Из чего сделаны гильзы
Почему в России гильзы делают из стали, а на Западе из латуни | Оружие и техника
Сегодня на Западе в армейском и гражданском оружии используются патроны с полностью латунной гильзой. У нас же применяется сталь, покрытая лаком. Давайте попробуем разобраться, почему так, и какой материал лучше подходит для этих целей.

Почему именно латунь? Это достаточной мягкий металл, который, во-первых, легко обрабатывать, а во-вторых, он не царапает части оружия при стрельбе и перезарядке. Из недостатков стоит отметить только стоимость - оно не то, чтобы заоблачная, но и не копеечная.
Изначально у нас гильзы также выпускались из латуни, но уже в 30-х годах прошлого века СССР начал переходить на стальные.
Сделано это по трем причинам:
Во-первых, сталь в СССР производилась в чудовищных масштабах и была довольно дешева.
Во-вторых, технологии обработки стали сделали шаг вперед и появилась возможность наладить недорогое и довольно простое в техническом плане производство стальных гильз.
В-третьих, если стали было много, то вот меди и цинка (основные компоненты латуни) хоть и хватало, но без излишков и было решено не тратить их на такой расходный компонент как гильзы.
Надо сказать, что изначально гильзы делались не полностью стальными, а из биметалла: мягкой стали с тонким слоем томпака (разновидность латуни).
В годы Великой Отечественной войны из-за нехватки ресурсов, некоторое время выпускались полностью стальные гильзы и, что еще хуже, пули со стальной оболочкой, которая очень быстро приводила стволы винтовок в полную негодность.
Примерно с середины 50-х годов отечественная оружейная промышленность начала отказываться и от томпака на гильзах, заменив его еще более дешевым лаком.
Впрочем, больших проблем с этим нет - материл для изготовления гильзы не так уж сильно влияет на износ оружия и вообще не влияет на точность стрельбы.
Почему тогда на Западе не отказались от латуни в пользу стали? Тут есть две причины.
Во-первых, сам по себе переход от работы с одним металлом в пользу другого означает серьезные финансовые затраты и создание новых производственных линий.
Во-вторых, в большинстве западных стран производство оружия и боеприпасов для него сосредоточено в руках частных компаний, которым, пока их продукция продается, неважно какие материалы использовать.
Понравилась статья? Поставьте, пожалуйста, лайк и подпишитесь на канал, чтобы не пропустить еще больше интересного об оружии в будущем. Заранее спасибо.
Металлическая гильза патрона охотничьего ружья
Изобретение относится к области охотничьих боеприпасов и касается металлических гильз для патронов гладкоствольных охотничьих ружей.
Патроны для охотничьих ружей имеют цилиндрическую гильзу из латуни, бумаги или пластмассы, капсюль центрального боя, в качестве поражающего элемента используют специальные пули, дробь или картечь. Как правило, все эти элементы безоболочечные, изготовлены из свинца. Некоторые пули к гладкоствольному оружию способны стабилизироваться в полете. Дробь и картечь имеют низкую эффективную дальность стрельбы, не более 40-60 метров.
Металлические гильзы более экономичны, так как могут перезаряжаться много раз и воспламеняются дешевым капсюлем "Центробой». Кроме того, в металлическую гильзу заряжают как слабые заряды на мелкого зверя и птицу, так и заряды типа «Магнум» на крупного зверя. Металлические гильзы прочны, влагостойки, хранятся десятки лет без ухудшения качества, тогда как бумажные и пластмассовые легко деформируются, разрываются при выстреле, хранятся всего несколько лет.
В патронах используются различные прокладки и пыжи для исключения попадания пороха в дробь или высыпания дроби из патрона. Материал прокладок и пыжей картон, бумага и т.п. Также в патронах используются обтюраторы из полиэтилена и картона для предотвращения прорыва пороховых газов и увеличения тем самым скорости полета снаряда. В современных патронах заводского изготовления в основном используется полиэтиленовые пыж-контейнеры, отлитые как единое целое и состоящие из обтюратора, амортизатора и контейнера, вмещающего дробь или картечь. Данный способ зарядки позволяет немного улучшить кучность выстрела дробью, также позволяет организовать снаряжение патронов на автоматической линии.
