Статистическая балансировка
Статическая балансировка деталей и узлов
Методы статической балансировки деталей и узлов машин [c.559]Статическая балансировка деталей и узлов машин — Методы 699 Стекло — Ультразвуковая обработка — Производительность 398, 399 Стеклотекстолит — Удельная прочность 777 [c.462]
Базирование при обработке па станках — Погрешности 443 Балансировка деталей и узлов машин статическая — Методы 558, 559 [c.763]
Характеристика работ. Регулировка и испытание на стендах и шасси сложных и ответственных агрегатах, узлов и приборов, автомобилей и замена их при техническом обслуживании. Проверка деталей и узлов электрооборудования на проверочной аппаратуре и проверочных приспособлениях. Установка приборов и агрегатов электрооборудования по схеме, включение их в сеть. Выявление и устранение сложных дефектов и неисправностей в процессе ремонта, сборки и испытания агрегатов, узлов автомобилей и приборов электрооборудования. Сложная и ответственная слесарная обработка. доводка деталей по 6—7-м квалитетам (1—2-м классам точности). Статическая и динамическая балансировка деталей и узлов особо сложной конфигурации. Диагностирование и регулировка систем и агрегатов грузовых и легковых автомобилей и автобусов, обеспечивающих безопасность движения. [c.275]
БАЛАНСИРОВКА ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ И УЗЛОВ МАШИН Статический и динамический дисбаланс [c.310]
Балансировка производится в целях уравновешивания вращающихся деталей и узлов машин. Балансировкой определяются место и величина дисбаланса с последующим устранением его посредством удаления эквивалентного количества материала или (реже) при помощи корректирующих грузов. Неуравновешенность может быть следствием 1) неоднородности материала детали, 2) погрешности заготовки, если на детали оставляются черные, необрабатываемые поверхности, 3) погрешностей механиче ской обработки и 4) погрешностей сборки узла из-за допущенных перекосов или смещения сопряженных деталей. Различают статическую и динамиче скую балансировки. [c.558]
Балансировка бывает статическая и динамическая. При статической балансировке деталь или узел цилиндрическими цапфами кладут на острые грани двух призм, расположенных горизонтально и строго параллельно между собою. Под действием разницы в весе различных частей узла или детали последние начинают перекатываться по острым граням до тех пор, пока наиболее тяжелая часть не займет самого нижнего положения, очень близкого к вертикальной плоскости, проходящей через ось вращения узла. Чтобы уравнять вес различных частей по окружности детали, либо удаляют излишек металла из тяжелой части, либо добавляют противовесы в легкую часть. Перераспределение массы производят до тех пор, пока деталь или узел, положенные на приспособление, после каждого толчка начнут останавливаться в разных положениях. [c.49]
Разделы девятый—четырнадцатый посвящены отдельным процессам сборки свинчиванию, склеиванию, прессованию, сборке шпоночных, шлицевых и конусных соединений, пайке, а также вспомогательным операциям, таким, как промывка деталей и узлов, гидравлические испытания, статическая и динамическая балансировка. [c.7]
Статическая балансировка узлов и деталей состоит в определении величины дисбаланса и его устранении путем перестановки отдельных элементов конструкции, удаления в нужных местах сверлением, шлифованием, растачиванием части металла или, наоборот, добавлением соответствующей его массы сваркой, приклепыванием и пр., а также комбинирования этих способов. [c.470]
О том, какие могут возникнуть неисправности в соединениях и узлах насоса, отмеченных на рис. 247 цифрами в кружочках, как эти неисправности выявить и устранить, рассказано в гл. V. Вал с трещиной заменяют. Трещины в корпусных деталях устраняют сваркой. Радиальный зазор между крыльчаткой 18 и деталями 12 и 17 при необходимости восстанавливают наплавкой и механической обработкой соответствующих поверхностей деталей 12, 17 и 18. После наплавочных работ вал в сборе с крыльчаткой и шестерней подвергают статической балансировке (см. 32). Допустимый небаланс 50 гс см. [c.305]
Статическая балансировка детали производится уравновешиванием (при перекатывании детали), обеспечивающим совпадение центра тяжести с осью вращения. Динамическая балансировка (при непрерывном вращении детали) обеспечивает совпадение центра тяжести радиального сечения детали с осью вращения в любом месте. Динамическая балансировка производится для деталей или узлов с отношением длины (или ширины) к диаметру больше трех и скоростью вращения более 6 м/сек. Она выполняется на специальных машинах. По колебаниям опор, вызванным неуравновешенными массами детали при ее вращении, определяется неуравновешенность и положение добавочных грузов. При статической балансировке выявляется наиболее тяжелый участок детали при ее медленном перекатывании на опорах и определяется величина груза для уравновешивания дисбаланса. [c.37]
Динамическая балансировка. Сущность динамической балансировки заключается в следующем. Если длинную деталь с неуравновешенной массой т (рис. 25) статически отбалансировать грузом Q, то при вращении ее вокруг оси возникнут две центробежные силы Р. Эти силы, равные по значению и действующие в противоположные стороны на расстоянии (плече) I одна от другой, образуют момент пары сил / /, стремящийся повернуть деталь — вал. В результате этого опоры вала испытывают дополнительную нагрузку, которая вызывает вибрацию узла и машины в целом. Нагрузки на опоры и вибрация возрастают с увеличением частоты вращения детали. Чтобы уравновесить возникающий момент пары сил Р1, необходимо приложить к детали равный ему, но противоположно направленный момент пары сил F l[. [c.68]
Собранные агрегаты механизмов трансмиссии подвергают обкатке и испытанию на стендах. В процессе обкатки происходит приработка сопряженных поверхностей деталей, собранных с зазором. Продолжительность и режимы испытаний устанавливаются техническими условиями на капитальный ремонт автомобиля. Некоторые узлы и детали перед сборкой подвергают статической и динамической балансировке. Особое внимание при сборке следует уделить взаимному расположению деталей, что контролируется соответствующими инструментами, приборами и приспособлениями. В агрегатах не допускаются заедания, стуки, повышенные шумы и нагрев, подтекание масла. Для объективной оценки качества ремонта агрегатов необходимо применять приборы, с помощью которых определяют потери мощности на трение, вибрацию, шум, нагрев, суммарный угловой зазор шестеренчатых зацеплений и другие параметры. Суммарный угловой зазор на выходных валах устанавливают индикатором или гидравлическим прибором. По изменению суммарного углового зазора судят о качестве ремонта агрегата и об остаточном ресурсе. [c.180]
Динамической балансировкой устраняются оба вида неуравно-вешивания. В зависимости от скорости вращающейся детали выбирается способ уравновешивания. Практикой установлено, что для деталей и узлов жесткой конструкции с окружной скоростью вращения менее 5—6 м сек достаточна одна статическая балансировка. [c.81]
Статическая балансировка используется также как предварительная для деталей и узлов, подвергающихся после нее Д1шами-ческой балансировке. [c.240]
Динамическая балансировка применяется для уравновешивания быстровращаю-щихся деталей и узлов, имеющих ббльшую по сравнению с диаметром длину (/> (), и если одной статической балансировки оказывается недостаточно. [c.247]
Статическая балансировка может уравновесить деталь только относительно ее оси вращения, но не может устранить действия сил, стремящихся повернуть продольную ось. Это относится к деталям и узлам, имеющим длину больше диаметра (роторы крупных турбин, турбогенераторов, электродвигателей, быстровращаю-шиеся шпиндели станков, коленчатые валы автомобильных и авиационных двигателей и т. д.). Чтобы выполнить динамическую балансировку длинного вала, применяют специальные балансировочные машины, на которых определяют центробежную силу, величину эксцентриситета, вес груза для уравновешивающей пары моментов. Работу эту выполняют специалисты-балансировщики. [c.172]
Балансировка статическая - Энциклопедия по машиностроению XXL
Практически любая деталь имеет некоторую неуравновешенность, обнаружение и устранение которой можно осуществить только при помощи специальных устройств. Такие устройства называются балансировочными, а сам процесс устранения неуравновешенности — балансировкой. Различают статическую и ди- намическую балансировки. Статической называется ба [c.188]Замена динамической балансировки статической для длинных деталей не достигает цели и может даже увеличить динамическую несбалансированность. [c.443]
Указанное определяет применение двух методов балансировки статического и динамического. [c.461]
Различают два вида балансировки статическую и динамическую. Первая устраняет неуравновешенность детали, вызванную [c.471]
Шкивы, маховики, зубчатые колеса и детали большого диаметра и веса, вращающиеся в машинах с большими скоростями, надо балансировать для того, чтобы массы их были уравновешены и не вызывали излишних колебаний работающей машины. Различают балансировку статическую и динамическую. Статической балансировкой называется процесс уравновешивания изделия в спокойном состоянии. Динамической же балансировкой называется такой процесс, который уравновешивает массу изделия при его вращении. [c.80]
Существует два способа балансировки статическая и динамическая. Статическая балансировка — это уравновешивание деталей в неподвижном состоянии на специальных приспособлениях — ножевых направляющих, роликах и др. [c.148]
Различают балансировку статическую (силовую), моментную и динамическую (мо-ментно-силовую). [c.852]
СНЯТИЯ небольшого количества материала (до 100 г) у ответственных деталей (диски паровых турбин) пользуются шлифовальными аппаратами. После устранения дисбаланса производят повторную (контрольную) балансировку. Статической балансировке подвергают детали, у которых диаметральные размеры превышают длину (маховики, диски, шкивы, рабочие колёса, пропеллеры, гребные винты и т. п.). [c.865]
Балансировка динамическая 865 — Балансировка статическая 863 [c.1047]
При технологической обработку вращаюш,ихся деталей (шкивов, зубчатых колес, валов, барабанов, муфт и т. д.) тр дно получить их полную уравновешенность вследствие неоднородности материала (пустоты, раковины при отливке), некоторой неточности изготовления при отливке, механической обработке и сборке. Неуравновешенность вращающейся детали выражается в том, что центр тяжести детали не совпадает с осью вращения, а кроме того, эта ось вращения не является главной центральной осью инерции вращающейся детали. Самый процесс уравновешивания вращающейся детали называют балансировкой. Имеются два вида балансировки — статическая и динамическая. [c.257]
Массы вращающиеся — Балансировка 547 — Балансировка динамическая 556, 557 — Балансировка статическая 554, 555 — Уравновешивание 545—562 [c.580]
