. Слишком просохшие рукава лучше заменить на новые.
Причиной выхода из строя блока цилиндров может быть деформация поверхности прилегания к блоку, полное истирание направляющих и седел клапанов. Деформация плоскости головы не должна превышать 0,5 мм. В противном случае голову необходимо отполировать.
Поршневой механизм
Необходимо следить за состоянием поршневых колец. Лучше менять их каждые 80 тысяч. км ралли. Каждый поршень имеет 2 нажимных кольца и 1 маслосъемник. Благодаря канавкам на внутренней поверхности кольца излишки масла удаляются из системы при подъеме поршня.
Если необходимо заменить только кольца, а не сам поршень, удалите все отложения колец в головке поршня. Важно делать это аккуратно, чтобы не повредить боковые стенки.Для удаления нагара из маслосливных отверстий можно использовать сверло диаметром 3 мм. Скоростной режим не должен превышать 50 км / ч в течение первых 1000 км.
При износе канавки верхнего поршневого кольца или юбки поршня необходимо заменить сам поршень. Новые детали, устанавливаемые в цилиндры, должны быть номинального размера. Оптимальный вариант - с новым комплектом поршней, большего размера, это позволит исключить зазор при не полностью изношенном цилиндре. Поршни отсортированы по внешнему диаметру юбки.Размер указан на нижней части поршня.
Вам понадобятся: ключи на 10, на 12, на 14, головки на 15, на 19, молоток.
Снимите головку блока цилиндров.
Снимите масляный поддон двигателя и прокладку картера.
Снимите масляный насос.
Отверните гайки 1 болтов шатуна и снимите крышку шатуна 2.
Если крышка плотно закрыта, сбейте ее легкими ударами молотка.
Снимите вставку с крышки.
Вытолкните поршень из цилиндра и снимите его с помощью шатуна.
Снимите втулку с шатуна.
Если вы собираетесь устанавливать старые втулки, отметьте их номером цилиндра. 90 199
Осторожно снимите поршень и шатун с цилиндра, чтобы не повредить зеркало цилиндра. 90 199
Проверьте маркировку на шатуне и его крышке. Если метки не видны, отметьте шатун и крышку номером цилиндра. 90 199
Снимите оставшиеся поршни с шатунами.
Снимите поршневые кольца съемником или, если он отсутствует, осторожно разверните кольца на замках.
Не сгибайте кольца больше, чем необходимо для их снятия, иначе кольца могут не принять форму или сломаться. 90 199
8. Снимите стопорные кольца с обеих сторон поршня.
Выдавите поршневые пальцы с помощью специального инструмента.
При отсутствии устройства поршневые пальцы могут быть выбиты легкими ударами молотка по пальцу 1. Это следует делать с весом, чтобы не повредить поршень.Снимите шатун 2 с поршня 3.
Снимите остальные поршни с шатунов.
Промыть все детали бензином. Удалите нагар с поршней.
Удалите нагар из канавок поршневых колец куском старого поршневого кольца.
Проверить поршни. Если на них есть царапины или следы ожогов, замените поршни.
Измерьте диаметр поршня. Если меньше 95,4 мм, замените поршень.
Диаметр поршня измеряется в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже оси поршневого пальца.
Поршень установлен в цилиндр с люфтом 0,036–0,060 мм.
Поршни диаметрально разделены на пять размерных групп: A, B, C, D, D. На головке поршня выбиты буквы.
Обеспечьте указанный выше зазор при стыковке поршня с цилиндром.
Чрезвычайно допустимый зазор между поршнем и цилиндром 0,25 мм.
Зазор между поршнем и цилиндром можно определить путем измерения поршня и цилиндра. Запасные части поставляются с поршнями двух ремонтных размеров: увеличенного диаметра 0,5 мм и 1,0 мм.
Один из выступов под поршневой палец имеет маркировку «409» (номинальный диаметр), «409AP» (увеличенный на 0,5 мм) или «409BR» (увеличенный на 1,0 мм).
Измерьте зазор между поршневым кольцом и канавкой поршня в нескольких точках по окружности поршня.
Зазор должен составлять 0,060-0,096 мм для компрессионных колец и 0,115-0,365 мм для маслосъемника.
Если зазоры превышают эти значения, кольца или поршни необходимо заменить.
Измерьте зазор в соединениях поршневых колец.
Для этого вставьте кольцо в цилиндр и толкните его поршнем как штифт, чтобы кольцо вошло в цилиндр равномерно, не деформируя его.
Измерить зазор в замке (соединителе) кольца щупом, он должен быть в пределах 0,3–0,6 мм для зажимных колец и 0,5–1,0 мм для маслосъемных дисков.
Если зазор превышает указанный, замените кольцо.
Если зазор меньше, концы кольца можно подпилить напильником, зажатым в тисках, перемещая кольцо вверх и вниз по напильнику.