В процессе выстрела гильзе принадлежит исключительно важная роль. У одних и тех же боеприпасов и при одинаковых условиях их снаряжения показатели внутренней и внешней баллистики значительно изменяются в зависимости от конструкции гильзы и более всего от прочности и эластичности материала, из которого она изготовлена.
Необходимость модернизировать патрон связана с тем, чтобы уйти от проблем, связанных с разрывом и заеданием гильзы в патроннике при ее подаче и экстрагировании. При этом формы и размеры патронника определяются формой и размерами гильзы. Между стенками гильзы и патронника делают зазор, который обеспечивает свободное вкладывание патрона и при наличии в патроннике пыли или слоя смазки.
Известны конструкции патронов, металлические гильзы которых представляют собой цельнотянутую с тонкой стенкой трубку с дном, имеющим закраинку (бортик) и центрально посадочное гнездо с выштампованной наковаленкой под KB центрального боя (ЦБО). В капсюльном гнезде имеются затравочные отверстия для прохода форса пламени от КВ к пороху.
Также известны конструкции патронов имеющие металлическую гильзу с гнездом без наковаленки под КВ типа «Винчестер», «Жевело» или КВ-21. Основным достоинством металлических гильз для патронов является возможность их многократного использования в диапазоне температур воздуха (±50°С) с различными типами пороховых зарядов.
Однако эти металлические гильзы (Трофимов В.Н. Охотничьи боеприпасы (справочник), «Современное слово», Минск, 1997, с.. 1-28, рис. 1А), содержащие тонкостенный цилиндрический корпус и донышко с отверстием для капсюля и бортиком для выбрасывателя, имеют существенные недостатки:
- толщина стенки корпуса металлической гильзы составляет около 0,4 мм, тогда как бумажной и пластмассовой - около 1 мм. В результате внутренний диаметр dl металлической гильзы на 1,0-1,2 мм больше внутреннего диаметра бумажной и пластмассовой гильзы. Стволы современных ружей сверлят под бумажную и пластмассовую гильзы, но не под металлическую. В результате диаметр канала ствола, равный внутреннему диаметру бумажных и пластмассовых гильз d, оказывается на 1,0-1,2 мм меньше внутреннего диаметра металлических гильз d1 (Трофимов В.Н. Охотничье оружие. Устройство, неисправности, уход. Справочник. М., 1997, с. 45-47). Это рассогласование приводит к перекосам и деформации пыжей и снаряда при переходе из патрона в ствол, прорыву пороховых газов и как следствие к ухудшению качества боя - кучности и резкости;
- в них трудно удерживать дробовой снаряд дробовым пыжом, из-за этого зачастую не достигается оптимальное давление форсирования, что снижает качество боя. Плохое закрепление дробового пыжа в металлической гильзе, обусловленное цилиндрической формой внутренней поверхности корпуса. Это приводит к потере заряда на охоте, а также его вылету из патрона второго ствола при выстреле из первого за счет отдачи, что может привести к разрыву ружья. Кроме того, слабое закрепление дробового пыжа не позволяет создать нужного давления форсирования для одновременного загорания всего порохового заряда (снаряд начинает движение при самом начале поджига пороха), в результате чего медленно горящие бездымные пороха типа «Сокол» или «Сунар» не успевают сгореть в канале ствола, и выстрел получается слабым. Поэтому в металлических патронах с капсюлем «Центробой» рекомендуется использовать только дымные пороха как быстрогорящие. Бездымные пороха можно использовать только при специальных методах зарядки патронов (Трофимов В.Н. Охотничье оружие. Устройство, неисправности, уход. Справочник. М., 1997, с. 45-47) и специальных дробных пыжах (Шейнин С.М., Корнейчев И.П. Дробовой пыж для металлической гильзы. Авт. св. СССР 1101667, кл. F42B 7/04 от 25.10.82), прочно закрепляющих снаряд;
- при выстреле металлические гильзы хуже поддаются упругой деформации и не всегда плотно прилегают к стенкам патронника, что может привести к прорывам газов;
- после многократного использования гильзы с гнездом под КВ типа «Винчестер» капсюльное гнездо быстро разбивается, и гильза становится непригодной для дальнейшего снаряжения.