Для устранения неуравновешенности применяют статическую или динамическую балансировку. Статическая балансировка заключается в выявлении с помощью приспособлений положения центра тяжести и уравновешивания круга путем перемещения грузов по кольцевой выточке Б крепежном фланце. [c.134]
Существуют два вида балансировки — статическая и динамическая. Обычно, если нет специальных указаний, для деталей, длина которых не превышает 2,5—3 диаметров (шкивы, маховики и т. д.), применяют статическую балансировку. Один из ви- [c.167]
Балансировка деталей. Неуравновешенность любой вращающейся детали тепловоза может возникнуть как в процессе эксплуатации вследствие неравномерного износа, изгиба, скопления загрязнений в каком-либо одном месте, при утере балансировочного груза, так и в процессе ремонта из-за неправильной обработки детали (смещения оси вращения) или неточной центровки валов. Для уравновешивания деталей их подвергают балансировке. Существуют два вида балансировки статическая и динамическая. [c.123]
Различают два вида балансировки—статическую и динамическую. Статической балансировкой устраняют неуравновешенность, вызванную несовпадением центра тяжести детали 0 с осью ее вращения О (рис. 133). При статической балансировке деталь 1 устанавливают на призмы 2. При неуравновешенности деталь под действием неуравновешенной массы т будет поворачиваться вокруг оси О вращения, пока утяжеленная ее сторона не займет нижнее положение. [c.192]
Существуют два вида балансировки — статическая и динамическая. Обычно, если нет специальных указаний, для деталей, длина которых не превышает 2,5—3 диаметров (шкивы, маховики и т. д.), применяют статическую балансировку. Один из видов статической балансировки — балансировка шлифовального [c.284]
Статическая балансировка. Статическая балансировка устраняет только неуравновешенность (дисбаланс), вызванную смещением центра тяжести, но не может устранить действие сил, стремящихся повернуть ось изделия в поперечном направлении. Поэтому статической балансировке подвергаются дискообразные детали, имеющие сравнительно большой диаметр и незначительную длину. Рабочая скорость вращения балансируемой детали находит- [c.240]
Круг вместе с закрепляющими его фланцами монтируют на балансировочной оправке и устанавливают на опорах так, чтобы он мог свободно поворачиваться относительно оси вращения. При статической неуравновешенности круг, поворачиваясь, устанавливается тяжелой частью вниз. В процессе балансировки неуравновешенность устраняется перемещением специальных грузиков, расположенных на фланцах либо в специальных устройствах. [c.364]
| Рис. 307. Статическая и динамическая балансировка |
Станки для статической и динамической балансировки [c.509]
Балансировка производится на специальных балансировочных приборах, стендах или станках, предназначенных для статической или динамической балансировки. Существуют автоматические линии для балансировки, например, разработанная ЭНИМСом автоматическая линия для динамической балансировки коленчатых валов автомобильных и тракторных двигателей на этой линии весь процесс балансировки, включая высверливание излишнего металла, автоматизирован. [c.509]
После этого подбирают груз, который, будучи закреплен в верхней части детали, статически уравновесил бы ее. Деталь уравновешивается высверливанием отверстий, заливанием свинца или приклепыванием специальных грузов. Более точный стенд для статической балансировки (рис. 308,6) имеет вместо ножей две пары закаленных роликов 5, свободно вращающихся в шарикоподшипниках. [c.510]
| Рис. 308. Устройства для статической балансировки деталей |
| Рис. 309. Станок для статической балансировки и схема его работы |
Вращ-ающиеся детали, даже. если они по своей конструкции являются уравновешенными (маховики, шкивы, зубчатые колеса, гладкие валы), на деле вследствие некоторой неточности изготовления (например, в процессе отливки, токарной обработки), а также в силу неоднородности материала (пустоты и раковины в отливке) обнаруживают некоторую неуравновешенность, выражающуюся тем, что центр тяжести детали перестает находиться на оси вращения и центробежные моменты инерции масс /г и перестают обращаться в нуль, или ось вращения перестает быть главной центральной осью инерции детали. Возникает необходимость указанную неуравновешенность исправить искусственными мерами это исправление и носит название балансировки. Различают два рода балансировки — статическую и динамическую. [c.193]
Делители наименьшие чясел 9 Делительные окружности 493 Детали — Балансировка статическая 422 [c.549]
Для ликвидации вибрации, вызванной неуравновешенностью роторов, необходима балансировка. В процессе изготовления ротор обязательно проходит статическую и динамическую балансировку. Статической балансировке подвергают обло-паченные диски. Диск (рис, 19.3) надевают на оправку и устанавливают на призматические ножи из закаленной стали. Если диск не уравновешен, то он повернется так, что его центр масс окажется внизу. Тогда с противоположной стороны устанавливают балансировочный груз 3 или в зоне центра масс снимают ее избыток. Затем статически отбалансированные диски сажают на вал с натягом. [c.506]
Раз.г1ичают балансировку статическую (силовую), моментную и динамическую (момент-но-силовую). При статической балансировке [c.373]
Раздельную балансировку статической и динамической составляющих неуравновешенностейХцелесообразно начинать с той оставляющей, которая больше по значению. В этом случае при последующей балансировке другой составляющей будут устранены также и погрешности, возникшие вследствие неточностей в установке больших корректирующих масс по первой составляющей эти погрешности обычно связаны с тем, что корректирующие массы, устанавливаемые с обеих сторон, неодинаковы, или их угловое положение е вполне соответствует расчетным значениям. ( [c.144]
Вилки и фланцы в сборе с крышками 3 балансируются статически с точностью 75 Гсм. Карданный вал в сборе подвергается динамической балансировке. Статическая балансировка обеспечивается за счет снятия металла в не-нагруженных элементах деталей карданного вала динамическая балансировка — за счет установки двух пар балансировочных грузов 7 с каждой стороны карданного вала в пазах типа ласточкина хвоста. Раздвигая и сдвигая балансировочные грузы в пазах, добиваются устранения дисбаланса с точностью до 75 Гсм. Окончательно установленные балансировочные грузы фиксируются винтами 6 и кернятся, как показано на рис. 115. Крепятся карданные валы к фланцам редукторов и гидропередачи болтами 22 (по 8 шт. с каждой стороны). [c.148]
В описацной ножевой дробилке барабан вращается с очень большой скоростью поэтому вопросы точной балансировк (статической и динамической) приобретают важное значение. При статической неуравновешенности ротора центр его тяжести не находится на геометрической оси вращения в этом случае центр тяжести ротора находится на расстоянии г от оси враще- [c.166]
Принцип работы станка для статической балансировки заключается в следующем на поворотный стол станка 1 (рис. 309,6), качающийся на двух ножах 2, кладется деталь 3, имеющая вес О, с центром тяжести, расположенным на координатах хну (рис. 309,в).С правой части стола 1 (рис. 309,6) имеется рычаг 5, на одном конце которого расположен передвижной груз 4, а на другом прикреплена пружина 7, которую можно натягивать или ослаблять градуированным маховичком 8. Вращением маховичка в устанавливают стол 1 с деталью в горизонтальное положение по уровню 6. Величину натяжения или ослабления пружины 7, пропорциональнуьо величине у, соответствующей положению дисбаланса детали (рис. 309,в), определяют по градуированному маховичку . Отметив угол поворота маховичка 8 при горизонтальном положении стола / с деталью, поворачивают стол на 90°, не снимая детали, и снова определяют натяжение пружины 7, которое и определяет величину х (рис. 309,г). [c.510]
Балансировка
БалансировкаБалансировка. Дисбаланс. Система классов
точности балансировки. ГОСТ 19534-74
Балансировка вращающихся тел ГОСТ 22061-76 Система
классов точности балансировки
Ротор - тело, которое при вращении удерживается своими несущими поверхностями в опорах.
Неуравновешенность - состояние ротора, характеризующееся таким распределением масс, которое во время вращения вызывает переменные нагрузки на опорах ротора и его изгиб. Неуравновешенность бывает статическая, моментная, динамическая, квазистатическая.
| Статическая неуравновешенность - неуравновешенность ротора, при которой ось ротора и его главная центральная ость инерции параллельны. Статическая неуравновешенность полностью определяется главным вектором дисбалансов, или эксцентриситетом центра масс ротора, или относительным смещением главной центральной оси инерции и его ротора, равным значению эксцентриситетом центра его массы. |
| Моментная неуравновешенность - неуравновешенность ротора, при которой ос ротора и его главная центральная ось инерции пересекаются в центре масс ротора. Моментная неуравновешенность полностью определяется: главным моментом дисбалансов ротора или двумя равными по значению антипараллельными векторами дисбалансов, лежащими в двух произвольных плоскостях, перпендикулярных оси ротора. |
| Динамическая неуравновешенность - неуравновешенность ротора, при которой ось ротора и его главная центральная ось инерции пересекаются не в центре масс или перекрещиваются. Динамическая неуравновешенность состоит из статической и моментной неуравновешенности. Динамическая неуравновешенность полностью определяется: главным вектором и главным моментом дисбалансов ротора или двумя векторами дисбалансов, в общем случае разных по значению и непараллельных, лежащих в двух произвольных плоскостях, перпендикулярных оси ротора (крест дисбалансов). |
| Квазистатическая неуравновешенность - неуравновешенность ротора, при которой ось ротора и его главная центральная ось инерции пересекается не в центре масс ротора. |
| Главный вектор дисбалансов ротора -
вектор, перпендикулярный оси ротора, проходящий
через центр его масс и равный произведению массы
на ее эксцентриситет. Главный момент дисбалансов ротора - момент, равный геометрической сумме моментов всех дисбалансов ротора относительно его центра масс. Эксцентриситет массы - расстояние от центра масс до оси вращения. Дисбаланс - векторная величина, равная произведению неуравновешенной массы на ее эксцентриситет.Дисбаланс полностью определяется значением и углом. Начальный и остаточный дисбаланс - дисбаланс до и после корректировки масс. Допустимый дисбаланс - наибольший остаточный дисбаланс, который считается приемлемым. |
Технологический дисбаланс - разность
значений остаточных дисбалансов в одних и тех же
плоскостях, измеренных для изделия в сборе (в
собственных подшипниках) и для изделия отдельно
(на специальном оборудовании).
Эксплуатационный дисбаланс - разность
значений остаточных дисбалансов в одних и тех же
плоскостях ротора, измеренных на изделии в сборе
до начала эксплуатации и после того, как оно
выработало весь ресурс до ремонта,
предусматривающего балансировку.