15. Проверьте посадку поршневого пальца в верхней головке шатуна.
Зазор между пальцем и втулкой верхней головки шатуна должен составлять 0,0045-0,0095 мм.
Пальцы, поршни и шатуны разделены на четыре размерные группы и промаркированы краской.
На внутренней поверхности на одном конце нанесен палец, шатун - на шатуне, поршень - на нижней поверхности одного из выступов, либо на днище поршня выбита римская цифра.
Слегка смажьте клиновой штифт чистым моторным маслом и вставьте в верхнюю головку шатуна. Палец должен входить в головку равномерно, без защемления.
Шатун должен вращаться на поршневом пальце под собственным весом из горизонтального положения.
В вертикальном положении штифт не должен выступать или выпадать из конца шатуна под собственным весом.
Поршневой палец и шатун должны быть одной размерной группы или соседних групп.
16. Поршни с поршневыми кольцами, пальцами и шатунами подбираются по массе. Разница в весе для одного двигателя не должна превышать 10 г.
17. Осмотрите втулки шатуна. Если на них есть царапины, сколы или другие повреждения, замените вставки.
18. Установите заглушки на шатуны и измерьте диаметр отверстия в нижней головке шатуна.
Номинальный диаметр отверстия 60 + 0,019 мм, максимально допустимый диаметр 60,03 мм.
Если измеренный диаметр превышает максимально допустимый, заменить шатун на колпачок.
Измерьте диаметр отверстия в верхней втулке шатуна.
Номинальный диаметр отверстия 22 + 0,007 –0,003 мм, максимально допустимый диаметр 22,01 мм.
Если измеренный диаметр превышает предел, заменить шатун. Размеры шатунно-поршневой группы приведены в таблице.
* Допуск 0,06 мм разделен на 5 групп (с шагом 0,012 мм)
Соберите поршень 4 с шатуном 3. Нагрейте поршень до 60-80 ° C.
Затем быстро вставьте шатун в поршень так, чтобы слова « Передняя часть « На поршне и заплечике » A » оказались на одной стороне шатуна, и протолкните поршневой палец 6 внутрь с максимальным усилием затяжки 0,0025 мм. .
Установите стопорное кольцо 5. С помощью съемника наденьте поршневые кольца на поршень.
На верхнем компрессионном кольце есть слово «Верх», кольцо должно быть установлено на поршне так, чтобы эта надпись находилась внизу поршня. 90 199
На внутренней стороне нижнего компрессионного кольца имеется канавка, которая должна быть совмещена с этой канавкой в нижней части поршня.
Вставьте вставку 7 в нижнюю головку шатуна - фиксатор («фиксатор») на вставке должен войти в выемку в нижней головке поршня.
Вставьте вставку 1 в кожух шатуна 2 - фиксатор («фиксатор») вставки должен войти в паз в кожухе штока.
Смажьте цилиндр, поршень 4, палец шатуна коленчатого вала и втулки 1 и 7 чистым моторным маслом.
Расположите поршневые кольца так, чтобы фиксаторы зажимного кольца находились под углом 180 ° друг к другу, замки маслосъемного диска также были на 180 ° друг к другу и 90 ° к фиксаторам зажимного кольца, фиксаторы расширителя маслосъемного кольца располагались под углом 45 ° к каждому. др. фиксатор одного из маслосъемных дисков.
Проверните коленчатый вал так, чтобы палец шатуна цилиндра, в котором установлен поршень, опирался на НМТ.
Вставьте поршень и шатун в цилиндр так, чтобы слова « Front » на ступице поршневого пальца были обращены к передней части двигателя (направление привода распределительного вала).
Во избежание повреждения цилиндрического зеркала рекомендуется устанавливать на болты шатуна мягкие втулки (например, обрезанные резиновые или пластиковые шланги).
С помощью специальной оправки зажать поршневые кольца и легкими ударами рукоятки молотка вдавить поршень в цилиндр, при этом оправка должна быть плотно прижата к блоку, иначе поршневые кольца могут сломаться.
Переместите поршень вниз так, чтобы нижняя головка шатуна оказалась на шейке шатуна коленчатого вала, снимите резаки для шлангов с болтов шатуна.
Установите крышку шатуна 2 на болты шатуна так, чтобы рычаг « b » на крышке шатуна находился на той же стороне, что и выступ « A » на нижней головке шатуна; номера цилиндров выбиты на нем. шатун и крышка находятся на одной стороне, а «замки» вкладышей обращены друг к другу
Установите гайки болтов шатуна и затяните их с моментом 68–75 Н · м (6,8–7,5 кгс · м).
Таким же образом установите остальные поршни с шатунами.
Несколько раз провернуть коленчатый вал, он должен вращаться свободно, без заедания.
Установите масляный насос, масляный поддон и головку блока цилиндров.
.