Для качественного выстрела внутренний диаметр гильзы должен как можно точнее сочетаться с диаметром канала ствола. Чем точнее совпадают диаметры, тем лучше бой, так как не происходит перестройки дробового снаряда и пыжей при переходе из гильзы в ствол.
Бумажные гильзы в наибольшей степени отвечают этим требованиям, так как их диаметр соответствует внутреннему диаметру большинства типов отечественных охотничьих ружей.
Также достоинством бумажных гильз является то, что их дульце легко завальцовывается или заделывается «звездочкой». При этом обеспечивается надежное крепление дробового снаряда прокладкой на дробь (дробовым пыжом) или вообще можно обойтись без них при заделке «звездочкой». Стабильное давление форсирования при этом обеспечивает выстрел хорошего качества.
Кроме того, стальные, плакированные цинком и медью (биметаллические) гильзы более подвержены остаточной деформации после выстрела. При усиленном заряде иногда появляются продольные трещины.
При стрельбе из многозарядного оружия возможны местные вздутия цоколя по заходам выбрасывателя, деформации закраины гильзы выбрасывателем, отражателем, подавателем, затвором оружия.
При применении некачественных материалов для трубки гильзы возможны разрывы дульца гильзы, и даже отрыв отдельных фрагментов по сгибам.
В малых охотничьих калибрах пыжи держатся в металлической гильзе лучше, от чего повышается давление форсирования. Кроме того, в оружии под такие патроны вообще допускается более высокое рабочее давление в патроннике. Поэтому характерным дефектом стреляной латунной гильзы обычно становится кольцевое раздутие нижней части трубки. Материалом для металлических гильз долгое время служила латунь, но сейчас наряду с латунью используется сталь с цинковым покрытием (конверсионная технология) и даже алюминий.
При длительном хранении латунные гильзы окисляются. Их рекомендуют чистить, а при перезарядке стреляной гильзы варить в каустической соде. Если сопоставить различные типы металлических гильз, то латунные обладают среди них несомненным преимуществом. Объясняется это более высокой ударной вязкостью латуни по сравнению с вязкостью стали и алюминия, что в свою очередь, позволяет латунной гильзе выдерживать большое количество выстрелов до растрескивания корпуса и дольше сохранять посадочные размеры капсюльного гнезда.
Недостатком известных патронов - бумажных, пластмассовых, металлических является неодинаковая скорость снаряда и кучность при одинаковых навесках пороха и дроби, что связано с неодинаковой силой закрепления дробового пыжа в разных патронах.
Известна конструкция патрона для гладкоствольных охотничьих ружей содержащего гильзу, капсюль-воспламенитель, метательный заряд, пыж и метательный элемент. Метательный заряд разделен на три части двумя диафрагмами с отверстиями. Для части метательного заряда, расположенной у капсюля-воспламенителя, и для средней части метательного заряда применена или одна марка пороха с одинаковой скоростью горения, или различные марки пороха с различными скоростями горения. Для третьей части применена другая марка пороха со скоростью горения, отличной от скорости горения марки пороха, примененной в части метательного заряда, расположенной у капсюля-воспламенителя, и в средней части метательного заряда, что повышает начальную скорость полета дробового снаряда без повышения давления пороховых газов при выстреле (патент РФ 2522753 С1 МПК F42B 7/02, 7/08).
Недостатком известного патрона является то, что его конструкция сложна и предполагается применение разных марок пороха. Кроме того, к недостаткам известной патронной гильзы можно отнести недостаточную прочность корпуса стенки гильзы, приводящую к периодическим и непредвиденным ее разрывам при экстракции после выстрела.
Наиболее близким к изобретению по технической сущности и принятой за прототип является металлическая гильза патрона, включающая донную часть, проточку, конусообразный корпус, скат и дульце. На наружной поверхности корпуса гильзы выполнен компенсатор деформаций в виде полусферических пупырышек, расположенных в шахматном порядке, Устройство компенсатора деформаций в виде полусферических пупырышек позволяет повысить надежность экстракции гильзы из патронника (патент РФ №2562888 C1 МПК F42B 3/28).
Недостатком является то, что металлическая гильза прототипа предназначена для нарезного оружия. Применение гильз для патронов гладкоствольных охотничьих ружей требует конструктивных изменений. Кроме того, в этой конструкции отсутствует защитный пояс, предотвращающий возможное проникновение пороховых газов после выстрела в казенную часть патронника (нарушение обтюрации).