Статическая балансировка - балансировка, при
которой определяется и уменьшается главный
вектор дисбалансов ротора, характеризующий его
статическую неуравновешенность. Статическую
балансировку проводят в одной плоскости
коррекции; определенную для этой плоскости
корректирующую массу иногда удобно разносить в
несколько параллельных плоскостей.
Моментная балансировка - балансировка, при
которой определяется и уменьшается главный
момент дисбалансов ротора, характеризующий его
моментную неуравновешенность. Моментную
балансировку проводят не менее чем в двух
плоскостях коррекции.
Динамическая балансировка - балансировка,
при которой определяются и уменьшаются
дисбалансы ротора, характеризующие его
динамическую неуравновешенность. Динамическую
балансировку жесткого ротора достаточно
проводить в двух плоскостях. Балансировку
гибкого ротора проводят обычно более, чем в двух
плоскостях. При динамической балансировке
уменьшаются как моментная, так и статическая
неуравновешенность ротора одновременно.
Жесткий ротор - ротор, который сбалансирован
на частоте вращения, меньше первой критической в
двух произвольных плоскостях коррекции и у
которого значения остаточных дисбалансов не
будут превышать допустимые на всех частотах
вращения (до эксплуатационной).
Гибкий ротор - ротор, который сбалансирован
на частоте вращения, меньше первой критической в
двух произвольных плоскостях коррекции и у
которого значения остаточных дисбалансов могут
превышать допустимые на иных частотах, вплоть до
наибольшей эксплуатационной.
Классы точности балансировки для различных групп жестких роторов
| Классы точности балансировки | е ст* wэ макс, мм*рад/с | Типы роторов |
| 11 | 4000 | Узел коленчатого вала жестко установленного низкобортного судового дизеля с нечетным числом цилиндра. |
| 10 | 1600 | Узел коленчатого вала жестко установленного двухконтактного двигателя большой мощности |
| 9 | 630 | Узел коленчатого вала жестко установленного высокобортного четырехцилиндрового дизеля большой мощности. Узел коленчатого вала судового дизеля, установленного на виброизоляторах. |
| 8 | 250 | Узел коленчатого вала жестко установленного высокобортного четырехцилиндрового дизеля. |
| 7 | 100 | Узел коленчатого вала высокобортного дизеля с шестью и более цилиндрами. Двигатели в сборе (бензиновые или дизельные) для легковых и грузовых автомобилей и локомотивов. |
| 6 | 40 | Колеса легковых автомобилей, ободы колес, бандажи, приводные валы, тормозные барабаны автомобиля, колесные пары. Узел коленчатого вала, установленного на виброизоляторах высокобортного четырехтактного двигателя(бензинового, дизельного) с шестью и более цилиндрами. Узел коленчатого вала двигателя для легкового и грузового автомобилей и локомотива. |
| 5 | 16 | Приводные валы(валы судовых винтов, карданные валы) со специальными требованиями. Части дробилок, части сельскохозяйственных машин. Отдельные части двигателей(бензиновых или дизельных) легковых автомобилей, грузовиков и локомотивов. Узел коленчатого вала двигателя с шестью и более цилиндрами со специальными требованиями. |
| 4 | 6.3 | Маховики. Крыльчатки центробежных насосов. Части станков и машин общего назначения. Роторы обычных электродвигателей со специальными требованиями. Части технологического оборудования. Главные редукторы турбин торговых судов. Вентиляторы. Роторы авиационных газотурбинных двигателей в сборе. |
| 3 | 2.5 | Газовые и паровые турбины, включая главные турбины торговых судов. Турбогенераторы с жесткими роторами. Турбокомпрессоры. Приводы металлообрабатывающих станков. Роторы средних и крупных электродвигателей со специальными требованиями. Роторы небольших электродвигателей. Турбонасосы. |
| 2 | 1 | Приводы магнитофонов и проигрывателей. Приводы шлифовальных станков. Роторы небольших электродвигателей специального назначения. |
| 1 | 0.4 | Шпиндели, шлифовальные круги и роторы электродвигателей прецизионных шлифовальных станков. Гироскопы |
Статическая и динамическая балансировка роторов
Вопрос № 6 Статическая и динамическая балансировка роторов.
1 вариант.
Ротор – одна из важнейших деталей паровой турбины. Он несет на себе рабочие лопатки, образующие вместе с направляющими лопатками проточную часть турбины и передает крутящий момент, возникающий от окружного усилия, развиваемого потоком пара на лопатках.
Обычно ротор состоит из вала, дисков или барабана, рабочих лопаток и разных мелких деталей, насажанных на вал: втулок лабиринтных или иных уплотнений, муфты, маслоотражатели и др.
Заключительной операцией изготовления роторов является проведение статической и динамической балансировки. Статическая балансировка, как правило, проводится отдельных элементов ротора, в частности дисков. Такая балансировка позволяет сократить время динамической балансировки.
Методика статической балансировки
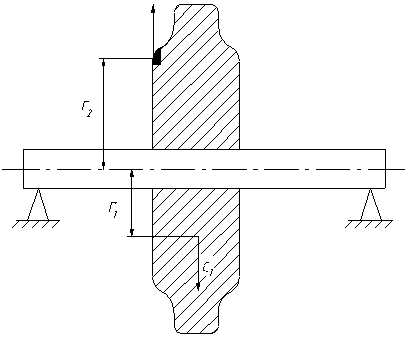 Для проведения такой балансировки диск насаживают на валик, который опирается на опоры, позволяющие перекатываться валику по ним. Опорные поверхности валика, а так же сами опоры имеют закалку. В случае неуравновешенности части диска валик перекатывается по опорам, занимает положение тяжелой и неуравновешен- ной части вниз. Для уравновешивания диска может быть применено два метода:
Для проведения такой балансировки диск насаживают на валик, который опирается на опоры, позволяющие перекатываться валику по ним. Опорные поверхности валика, а так же сами опоры имеют закалку. В случае неуравновешенности части диска валик перекатывается по опорам, занимает положение тяжелой и неуравновешен- ной части вниз. Для уравновешивания диска может быть применено два метода:
1. Снятие лишнего веса;
2. Добавление на противоположной стороне уравновешенного груза c1×r1=c2×r2 .
Обычно поступают таким образом: на диске делают пазы типа ласточкиного хвоста, подбирают соответствующий груз и устанавливают его. Дополнительный груз или уравновешивающий груз имеет сверление нарезкой, куда заворачивается болт и фиксирует положение груза – это статическая балансировка. Статическая балансировка не позволяет гарантировать отсутствие вибрации ротора при работе, в связи с тем, что может быть динамическая неуравновешенность роторов в сборе. Поэтому после статической проводят динамическую балансировку.
Для проведения динамической балансировки используют специальные балансировочные станки, опоры которого имеют возможность колебаться. Для крупных роторов динамическая балансировка проводится в специальных вакуумных камерах на рабочих числах оборотов. Вакуумная камера имеет герметичную конструкцию, а сама она выполнена из железобетона. В этой камере кроме динамической балансировки производится разгонная проба ротора для проверки механической прочности ротора. Разгонная проба проводится один раз с подъемом числа оборотов, превышающих номинал на 15-20%. На этом же станке проводится и динамическая балансировка ротора, которая позволяет исключить неуравновешенность ротора на рабочих числах оборотов. После проведения динамической балансировки ротор консервируется и отправляется заказчику.
Балансировка деталей
Балансировка - это определение величины и места и устранение дисбаланса, то есть неуравновешенности быстровращающихся деталей и сборочных единиц, возникающей вследствие неоднородности материала, погрешностей изготовления и сборки и вызывающей дополнительные напряжения в деталях, вибрации, снижение точности и ресурса машины.
Различают неуравновешенности статическую и динамическую. В первом случае центр тяжести детали или узла не совпадает с осью вращения, что характерно для деталей, у которых диаметр больше длины. Динамическая неуравновешенность характерна для деталей или узлов, длина которых значительно больше диаметра. При их вращении неуравновешенные массы будут находиться в разных плоскостях, перпендикулярных оси,- что приводит к возникновению пары центробежных сил, вызывающих вибрации и динамические нагрузки в машине. Статическая балансировка, обычно применяемая в ремонтном деле, выполняется на призмах или на дисках. При балансировке на призмах деталь плотно насаживают на оправку, концы которой укладывают на две горизонтально расположенные призмы. Затем деталь слегка вращают и при ее остановке отмечают мелом нижнее положение, соответствующее утяжеленной части детали. В результате многократного повторения операции находят неуравновешенное (утяжеленное место). При балансировке на дисках оправку укладывают между двумя парами смонтированных на шарикоподшипниках дисков с параллельными осями. Такая балансировка точнее, так как деталь при этом вращается, а не перекатывается. Рабочие поверхности призм или дисков должны иметь малую шероховатость и высокую твердость и должны быть установлены строго горизонтально по уровню (допускаемое отклонение 0,1 мм на длине 1 м).
Уравновешивание детали достигается либо удалением излишка материала с утяжеленной стороны путем высверливания, спиливания с нерабочей поверхности, либо закреплением груза на противоположной (облегченной) стороне детали (если это не мешает работе узла), что приводит к ее безразличному положению на стенде при нескольких повторных операциях балансировки.
Динамическая балансировка деталей и узлов выполняется на специальных балансировочных станках или, менее точно, в собственных подшипниках. В результате определяют массу и положение грузов, которые следует приложить (или отнять) к детали.
Смотрите также:Балансировка деталей - Слесарно-механосборочные работы
Балансировка деталей
Категория:
Слесарно-механосборочные работы
Балансировка деталей
Неуравновешенность деталей выражается в том, что деталь, например шкив, посаженный на вал, шейки которого свободно вращаются в подшипниках, стремится после вращения остановиться в одном определенном положении. Это указывает на то, что в нижней части шкива сосредоточено большее количество металла, чем в его верхней части, т. е. центр тяжести шкива не совпадает с осью вращения.
Ниже рассмотрен неуравновешенный диск, посаженный на вал, который вращается в подшипниках. Пусть его неуравновешенность относительно оси вращения выражается массой груза Р (темный кружок). Неуравновешенность диска заставляет его останавливаться всегда так, чтобы груз Р занимал самое низкое положение. Если к диску на противоположной стороне и на том же расстоянии от оси, что и темный кру-Жок, прикрепим груз такой же массы (заштрихованный кРУжок), то это уравновесит диск. В этом случае говорят, что Диск уравновешен относительно оси вращения.
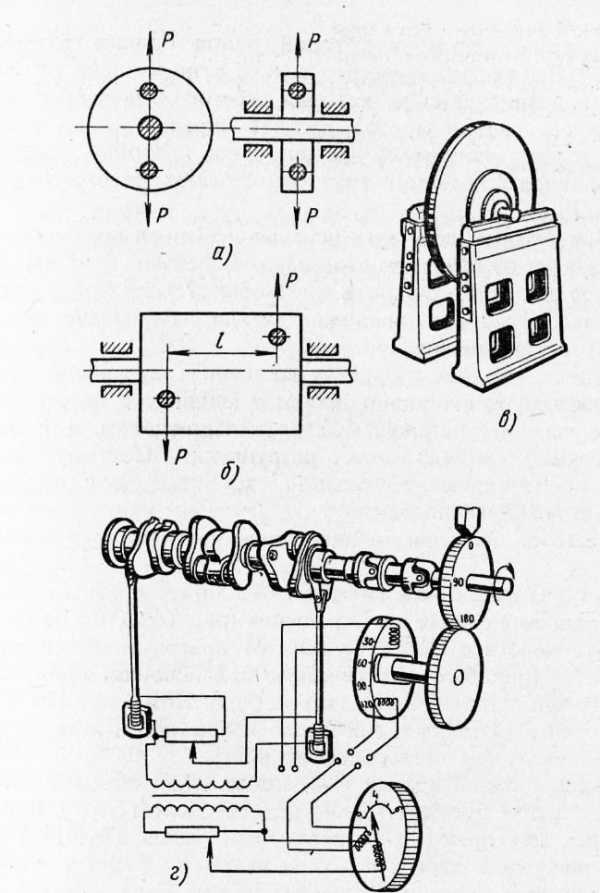
Рис. 1. Схемы определения неуравновешенности деталей: а — короткой, 6 — длинной, в — балансировка шкива на призмах, г — машина для динамической балансировки
Рассмотрим деталь, у которой длина больше диаметра. Если ее уравновесить только относительно оси вращения, то возникает сила, которая стремится повернуть продольную ось детали против часовой стрелки и тем самым дополнительно нагружает подшипники. Чтобы избежать этого, уравновешивающий груз располагают на расстоянии от силы.
Сила, с которой действует неуравновешенная вращающаяся масса, зависит от величины этой неуравновешенной массы, расстояния ее от оси, от квадрата числа оборотов ее. Следовательно, чем выше скорость вращения детали, тем сильнее оказывается ее неуравновешенность.
При значительных скоростях вращения неуравновешенные детали вызывают вибрацию детали и машины в целом, в результате чего подшипники быстро изнашиваются, а в некоторых случаях машина может разрушиться. Поэтому детали машин, вращающиеся с большой скоростью, должны быть тщательно отбалансированы.
Существует два вида балансировки: статическая и динамическая.
Статическая балансировка может уравновешивать деталь относительно ее оси вращения, но не может устранить действие сил, стремящихся повернуть продольную ось изделия. Статическую балансировку производят на ножах или призмах, роликах. Ножи, призмы и ролики должны быть калеными и шлифованными и перед балансировкой выверены на горизонтальность.
Операцию балансировки выполняют следующим образом. На ободе шкива предварительно наносят мелом черту. Вращение шкива повторяют 3 — 4 раза. Если меловая черта будет останавливаться в разных положениях, то это будет указывать на то, что шкив отбалансирован правильно. Если меловая черта каждый раз будет останавливаться в одном положении, то это значит, что часть шкива, находящаяся внизу, тяжелее противоположной. Чтобы устранить это, уменьшают массу тяжелой части высверливанием отверстий или увеличивают массу противоположной части обода шкива, высверлив отверстия, а затем залив их свинцом.
Динамическая балансировка устраняет оба вида неуравновешенности. Динамической балансировке подвергают быстроходные детали со значительным отношением длины к диаметру (роторы турбин, генераторов, электродвигателей, быстровращающиеся шпиндели станков, коленчатые валы автомобильных и авиационных двигателей и т. д.).
Динамическую балансировку производят на специальных станках высококвалифицированные рабочие. При динамической балансировке определяют величину и положение массы, которые нужно приложить к детали или отнять от нее, чтобы деталь оказалась уравновешенной статически и динамически.
Центробежные силы и моменты инерции, вызванные вращением неуравновешенной детали, создают колебательные движения из-за упругой податливости опор. Причем колебания их пропорциональны величине неуравновешенных центробежных сил, действующих на опоры. На этом принципе основана балансировка деталей и сборочных единиц машин.
Динамическая балансировка выполняется на электрических автоматизированных балансировочных станках. Они в интервале 1—2 мин выдают данные: глубину и диаметр сверления, массу грузов, размеры контргрузов и места, где необходимо закрепить и снять грузы. Кроме того, выполняется регистрация колебаний опор, на которых вращается уравновешенная сборочная единица, с точностью до 1 мм.
—
Маховики, шкивы и различные летали, вращающиеся g большими окружными скоростями, должны быть уравновешенными (отбалансированными), иначе машины, в которые входят эти детали, будут работать с вибрациями. Это отрицательно сказывается на работе механизмов оборудования и машины в целом.
Неуравновешенность деталей возникает из-за неоднородности материала, из которого они изготовляются; отклонений в размерах, допущенных при их изготовлении и ремонте; различных деформаций, полученных в результате термообработки; от различной массы крепежных деталей и т.д. Устранение неуравновешенности (дисбаланса) осуществляется балансировкой, которая является ответственной технологической операцией.
Существуют два способа балансировки: статическая и динамическая. Статическая балансировка — это уравновешивание деталей в неподвижном состоянии на специальных приспособлениях — ножевых направляющих, роликах и др.
Динамическая балансировка, предельно уменьшающая вибрации, производится при быстром вращении детали на специальных станках.
Статической балансировке подвергают ряд деталей (шкивы, кольца, гребные винты и др.) На рис. 1, а изображен диск, центр тяжести которого находится на расстоянии е от геометрического центра О. При вращении образуется неуравновешенная центробежная сила Q.
Опорные заостренные, чисто обработанные и закаленные поверхности ножей выверяют линейкой и уровнем на горизонтальность с точностью 0,05—0,1 мм на длине 1000 мм.
Уравновешиваемую деталь надевают на оправку, концы которой должны быть одинакового, притом возможно меньшего диаметра. Это существенное условие повышения чувствительности балансировки без ущерба для жесткости установки оправки с деталью на ножах. Балансировка состоит в следующем: деталь с оправкой слегка подталкивают и дают ей возможность свободно остановиться, ее более тяжелая часть после остановки всегда займет нижнее положение.
Балансируют деталь одним из двух способов: или облегчают ее тяжелую часть высверливанием или вырубанием из нее лишнего металла, либо утяжеляют диаметрально противоположную часть.
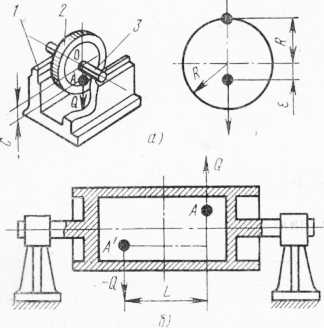
Рис. 1. Схемы балансировки деталей:
а — статическая, б — динамическая
На рис. 1, б дана схема динамической неуравновешенности детали: центр тяжести может находиться далеко от ее середины, в точке А. Тогда при вращении на повышенной скорости масса дисбаланса будет создавать момент, опрокидывающий деталь, образуя вибрации и повышенные нагрузки на подшипнике. Для уравновешивания нужно установить добавочный груз в точке А’ (или высверлить массу дисбаланса в точке А). При этом масса дисбаланса и добавочного груза образуют пару центробежных сил, параллельных, но противоположно направленных — Q и — Q, с плечом L, при котором опрокидывающий момент ликвидируется (уравновешивается).
Динамическую балансировку выполняют на специальных станках. Деталь устанавливают на упругие опоры и присоединяют к приводу. Частоту вращения доводят до такого значения, чтобы система вошла в резонанс, что позволяет заметить область колебаний. Для определения уравновешенной силы закрепляют на детали грузы, подбираемые так, чтобы образовалась противоположная сила и, следовательно, противоположно направленный момент.
Реклама:
Читать далее:
Сборка цепной передачи
Статьи по теме:
90 000 немецких балансов и греческий катаклизм. Это европейская карта безработицы [ИНФОГРАФИКА]Уровень безработицы в еврозоне упал до самого низкого уровня более чем за четыре года.Однако ситуация в отдельных странах Союза сильно отличается. Вот последние данные Евростата.
Уровень безработицы в зоне евро составил 10,3%.в январе 2016 года. Это означает снижение на 0,1 процентного пункта. по сравнению с предыдущим месяцем, сообщило статистическое бюро ЕС. Это самый низкий уровень более чем за четыре года. Год назад этот показатель составлял 11,3 процента. Последние данные Евростата оказались лучше прогнозов аналитиков, ожидавших индекса на уровне 10,4%.
Безработица падает по всему Европейскому Союзу.Средний показатель по государствам-членам в январе составил 8,9 процента. против 9 процентов в декабре и 9,8 процента. годом ранее. Только в 9 странах ЕС этот показатель двузначный.
«Сейчас мы можем наблюдать влияние циклического восстановления еврозоны на рынок труда.Однако до полного преодоления предстоящего нам кризиса еще далеко», — комментирует Карстен Бжески, главный экономист ING-Diba во Франкфурте.
>>> Читайте также: Каких сотрудников ищут компании? Вот последние данные
Все более качественные данные поступают и с польского рынка труда.По данным Евростата, уровень безработицы в нашей стране в январе снизился до 6,9%. от 7,1% месяцем раньше. Для сравнения, на начало 2015 года этот показатель составлял 8,1%. Число безработных в Польше составило 1 203 тысячи человек. в январе против 1 230 тыс. в прошлом месяце.