Известные металлические гильзы имеют острую кромку со стороны дульца, что приводит к зацеплению за любые неровности в ружье и препятствует их использованию в самозарядных ружьях.
Цель изобретения - устранение недостатков прототипа, приведение согласованности внутреннего диаметра металлической гильзы охотничьего ружья к диаметру канала ствола для широко используемых пластмассовых и бумажных гильз, повышение достижения оптимального давления газов форсирования для одновременного загорания и максимально полного сгорания порохового заряда патрона при выстреле, улучшение качества боя - кучности, резкости и дальности полета дробового снаряда, повышение надежности экстракции гильзы из патронника, облегчение подачи патрона в патронник, очистка патронника от возможного образования нагара пороховых газов, увеличение сроков хранения патронов.
Данный технический результат предлагаемого изобретения достигается сочетанием общих известных признаков, содержащихся в прототипе и в предложенном техническом решении, включающих металлическую капсюлированную гильзу с донной частью, закраиной, цилиндрическим корпусом на поверхности которого устроены компенсаторы деформации в виде полусферических пупырышек определенной густоты и расположенных в шахматном порядке, и новых признаков, заключающихся в том, что цокольный корпус гильзы имеет гладкую цилиндрическую форму. Кроме того, гильза со стороны дульца имеет обечайку в виде кольца.
Обечайка со стороны дульца корпуса и периферийная часть гильзы позволяют согласовать выходной размер гильзы со стволом и закрепить дробовой пыж, и облегчить заряжание ружья.
При зарядке патрона используют толстый (10 мм и более) пороховой пыж и дробовой пыж в виде тарелки донышком внутрь патрона. Боковые стенки дробового пыжа плотно упираются в утолщение гильзы, в результате чего снаряд не может выпасть из патрона при перекосе или выстреле из первого ствола.
Хромированная внутренняя поверхность корпуса гильзы обеспечивает более полное сгорание пороха и позволяет уменьшить ее нагрев в процессе выстрела за счет отражения тепловых лучей. Также сохраняет свойства пороха патрона на протяжении длительного срока, за счет уменьшенного теплообмена с окружающей средой и работает.
Гладкий цилиндрический цокольный корпус гильзы предотвращает проникновению пороховых газов после выстрела в казенную часть патронника, обеспечивает обтюрацию, при которой газы работают по назначению, что увеличивает эффективность и безопасность применения оружия.
Технические решения с признаками, отличающими заявляемое решение от прототипа, неизвестны и явным образом из техники не следуют.