Данные Евростата существенно отличаются от статистики GUS.Они показывают, что в январе уровень безработицы в Польше составлял 10,3 процента. Расхождение между данными двух статистических управлений связано с использованием разной методологии. Центральное статистическое управление определяет уровень безработицы как процент безработных, зарегистрированных в бюро по трудоустройству, по отношению к общей численности экономически активного гражданского населения. Между тем, Евростат измеряет гармонизированный уровень безработицы как процент безработных людей в возрасте 15–74 лет, способных найти работу в течение следующих двух недель и активно ищущих работу в последние недели, по отношению ко всем экономически активных людей в стране.
По сравнению с тем же периодом прошлого года в январе безработица снизилась в 24 странах ЕС, а выросла только в трех – в Латвии (с 9,7% додо 10,4%), Австрии (с 5,5% до 5,9%) и Финляндии (с 9,1% до 9,4%). В Эстонии этот показатель не изменился. За последний год безработица больше всего снизилась в Испании (с 23,4% до 20,5%). Словакия была второй (с 12,3% до 10,3%), а Ирландия - третьей (с 10,1% до 8,6%).
Самой низкой безработицей в ЕС может гордиться Германия (4,3 процента), Чехия (4,5%), а также Мальта и Великобритания (по 5,1%). В свою очередь, Греция и Испания по-прежнему испытывают наибольшую проблему с балансировкой рынка труда. В этих странах уровень безработицы превышает 24,6% соответственно. и 20,5%.
По данным Евростата, во всем ЕС насчитывается более 4,43 млн безработных в возрасте до 25 лет.лет, из которых 3,03 млн человек являются жителями стран, входящих в зону евро. Уровень безработицы в этой возрастной группе систематически снижается, но остается тревожно высоким. В январе 2016 года уровень безработицы среди молодежи в ЕС составлял 19,7%, а в еврозоне — 22%. Год назад было 21 процент соответственно. и 22,8 процента Меньше всего проблем с трудоустройством у молодых жителей Германии. Уровень безработицы среди молодежи здесь самый низкий во всем ЕС и составляет 7,1%. За Чехией следует Чехия (11%).), Дания (11,1%) и Нидерланды (11,2%). На другом конце рейтинга расположились Греция (48% — последние доступные данные за ноябрь 2015 г.), Испания (45%), Хорватия (44,1% — данные за 4 квартал 2015 г.) и Италия (39,3%).
В Польше уровень безработицы среди молодежи превышает средний показатель по ЕС и составляет 20,4%.против 20,5 процента в декабре 2015 года. В январе прошлого года этот показатель составлял 21,7%.
>>> Читайте также: Великий миф о минимальной заработной плате.Его повышение не увеличивает безработицу
.Гидробалансировка и регулирование расхода в радиаторной системе
Основные эксплуатационные проблемы установок HVAC
Профессионалы очень хорошо знают, что надлежащее функционирование установки HVAC часто связано с рядом проблем. Самым серьезным неудобством является перегрев одних помещений и чрезмерное охлаждение других помещений, а также возникновение в них больших температурных колебаний.
Пользователи часто жалуются, что время ожидания необходимой температуры в помещении после утреннего запуска установки слишком велико.Первопричиной этих проблем является неправильное распределение потоков в здании, приводящее к чрезмерному увеличению энергопотребления системы отопления, в том числе расходов на насосы.
В этом случае невозможно обеспечить нужную температуру. Именно поэтому так важно выполнить процедуру гидробалансировки – это мероприятие позволяет исключить образование нежелательных переливов и недоливов. В результате получается правильное распределение хладагента в установке, что минимизирует затраты и потери энергии.
Гидравлическая балансировка - Почему это так важно?
Гидравлическая балансировка заключается в приведении фактических потоков к расчетным условиям, помогает в решении проблем в установке - посредством широко понимаемой диагностики. Специалистов часто озадачивает вопрос, нужны ли вообще какие-либо замеры для гидравлической балансировки.
Однако есть ряд аргументов в пользу их создания. Некоторые из них являются следствием специфики реализации решений HVAC.Отдельные элементы системы не могут быть выбраны на этапе проектирования по вине арендатора, который в зависимости от потребностей только на этапе обустройства решает, какие концевые приемники будут установлены и какой уровень регулирования должен быть обеспечен.
Для правильной работы системы фактические расходы должны быть приведены в соответствие с проектными условиями. Затем возникает необходимость проверки ранее принятых допущений, что возможно благодаря измерениям в рамках гидравлической балансировки.Представленная процедура также имеет диагностическую функцию, позволяющую локализовать серьезные неисправности еще до сдачи здания в эксплуатацию. Наконец, без замеров невозможно добиться двух основных факторов, обеспечивающих эффективное использование установки - правильного распределения потоков в здании и установки рабочей точки циркуляционных насосов - то есть согласования рабочей точки насоса с характеристиками установки.
Как выбрать балансировочный клапан?
Эффективные измерения не могут быть выполнены без использования соответствующего оборудования - в данном случае m.в с подходящим балансировочным клапаном с возможностью измерения параметров (расход, перепад давления, температура) и компьютерным расходомером TA SCOPE. Его подбор должен быть особенно продуманным – правильно подобранный клапан с регулируемым коэффициентом kvs – позволяет добиться необходимого значения расхода в отдельных контурах, что определяет уровень комфорта в помещениях. Балансировочный клапан должен иметь некоторые необходимые компоненты. Первый – это ручка с цифровой шкалой – она гарантирует точную настройку и балансировку всей установки.Кроме того, оборудование должно иметь легкодоступную функцию полного отключения и блокировку настройки. Ручка должна содержать информацию о диаметре и типе клапана , — поясняет Тадеуш Беднарек, эксперт IMI Hydronic Engineering. Самоуплотняющиеся измерительные заглушки также являются важным элементом принадлежностей. Типичным представителем балансировочных клапанов IMI являются резьбовые клапаны STAD или фланцевые клапаны STAF. Благодаря им измерение таких параметров, как перепад давления, расход, температура, мощность и доступное давление, становится быстрым и точным.Кроме того, клапан должен отличаться долговечностью, устойчивостью к коррозии и обесцинковыванию, что гарантирует длительную и неизменную работу. — добавляет Тадеуш Беднарек.
Автоматическая диагностика
К сожалению, выполнение проектных настроек на всех балансировочных клапанах не гарантирует правильную работу системы. Рассчитанные настройки являются только предварительными значениями и должны быть проверены на месте на основе точных измерений. К счастью, благодаря современным измерительным приборам , таким как TA Scope от IMI, эта задача становится намного проще.Это связано с тем, что каждое значение настройки балансировочного клапана запрограммировано как определенное значение Kv. На основе этих данных устройство рассчитывает расход с учетом перепада давления на клапане. Кроме того, также можно узнать температуру теплоносителя или мощность, передаваемую системой.
Используемое сегодня оборудование не требует сложного монтажа – его нужно только правильно подключить к планируемой точке измерения.Затем мы определяем соответствующий клапан. После ввода входных данных нажмите кнопку измерения, а затем нажмите кнопку калибровки, чтобы удалить пузырьки воздуха из измерительных шлангов. Через несколько секунд и сообщения на устройстве отпустите кнопку. Через некоторое время мы можем прочитать интересующие нас значения, , — объясняет Тадеуш Беднарек. Здесь стоит упомянуть два инновационных метода измерения, используемых в TA Scope. Первый — TA Wireless, благодаря использованию беспроводных передатчиков дальнего действия позволяет легче балансировать даже крупные объекты.Второй - ТА Диагностика - это шанс для более эффективного и быстрого обнаружения эксплуатационных опасностей и проведения необходимых сервисных мероприятий.
Этапы предварительного обследования здания
Если это позволяет только специфика строительной площадки, перед началом процедуры балансировки стоит произвести первичный осмотр здания. Для облегчения задачи эту деятельность можно разделить на этапы. В начале необходимо тщательно проверить, соответствует ли внедряемая система проекту и завершена ли она.Затем проверьте наличие всех балансировочных клапанов и уровень заполнения установки. Клапан считаем имеющимся, если он имеет необходимое подключение к устройствам системы, а система заполнена средой и имеет соответствующее давление. Если вы сомневаетесь, пометьте подозрительный клапан.
Важное примечание: если выполненные измерения не соответствуют требованиям безопасности, необходимо немедленно сообщить об этом заказчику. Однако, если все верно, следующим этапом первичного осмотра будет проверка фильтров – следует выяснить, чистые ли они и не прокачана ли вся система.Следующим шагом является проверка направления установки обратных клапанов, регулирующих клапанов и насосов. Наконец, проверяем, были ли предварительно настроены балансировочные клапаны — когда настроек нет, ставим их в полностью открытое положение.
Процедура балансировки
Фактическая процедура гидравлической балансировки начинается в критическом месте для работы системы отопления здания - например, это может быть котельная, теплоцентр или распределитель электроэнергии.Во-первых, проверьте скорость потока на основных общих клапанах. Если параметры сильно отличаются от расчетных значений, продолжение балансировки возможно только после исправления ошибок.
Консультативный
Вы цените наши советы? Вы можете получить последние новости каждый четверг!
Полученный результат гидравлической балансировки должен находиться в пределах, предусмотренных стандартом PN-EN 14336. Для сохранения состояния балансировки в течение длительного времени балансировочные клапаны должны быть ограничены установленным значением путем выполнения блокировки предварительной настройки.Однако на правильной настройке всей установки процедура балансировки не заканчивается. Его неотъемлемым элементом является подготовка профессиональной документации, основной частью которой является протокол балансировки.
Этот документ должен включать расчетный и фактический расход, размер и настройку клапана, падение давления на клапане и смещение потока. В протокол также должны быть включены данные блока гидравлического регулирования , — напоминает эксперт IMI Hydronic Engineering. Эта форма собирается инспектором по надзору. После того, как она будет подготовлена, заполните паспортную табличку для каждого клапана, заполнив все данные с распечатки.
Обеспечение оптимального комфорта в помещении при минимальных эксплуатационных расходах – вот основные и неизменные цели при проектировании систем отопления. Правильно проведенная процедура гидравлической балансировки позволяет добиться их. Вложенные деньги быстро окупятся, а здание будет иметь оптимизированную установку, обеспечивающую высокий тепловой комфорт и долгий срок службы.
Источник и фотографии: IMI Hydronic Engineering
.Гармония профессиональной жизни и свободного времени в жизни женщин Польши в андрагогической перспективе
Александр, Т. (2009). Андрагогика. Радом - Краков.
«Ариадна» (2018). Культурная жизнь и способы проведения свободного времени поляками (опрос).
Получено с: https://ciekaweliczby.pl/zycie-kulturalne-sposoby-spedzania-czasu-wolne-
go-polakow / [дата обращения: 14.01.2021].
Нет автора (2016).Как жизнь ?. Получено с: http://www.oecdbetterlifeindex.org/countries/
польша / [дата обращения: 31 декабря 2020 г.].
Нет автора (2020). Баланс между работой и личной жизнью. Получено с: http://www.oecdbetterlifeindex.org/
темы / работа-жизнь-баланс / [доступ: 31 декабря 2020 г.].
Чапинский, Дж., Панек, Т. (ред.). (2013). Социальная диагностика 2013. Условия и качество жизни 9000 3
поляка. Получено с: http://www.diagnoza.com [доступ: 13 января 2021 г.].
Дюмазедиер, Дж. (1960). Problèmes actuels de la socòlogie du doisir. РИСС. Т. 12. № 4. Париж: ЮНЕСКО. По: С. Чайка (1979). С проблемами свободного времени. Варшава: CRZZ.
Дикиссон, К. (1997). Удаленная работа сделала вашу домашнюю работу? Преимущества гибкого
Вариант работы, набирающий популярность в 90-х, и как обойти его потенциал
подводных камня.Журнал CMA, Том 70, № 10, стр. 13-14.
Фушара, М. (2007). Женщины в политике. Варшава.
Гончарз, Б. (2011). Работа женщин в Польше: от эгалитарного экономического принуждения к
элиты, свобода выбора и всеобщее неравенство статуса. В: К. Слани, Дж. Струзик,
К. Войницка (ред.), Гендер в польском обществе. Краков.
Гидденс, А. (2012). Социология.Варшава: Польское научное издательство PWN.
Центральное статистическое управление (1969). Перепись 1968 г.: уровень образования служащих - 9000 3
никеля. Варшава. По: К. Врочно (1969). Женщины в Польше. Варшава.
Центральное статистическое управление (2013 г.). Обследование бюджета времени населения в 2013 г. -2013-г-, 18.1.html [доступ:
01.2021].
Центральное статистическое управление (1998 г.). Бюджет времени населения на 1996 г. Варшава.
Центральное статистическое управление (2020). Информация о рынке труда в третьем квартале 2020 года 9000 3
года. Получено с: https://stat.gov.pl/obszary-tematyczne/rynek-pracy/pracujacy-bezro-botni-bierni-profesowo-wg-bael/information-about-labor-market-in-therth-quarter-2020 - -dane-final, 12.44.html [доступ: 28.2020].
Центральное статистическое управление (2004 г.). Женщины и мужчины на рынке труда, 2004 г. Источник: https://stat.gov.pl/obszary-tematyczne/rynek-pracy/opracowania/kobiety-i-mezczyzni- -na-labor-market-2004,1,1 .html [дата обращения: 01.11.2021].
Центральное статистическое управление (2014 г.). Женщины и мужчины на рынке труда. Получено с: https://stat.gov.pl/obszary-tematyczne/rynek-pracy/opracowania/kobiety-i-mezczyzni-na- -rynku-pracy-2014,1,5.html [дата обращения: 11.01.2014.2021].
Центральное статистическое управление (2017 г.). Участие в спорте и физическом отдыхе в 2016 году. Варшава.
Голден, Т., Вейга, Дж. (2005). Влияние степени дистанционной работы на удовлетворенность работой: решение противоречивых выводов. Журнал менеджмента, 31, 2, стр. 301–18.
Громада А., Будач Д., Кавалерович Ю., Валевска А. (2015). Низкие шансы на продвижение? Отчет об исследовании присутствия женщин в художественных академиях в Польше.Получено с: https://www.nck.pl/upload/attachments/317998/Marne%20szanse%20 na%20awanse%20RAPORT.pdf [дата обращения: 03.08.2021].
Хасс, Л. (1996). Избирательная активность женщин в первое десятилетие Второй Польской Республики. В: А. Жарновска, А. Шварц (ред.), Женщина и мир политики. Варшава.
Хохшильд, А. (2012). Вторая смена. Работающие родители и революция дома. Нью-Йорк: Викинг. Источник: Гидденс А. (2012). Социология. Варшава: Польское научное издательство PWN.
Джейкобс, П., Шейн, Л. (2009). Женщины-профессионалы: непрекращающаяся борьба за признание и равенство. Публикации факультета уголовного правосудия. Бумага 1.
Ярош, Д. (2000). Женщины и профессиональный труд в Польше в 1944–1956 гг. (основные проблемы в свете исследования новых источников). В: А. Жарновска, А. Шварц (ред.),
.Женщина и работа: XIX и XX века: сборник исследований, т. VI. Варшава, стр. 217-241.
Юнг, Б.(2003). Баланс между работой и личной жизнью: вернуться к исходной точке? (дебаты о досуге с 1970-х). Управление человеческими ресурсами, № 2, стр. 17–29.
Калиновская, Б. (2008). Баланс между работой и семейной жизнью в макроэкономической перспективе. В: К. Садовска-Снарска (ред.), Balance Work-Life-
вы – Семья. Белосток, стр. 84–100.
Каминский, А. (1972). Функции социальной педагогики. Варшава: PWN.
Каравайчик, В. (2009). Обучение взрослых в андрагогическом подходе, Коллоквиум
факультета гуманитарных и социальных наук. Год I, стр. 95–108.
Ноулз, М.С., Холтон, Э.Ф., Суонсон III, Р.А. (2009). Образование для взрослых. Руководство
акад. Варшава: Польское научное издательство PWN.
Колб, Д. (1984). Экспериментальное обучение. Нью-Джерси: Прентис Холл.
Кольский, Б.(2014). Свободное время в свете устойчивого развития. Потребление и развитие,
№ 2 (7), стр. 28-38.
Ковальска, А. (2000). Женщины на рынке труда в Польше. Народное хозяйство, № 7-8.
Варшава, стр. 47–75.
Крахельска, Х. (1932). Работа женщин в современной промышленности. по делам трудящихся, № 10,
Варшава: Институт социальной экономики.
Курляндия, Н., Бейли, Д. (1999). Удаленная работа: преимущества и проблемы работы здесь,
там, где угодно и когда угодно. Организационная динамика, 28, 2, стр. 53–68. Курзиновский, А. (2000).
Изменения моделей профессиональной карьеры женщин в 1950–1989 гг. В: А. Жарновска, А. Шварц (ред.), Женщина и работа: девятнадцатый и двадцатый века: коллекция
.исследования, т. VI. Варшава, стр. 189-215.
Малевски, М. (2007). В поисках теории обучения взрослых.В: Т. Александр, Д. Барвиньска (ред.), Состояние и перспективы развития рефлексии в области образования взрослых, Краков - Радом: Ягеллонский университет, Институт устойчивых технологий - Национальный исследовательский институт.
Марковска, Д. (1986). Роль полячки в семье. В: Э. Конецка (ред.), Польские женщины. Варшава.
Моравска, В. (1951). Заинтересован в свете социологических исследований. Работа и социальная помощь, № 2, стр. 72–73.
Мрозек, Дж.(2019). Изменения в положении женщин в Польской Народной Республике - избранные контексты. Образовательные исследования, № 54. Познань, стр. 257–282.
Хел, Дж. (2014). Педагогика свободного времени. Новы-Двур-Мазовецкий.
Пилатович, Дж. (1994). Инженерный состав Второй Польской Республики. Седльце.
Смоляльский, А. (1996). Профессиональная структура преподавания в Польше до 1939 года. Ополе.
Станек, Л. (2011). Оздоровительно-спортивная деятельность академической молодежи в течение 9000 3
бесплатно.В: Д. Мрочковска (ред.), Свободное время. Размышления, дилеммы, перспективы.
Варшава: Издательство Дифин, стр. 171–178.
Станкевич-Мроз, А. (2008). Изменения в сфере кадровой функции в результате им-
реализация концепции «сбалансированной трудовой жизни». В: Э. Ендрых, А. Петрас, А. Станкевич-Мроз (ред.), Личная функция в меняющейся организации. Лодзь: Лодзинский технологический университет.
Стржеминска, Х.(1970). Профессиональная деятельность женщин и бюджет их времени. Варшава.
Стыпулковская, М. (1994). Трудный путь для женщин к юридической профессии.
Палестра, № 9-10, стр. 139-149.
Суходольский, Б. (2003). Постоянное образование, перекресток и надежды. Свободное общество 9000 3
Польского университета. Варшава.
Тарковская, Э. (2001). Социальное время и свободное время: концепции и современные изменения.
В: А. Жарновска, А. Шварц (ред.), Женщина и культура свободного времени, т. VII. Варшава, стр. 17–33.
Турос, Л. (1993). Общая андрагогика. Седльце: Издательство университета WSKP в Зидле-
кеш.
Вавжиковска-Верциохова, Д. (1963). От спиннера до космонавта. Варшава. Вечорек, И. (2008). Конфликт между работой и семьей. Шведские примеры решений. В: К. Садовска-Снарска (ред.), Баланс между работой – жизнью – семьей, Белосток: Wyd.Высшее
Школа экономики в Белостоке, стр. 101–107.
Верушевский, Р. (1975). Равенство женщин и мужчин в Народной Польше. Познань. Внук-Липинский, Э. (1981). Бюджет времени - социальная структура - социальная политика. Вроцлав.
Внук-Липинский, Э. (1972). Работа и отдых в бюджете времени. Варшава.
Войцеховская, З. (2019). Трансформационное обучение при изменении 9000 3
профессия в контексте динамики постмодернистского социального мира.Образование 9000 3
Взрослые, № 1, стр. 103–118.
Выготский Л.С. (1971). Избранные психологические произведения. Варшава: PWN.
Задрожинская, А. (1986). Традиционная культура и современная рабочая культура. В: А. Жар-
nowska (ред.), Вокруг традиций культуры рабочего класса в Польше. Варшава, стр. 50–80.
Жарновски, Дж. (2000). Профессиональная работа женщин в межвоенной Польше. В: А. Жарновска, А.Шварц А. (ред.), Женщина и работа: девятнадцатый и двадцатый века: сборник исследований, т. VI. Варшава, стр. 119–140.