Это позволяет считать, что заявляемое техническое решение обладает «новизной», «существенными отличиями» и «положительным эффектом», что соответствует изобретательскому уровню.
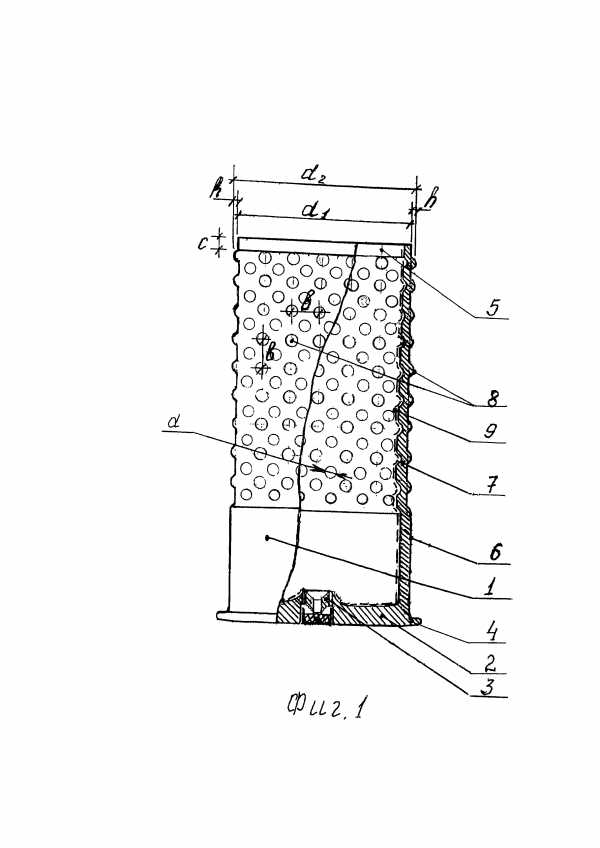
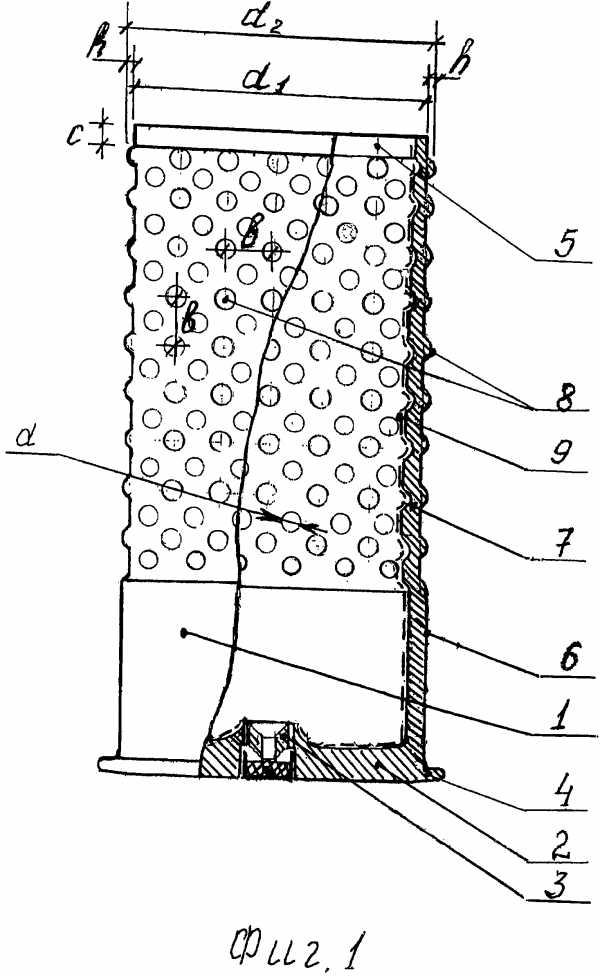
Сущность изобретения поясняется чертежами, где на фиг. 1 изображена гильза патрона. Гильза выполнена штамповкой и вытяжкой из плоской металлической ленты - латуни, меди, нержавеющей стали, биметалла и содержит корпус 1 в виде тонкостенной трубки, закрытой с одной стороны донышком 2. На донышке имеется гнездо под капсюль 3 и бортик (закраина) 4 для выбрасывателя. С другой, дульной стороны корпус 1 открыт, а на его краю поверхности сделана обечайка 5 с плавным переходом от наружного диаметра корпуса dl до диаметра d2, равного диаметру канала ствола. Ширина гильзы обечайки обечайки гильзы составляет 5 мм. Со стороны донышка корпус гильзы имеет цилиндрическую поверхность 6. Между цилиндрической поверхностью гильзы и обечайкой корпус имеет периферийную поверхность 7 из полусферических пупырышек - 8. Обечайка дульного конца гильзы закруглена, и служит для облегчения входа патрона в патронник ружья при его заряжании, особенном в случае самозарядных ружей, закреплению дробового пыжа в патроне и надежную подачу порохового газа с высоким давлением после выстрела между стенкой патронника и гильзой. Наружные размеры гильзы соответствуют размерам патронника ружья. На фигуре изображен шахматный порядок размещения полусферических пупырышек на поверхности гильзы патрона, диаметр и шаг зависят от калибра боеприпасов и подбираются экспериментальным путем. Для охотничьих ружей основного калибра 12 и 16 диаметр полусферических пупырышек составляет d1,5-2 мм, шаг b3,5-5 мм, высота h0,5-0,6 мм, а ширина обечайки со стороны дульца корпуса гильзы составляет с=3,0 мм. Внутренняя часть корпуса гильзы имеет хромированное покрытие 9. На фиг. 2 изображен снаряженный патрон, который включает в себя саму гильзу патрона, капсюль 10, пороховой заряд 11, пороховые пыжи 12, дробовой заряд 13, дробовые пыжи 14. На фиг. 3 изображен загнанный патрон в патронник ружья - 15. Между корпусом патронной гильзы и стенкой патронника существует зазор для свободного вкладывания патрона в патронник ружья. Учитывая, что полусферические пупырышки гильзы при подаче патрона в патронник ружья очищают при наличии в нем пыль и слой смазки, а также при экстракции гильзы после выстрела очищают патронник от нагара, зазор выполняется минимальным и составляет до 0,5 мм.
Работает устройство следующим образом. Перед выстрелом патрон загоняется в патронник, при этом обеспечивается свободное вкладывание патрона, и при наличии в патроннике пыли или слоя смазки, за счет наличия между стенкой корпуса гильзы и патронника зазора. При выстреле капсюль воспламеняет прилегающую к нему часть пороха и под давлением пороховых газов пороховой пыж и снаряд начинают движение. Однако этому движению препятствует дробовой пыж, упирающийся в обечайку и углубления полусферических пупырышек на внутренней части корпуса гильзы, обеспечивающих заклинку дробового заряда. Задержка выстрела снаряда способствует созданию в патроне повышенного давления и загоранию остальной массы пороха. Кроме того, хромированная часть внутренней поверхности гильзы, за счет отражения тепловых лучей, дополнительно способствует более полному сгоранию пороха в процессе выстрела, а также нагреву самой гильзы и патронника. В результате даже бездымный медленно горящий пороховой заряд успевает полностью сгореть за время движения снаряда по каналу ствола, чем обеспечивается необходимая резкость выстрела. Пороховой пыж плавно переходит из гильзы в согласованный с ней канал ствола без перекосов и прорыва пороховых газов, чем обеспечивается кучность боя. В случае использования предлагаемой металлической гильзы с дробовыми пыжами заводского изготовления обеспечиваются одинаковое усилие закрепления у всех патронов и однородность их выстрелов, так как при зарядке исключена операция закрутки (бумажные и пластмассовые патроны) или заливки воском (металлические патроны) дробового пыжа, приводящая к разбросу.
Преимуществом предложенной конструкции является то, что обечайка со стороны дульца корпуса и периферийная часть гильзы позволяют согласовать ее выходной размер со стволом и закрепить дробовой пыж, облегчить заряжание ружья. Хромирование внутренней поверхности корпуса гильзы обеспечивает минимальную передачу тепла на гильзу и патронник после выстрела, что снижает их нагрев и увеличивает живучесть ствола, положительно влияет на скорострельность многозарядных ружей, следовательно, обуславливает боевую эффективность оружия.
Периферийная поверхность гильзы в виде полусферических пупырышек придает ей жесткость и препятствует ее разрыву при выстреле, позволяет уменьшить ее толщину, а, следовательно, облегчить вес.
При этом конструкция гильзы проста в изготовлении и дает возможность применения в серийном производстве патронов, применима для существующего оружия.
Практическая реализация предложенного устройства гильзы патрона не вызывает сомнения, так как базируется на основе использования известных материалов, устройств, технических решений.
В зоне АТО на стреляных гильзах делают миллионы 12.07.2016
В зоне АТО — новый бизнес на стреляных гильзах. Каждая использованная 20-килограммовая гильза от тяжелого орудия на рынке стоит 1400 грн и содержит в себе ценные металлы: латунь, медь. Обычные бойцы на этом зарабатывают по 200 грн, а вот те, кто вывозят этот металл за границу, — миллионы.
Везут КамАЗами
В начале войны на востоке никто не следил за гильзами, ими были усеяны поля, лесополосы. Теперь, когда бои затихли, говорят, предприниматели вывезли все что могли, поскольку каждая из таких гильз сделана из дорогого цветмета.
«На позициях в Счастье, например, никто гильзы не подбирал. Максимум брали автоматные как сувенир. Когда стояли между Дебальцево и Попасной, должны были «отстрелять» много патронов, поскольку они уже начинали ржаветь. Командир сказал: тренируйтесь, стреляйте сколько угодно. Мы в тылу повесили мишень и стреляли, а гильзы оставались на поле», — рассказал нам бывший командир роты «Айдара» Максим Козуб.