Аудиовизуальные источники:
Польские кинохроники: Женщины наших дней, Ю. Зельник, 1951. Доступ: https: // filmpolski. pl/fp/index.php?film = 427469
.Тепловая лаборатория | Факультет строительства, архитектуры и экологии, Лодзинский технологический университет
Лаборатория оснащена модельными элементами отопительных установок, такими как:
- Подстанция автоматизированная,
- станции испытания радиаторов и гидравлической балансировки установок, Стенды
- для испытаний на компенсацию тепловых удлинений установок,
- клапаны автоматические регулирующие различных типов (пресо и термостаты), теплообменники
- , расширительные баки и т.д.
Лаборатория оснащена измерительной аппаратурой, позволяющей проводить тепловые испытания строительных перегородок и теплоизоляции трубопроводов, таких как; тепловизионная камера, расходомеры тепла.
Подготовленные упражнения с использованием новейших достижений техники позволяют ознакомиться с вопросами, связанными с эксплуатацией систем центрального отопления, методами гидравлической балансировки с использованием балансировочных, вертикальных и термостатических клапанов.Учащиеся узнают о специальных измерительных устройствах для проверки перепадов давления и расхода. Установленные ротаметры позволяют напрямую оценивать изменения, вносимые в настройки отдельных клапанов. Практические измерения расхода и перепадов давления также будут проводиться с помощью смартфона и профессионального измерительного прибора PFM 5000 . Необходимые устройства для строительства станции регулирования и балансировки системы отопления предоставили Danfoss, KAN-therm, IMI Hydronic Engineering и Grundfos, которые годами сотрудничают с Институтом I-62.
Для поставки станции в сотрудничестве с лодзинской компанией Termokon был подготовлен двухфункциональный тепловой пункт косвенного нагрева, оснащенный новейшими устройствами автоматического управления. Контроллер ECL 310 и циркуляционный насос с регулируемой частотой вращения ротора взаимодействуют с моделью установки.
Подстанция, соединенная с моделью отопительной установки, позволяет студентам, изучающим экологическую инженерию, изучить принципы работы источника тепла, питаемого от сети централизованного теплоснабжения.Подготовленные лабораторные занятия вводят нужную дозу практических знаний, которые можно использовать в будущей профессиональной деятельности. Кроме того, студенты проверяют теорию в контакте с устройствами, установленными в современных тепловых пунктах. Они готовятся к эксплуатации автоматики, внедряя снижение потребления тепловой энергии при приготовлении горячей воды для бытовых нужд и центрального отопления. Лаборатория отопления факультета строительства, архитектуры и экологии также запланирована для других областей исследования в рамках темы установок в зданиях.
.Выравнивание износа, т.е. балансировка потребления памяти EEPROM. Примеры программного обеспечения для AVR
Современная память EEPROM выдерживает не менее 100 000 операций стирания/записи. С одной стороны, на практике это не кажется слишком маленьким числом, а с другой стороны, существует множество потенциальных приложений, в которых число в 100 000 циклов стирания и записи может быть достигнуто довольно быстро. Конечно, правильно сконструированное устройство и продуманное пользовательское приложение должны обеспечивать соответствующее «обращение» с этим типом памяти, но легко представить себе ситуацию, когда нет другой возможности сохранения текущих данных, кроме использования встроенная память EEPROM.Очевидно, что существует множество способов борьбы с этой проблемой, таких как обнаружение пропадания питания микроконтроллера и немедленное сохранение интересующих значений в память EEPROM, но обычно это требует использования определенных аппаратных решений, таких как поддержание блок питания на время написания или реализации схемы обнаруживающей такое явление, что не всегда желательно. Вы также можете сохранить интересующий вас блок данных, снабдив его контрольной суммой CRC8, чтение и сравнение которой (после перезапуска микроконтроллера) позволит убедиться в правильности сохраненных данных, но в случае ошибки мы не уверен в чтении каких-либо правильных значений из памяти, что трудно принять.Кроме того, постоянно работая с одним и тем же набором ячеек памяти EEPROM, рано или поздно мы можем превысить допустимое количество записей, потому что даже для 1-минутной записи количество 100 000 записей будет превышено менее чем через 70 дней. непрерывной работы устройства. Конечно, было бы ошибкой рассматривать EEPROM как место для хранения текущих переменных, ведь для этого у нас есть оперативная память, но в общем подходе приходится учитывать это невыгодное явление.Как же тогда легко решить эту проблему? Мы используем так называемое выравнивание износа, т.е. балансировку потребления отдельных ячеек памяти с помощью различных методов оптимизации записи, которые позволяют увеличить время, в течение которого данный носитель информации еще может быть использован.
Рассматриваемая технология достаточно хорошо известна производителям SSD, поскольку без ее использования, в зависимости от типа ячеек памяти, такой диск мог бы прийти в полную или частичную непригодность даже после выполнения 500 (!) циклов стирания и записи (в случае памяти TLC).В SSD-дисках весь процесс аппаратно контролируется соответствующим драйвером и программным обеспечением и незаметен для пользователя. Короче говоря, тема, которую я хотел бы затронуть, не нова, но мои наблюдения показывают, что это малоизвестная и редко используемая проблема. Так почему бы не использовать такой механизм, тем более что его базовая реализация чрезвычайно проста?
Принцип работы простого механизма выравнивания износа основан на том, что для выбранной ячейки данных мы резервируем множество копий в других областях памяти EEPROM и каждая новая запись производится в следующем, зарезервированном месте.Отсюда следует, что время жизни памяти EEPROM по отношению к нашим данным увеличивается во столько раз, во сколько копий ее зарезервировано в других областях EEPROM, при условии, что каждая последующая запись производится в новом месте и после достижения последней позиции мы начинаем заново , т.е. с места с базовым адресом. Вот и возникает вопрос - откуда прикладная программа после сбоя питания берет свои "знания", откуда должен запускаться процесс сохранения данных, чтобы сохранить предположение о равномерном потреблении памяти? Нам нужно ввести вторую переменную, фактически кольцевой буфер, в который прикладная программа будет «умно» помещать указатель на новую позицию записи.Возможно, сейчас это звучит расплывчато, поэтому я объясню, как работает программа, реализующая эту функциональность.
Предположим, у нас есть набор переменных пользовательского приложения, которые мы должны циклически записывать в память EEPROM и которые сгруппированы в структуру данных, показанную в листинге 1 . Чтобы было удобно индексировать такую структуру, которая может содержать поля различной длины, заменим ее объединением, в котором хранятся наши данные, помня, что размер индексного поля этого объединения должен соответствовать размеру всей структуры.Новый тип данных, измененный, как описано выше, показан в Листинга 2 .
Теперь создаем в памяти EEPROM переменную, которая будет хранить наши данные конфигурации, но сразу создадим выбранную нами, и в зависимости от размера доступной EEPROM и ожидаемого уровня увеличения ее жизни количество копий, как в списке 3 . Как показано, мы сразу же создали в EEPROM дополнительную переменную, а именно переменную wlStatBuff , которая является циклическим буфером, необходимым с точки зрения механизма получения информации о ячейках памяти, в которые нужно записать структуру данных . wlConfigBuff , чтобы экономить даже использование памяти.Здесь стоит отметить, что и спецификатор EEMEM, который де-факто информирует компилятор о том, что переменные должны быть помещены в память EEPROM, и используемые в дальнейшем «встроенные» функции компилятора AVR-GCC требуют заголовка файл avr/eeprom.h прикрепить к проекту приложения. Прямо сейчас вам, наверное, интересно, как работает весь этот механизм? Ну, это работает, выполнив 3 простых шага:
1. Нахождение места в памяти EEPROM, где мы должны сохранить нашу структуру данных, то есть место, где мы должны поместить еще одну ее копию.
2. Сохраните эту копию по указанному выше адресу.
3. Обновление значения буфера состояния (переменная wlStatBuff ) таким образом, чтобы последовательные записи (после перезапуска приложения) происходили в последовательные места, тем самым балансируя потребление памяти EEPROM.
Вот оно! Как видите, ключевым механизмом всего этого процесса является алгоритм заполнения буфера состояния, находящегося в памяти EEPROM, чтобы на следующих шагах прикладная программа «знала», с чего начать сохранение последующих копий выборочной структуры данных каждый время перезапуска системы.Что следует особо подчеркнуть, для корректной работы алгоритма необходимо, чтобы вся доступная область, занимаемая буфером состояния (переменная wlStatBuff ), была инициализирована в самом начале, т.е. только при первом запуске приложения, с одинаковыми значениями, например 0xFF (значение для удаленной/ранее не использовавшейся памяти EEPROM). Эту инициализацию можно выполнить вручную или, в случае микроконтроллеров AVR, использовать соответствующий бит конфигурации, а именно EESAVE.Его сброс (в номенклатуре Atmel установка там логической "1"), являющийся также стандартной (производственной) настройкой всех систем семейства AVR, стирает всю память EEPROM при программировании (а именно стирании) Flash-памяти микроконтроллера, то есть при загрузке прикладной программы. Это самое простое и эффективное решение присвоения ранее использовавшейся памяти EEPROM начальных значений (0xFF).
Перейдем к механизму нахождения текущего места в памяти EEPROM, куда должна быть записана наша структура данных.Этот механизм основан на определенных допущениях для функции управления буфером состояния, т.е. на обновлении этого буфера после сохранения копии структуры. Эта функция работает таким образом, что по адресу текущей локации в буфере состояния, следовательно, текущая локация, куда была записана последняя. копировать структуру конфигурации, записывает значение, которое находится в по предыдущему адресу пови?ксзон? в 1. Отсюда следует, что?Функция, задача которой найти текущее, свободное место, в котором нужно запомнить? еще один копировать структура данных, смотрит на кольцевой буфер (для положения переменной в буфере состояния, т.е. текущего места, где была сохранена последняя копия структуры конфигурации, записывает значение из предыдущего адреса плюс 1).Отсюда следует, что функция, задача которой найти текущее, свободное место, где должна храниться очередная копия структуры данных, просматривает циклический буфер (переменная wlStatBuff ) в поисках индекса (адреса) того места, для которого значение предыдущего элемента плюс 1 отличается от значения текущего элемента (текущий индекс). Изображение стоит больше 1000 слов, поэтому взгляните на рисунок 1 , чтобы узнать, как работает обработчик кеша состояния (для простоты предполагается размер кеша состояния из 4 элементов).
Как уже упоминалось, мы сначала предполагаем, что все ячейки буфера состояния имеют одинаковое значение — в нашем случае 0xFF. На следующем шаге запускается функция findStatBuffAddr(), задача которой найти текущий адрес, куда сохранить очередную копию структуры данных. Эта функция каждый раз просматривает весь буфер (от элемента #0 до n-1, сравнивая предыдущий элемент с текущим), поэтому ее первое сравнение производится по элементам номер 3 и номер 0.Значение элемента номер 3 (0xFF), увеличенное на 1 (0x00), отличается от значения элемента номер 0 (0xFF), функция возвращает адрес 0x00. Прикладная программа должна записать сюда копию структуры данных по адресу wlConfigBuff[0], а затем вызвать функцию updateStatBuffer(), задача которой обновить буфер состояния, чтобы последующие поиски завершались с указанием на правильный пункт. Это обновление заключается в том, что по текущему адресу в буфере состояния (в случае первого шага это элемент адреса в буфере состояния (в случае первого шага это элемент wlStatBuff[0] ) сохраняется значение предыдущего элемента (в случае первого шага это элемент wlStatBuff[3] , т.е. значение 0xFF) увеличивается на единицу - в данном случае это будет 0x00.Последовательные, аналогичные шаги, показанные на рис. 1, сопровождающие последующие записи копии структуры данных, указывают на последовательные элементы буфера состояния и их соответствующее обновление, при этом следует отметить, что после обновления элемента номер 3 функция возвращается к номер элемента 0 и так далее.
Настало время представить вышеупомянутые функции. Функция, отвечающая за нахождение текущего адреса, куда должна быть записана следующая копия структуры данных, показана в листинга 4 , а в листинга 5 функция , , задачей которой является обновление буфера состояния .
Готово! Пришло время представить краткий листинг, который показывает, как использовать механизм выравнивания износа в приложении для сохранения нашей типовой структуры данных. Весь процесс представлен в листинге 6 . Переменная Config типа configType представляет собой структуру входных данных в ОЗУ, копия которой будет храниться в памяти EEPROM. Важно отметить, что есть причина, по которой я использовал функцию eeprom_update_block() вместо библиотечной функции среды AVR-GCC eeprom_write_block().Как несложно догадаться, отличие состоит в том, что вторая функция (обновление) проверяет содержимое ячеек памяти EEPROM, над которыми предстоит выполнить операцию стирания/записи, и выполняет ее только тогда, когда новое значение отличается от прочитанного из целевой адрес, что приводит к еще меньшему потреблению памяти EEPROM и сокращает время записи, которое, как мы должны помнить, составляет от 3,3 до 8,5 мс для микроконтроллеров семейства AVR (для операции стирания и записи байта или памяти страница).Конечно, встроенные функции записи не приостанавливают работу пользовательской прикладной программы на указанное выше время программирования, так как не дожидаются ее окончания, однако программирование самого следующего байта/страницы возможно после указанного выше времени программирования. время истекло. Для удобства использования заголовочный файл avr/eeprom.h содержит функцию, с помощью которой можно проверить, готов ли контроллер памяти EEPROM к следующей записи. Я говорю о функции eeprom_is_ready(), возвращающей логическую «1», если контроллер памяти EEPROM готов выполнить операцию чтения или записи.
Все очень просто, не правда ли? Однако есть одна маленькая «загвоздка». Встроенные в среду AVR-GCC функции работы с памятью EEPROM предполагают, что при их работе (в основном это относится к функциям записи, но в особых случаях не только) блокируются системные прерывания. Конечно, первое, что приходит на ум, это то, что это не должно быть большой проблемой, потому что мы можем блокировать прерывания во время их выполнения. Иногда это решение, иногда совершенно неприемлемое.Все зависит от конкретного приложения, но вы должны знать, что использование функций eeprom_write_block() или eeprom_update_block() таким образом, что мы блокируем системные прерывания на время его выполнения, может, с большими данными блоки, предотвратить обработку этих прерываний на дюжину или около того / несколько десятков мс. При записи байта это время было бы гораздо меньше и такое решение можно рассматривать, но для блока данных и ранее упомянутых функций лучше подумать о целевом решении.Разумеется, речь идет о пользовательском приложении, использующем системные прерывания.
Вам, наверное, интересно, откуда берутся предположения создателей этих функций. Это вытекает из способа инициирования операции записи EEPROM в микроконтроллерах семейства AVR. Ну а этот процесс предполагает определенную последовательность установки выбранных бит регистра управления контроллера памяти EEPROM, которую нельзя нарушить системным прерыванием. Согласно документации, этот процесс включает в себя выполнение отдельных последовательных шагов:
- Дождитесь очистки бита EEPE в регистре EECR.
- Выдача адреса ячейки для записи в регистр EEAR.
- Задание значения для записи в адресуемую ячейку памяти в регистре EEDR.
- Установить бит EEMPE и одновременно очистить бит EEPE в регистре EECR.
- Установка бита EEPE в регистре EECR в пределах 4 тактов ЦП от выполнения шага 4.
Возникновение системного прерывания в промежутке времени между выполнением пунктов 4 и 5 и его обработкой заведомо займет гораздо больше 4 тактов, что предотвратит инициированную ранее запись в память EEPROM.Как же решить эту необычную проблему, не блокируя системные прерывания? Весьма эффективным и, в то же время, наиболее рациональным решением с точки зрения приложения пользователя является использование прерывания контроллера памяти EEPROM, о котором сообщается каждый раз, когда контроллер памяти готов выполнить операцию чтения/записи. после запуска (прерывание EEPROM Ready Interrupt ). Это прерывание должно запускаться в основной программе, когда есть необходимость сохранить копию структуры данных, а сама запись структуры и обновление буфера состояния должны выполняться в самой процедуре обслуживания прерывания контроллера памяти EEPROM, освобождая основная прикладная программа от необходимости предпринимать какие-либо действия в связи с этим.Эффективно, удобно и эффективно. Итак, перейдем к программным решениям.
На первом этапе мы введем два определения для включения и выключения прерывания EEPROM Ready Interrupt , которые показаны в листинга 7 . Функция обслуживания прерывания Прерывание готовности EEPROM показана в листинга 8 . Весь процесс сохранения копии структуры данных и обновления буфера состояния максимально упрощен, и он полностью сделан аппаратно, в процедуре обработки прерывания контроллера памяти EEPROM, а значит, мы уверены, что другая служба прерывания процедуры будут выполнены. системные файлы не приведут к сбою ранее инициированного процесса записи EEPROM.Способ инициирования операции записи новой копии структуры данных и обновления буфера состояния ограничен на «запустить прерывание», чтобы другие подпрограммы обслуживания системных прерываний не вызывали того, что инициированный ранее процесс записи в память EEPROM не состоится. Способ инициирования операции записи новой копии структуры данных и обновления буфера состояния ограничивается запуском прерывания EEPROM Ready Interrupt , которое инициирует всю процедуру командой EEPROM_INTR_ENABLE .
Это все о том, как расширить память EEPROM с точки зрения механизма выравнивания износа и его практического применения. Надеюсь, что этот, по сути, простой механизм будет полезен в практических приложениях, а статья подтолкнет к его реализации и для других семейств микроконтроллеров.
Роберт Волгаев, ИП
Тема докторской диссертации – американо-вьетнамские отношения с момента установления дипломатических отношений в 1995 году по 2016 год, т.е. до окончания срока полномочий президента Барака Обамы. Выбор такого кейса обоснован следующими соображениями: исторический контекст отношений двух стран, глубокие структурные различия между США как державой с демократическим строем и Вьетнамом - авторитарной развивающейся страной, китайский фактор во внешней политике обеих стран.Цель диссертации состояла в том, чтобы изучить эволюцию балансирующей стратегии США в регионе Восточной Азии и определить роль Вьетнама в ее реализации. В докторской диссертации в качестве исследовательского инструмента использовалась теория баланса сил и вытекающая из нее балансировка политики и стратегии. Работа состоит из шести глав, введения и обобщения результатов исследования. Важнейший вывод, который следует из исследования: США, несмотря на привлечение крупных средств и предоставление многих уступок, не удалось вовлечь Вьетнам в свою антикитайскую коалицию.Таким образом, можно сделать вывод, что противовесная стратегия США антикитайского характера не достигла намеченных целей в отношениях с Вьетнамом.
Предметом докторской диссертации являются отношения между Соединенными Штатами Америки и Вьетнамом в 1995-2016 годах, то есть с момента установления дипломатических отношений в 1995 году до окончания второго президентского срока Барака Обамы. Выбор такой темы обоснован следующими соображениями: исторический контекст отношений США и Вьетнама; глубокие структурные различия между США как великой державой и демократической политической системой и Вьетнамом - развивающимся государством с авторитарной политической системой и, наконец, китайский фактор во внешней политике обоих государств.Цель этой диссертации состояла в том, чтобы изучить и изучить эволюцию американской стратегии балансирования в Восточной Азии и определить роль Вьетнама в ее реализации. Теория баланса сил и вытекающая из этой теории политика баланса сил и политика балансирования использовались в качестве основного инструмента исследования. Диссертация состоит из шести глав, введения и обобщения результатов исследования. Основной вывод исследования, проведенного в данной диссертации, заключается в следующем: Соединенным Штатам, несмотря на выделение большого количества средств и ресурсов, не удалось вовлечь Вьетнам в свою антикитайскую коалицию.Это означает, что американская стратегия балансирования с ее антикитайской составляющей не достигла своих целей в отношении Вьетнама.
.
| Стандарты и протоколы | | |||||||||||||||||||||||
| Порты | | |||||||||||||||||||||||
| СЕТИНГА | | |||||||||||||||||||||||
| Buttons | | |||||||||||||||||||||||
| Power | | |||||||||||||||||||||||
| Flash | ||||||||||||||||||||||||
| DRAM | | |||||||||||||||||||||||
| Светодиоды | |
| Размеры (W x D x H) | | |||||||||||||||||||||||
| Количество сессий по сравнению с ними | | |||||||||||||||||||||||
| 40007 | | |||||||||||||||||||||||
| Dynamic IP, Static IP, PPPoE, PPTP, L2TP, Dual Access, BigPond | ||||||||||||||||||||||||
| DHCP | | |||||||||||||||||||||||
| MAC address cloning | MAC адреса для портов WAN / LAN | |||||||||||||||||||||||
| Настройки коммутатора | | |||||||||||||||||||||||
| Списки контроля доступа (ACL) | IP/ WEB0 Фильтрация URL | |||||||||||||||||||||||
| IGMP | | |||||||||||||||||||||||
| Перенаправления |
|