О том, в каких масштабах идет добыча и переработка цветмета с отстрелянных гильз, говорит история: в прошлом году через блокпост «Старая Краснянка» в сторону Рубежного пытался проехать КамАЗ, груженый гильзами тяжелого вооружения.
Их везли по серым накладным: завод по переработке цветных металлов заказал частной фирме лом меди и латуни на общую сумму 450 тыс. грн. Но фирмы на самом деле не существовало - следователи установили, что она занималась обналичиванием денег.
Местных отодвинули
Военные не скрывают, что налажен целый бизнес на сборе отстрелянных гильз. Солдаты их продают ради дополнительного заработка, а для бойцов добробатов это порой единственный вариант, чтобы купить еду или билет домой.
«Когда ребят выводили из Дебальцево, денег не было даже на билет. Одно время зарплат не давали. Тогда насобирали гильз и сдали на металл. На месте за гильзу 155-го калибра давали 200 гривен. За счет этих же гильз волонтеры отправляли деньги на билеты тем, кто воевал на передовой — там гильз не найти и продать нечего. Сейчас втихую тоже сдают. Собирают в посадках, рискуя подорваться на растяжках и фугасах. Сдают нелегально, и поэтому задешево», — рассказал «Вестям» один из волонтеров.
Вокруг бойцов собираются предприниматели, которые скупают металл в крупных масштабах. Местных жителей от ценного металла отодвинули, в посадках с металлоискателем сейчас никого нет. Более того, хозяев металлоприемников в Донецкой и Луганской областях предупредили: гильзы не брать. Если хоть одну увидят, то попрощаются не только с бизнесом, но и свободой.
«Мы принимаем только черный лом, на цветном можно много заработать, но за это можно загреметь надолго. Поэтому мелкие пункты сейчас с этим не связываются, только крупные базы», — на условиях анонимности рассказал нам предприниматель из Константиновки, который владеет сетью пунктов приема металла. По его словам, в каждом городе сейчас существуют 2–3 крупные базы по приему металла. Туда и приезжают машины с цветным ломом, там же металл режут на части, прессуют в блоки (так труднее опознать нелегальный товар) и дальше везут на оптовые базы в Запорожье или Днепропетровске.
Куда идут гильзы
Мы обратились на одну из баз в Днепропетровске и предложили неофициально купить стреляные гильзы по 60 грн/кг. Приемщика это не удивило, его заботило только качество материала. «Нужен химанализ по товару. Это специфический материал, нам надо согласовать поставки с заводом. Но целую гильзу не возьмут, она должна быть разрезанная и спрессованная», — сказал представитель базы Дмитрий.
Дальнейший путь металла можно проследить из криминальных сводок. Вероятно, часть отправляют за рубеж. Недавно пограничники остановили на границе с Молдовой состав, в два вагона которого были погружены 134 тонны прессованных отстрелянных гильз и минометные боеприпасы калибра 5,45 и 12,7 мм. Стоимость такого груза — 8 млн грн (каждый вагон по 4 млн грн). Можно только представить, какие заработки у организаторов таких схем.
Стали строго следить
Официально говорят: за сбором гильз сейчас строго следят. «Все боеприпасы ставят на учет, при этом многие можно использовать по прямому назначению повторно. Утилизируют, то есть сдают на переработку в пункты приема металла, только припасы, не пригодные для дальнейшего использования. Официально этим занимаются уполномоченные Кабмином организации и реализуют на внутреннем рынке Украины. Деньги от продажи поступают в спецфонд Минобороны», — сказал «Вестям» глава отдела утилизации из департамента отчуждения военного имущества Минобороны Александр Емельяненко.
По его словам, если что-то нужно сдать на металл, то этим занимаются командиры частей. А цену на скупку металлов ежемесячно устанавливает «Укрвнешэкспертиза», отталкиваясь от рыночной цены. «Военная часть собрала гильзы и отдала на завод для изготовления новых боеприпасов. По местам все, от сбора и передачи в пункты приема, должны курировать командиры. Те, кто за копейки сдает все это перекупщикам, — воры, точно такие же, как и те, что стягивают канализационные люки или провода», — возмущается Емельяненко.
Источник «Вестей» в военно-гражданской администрации Луганской области говорит, что сейчас правила поведения с гильзами ужесточились. «Командование начало нам закручивать гайки. Теперь требуют отчет даже за стреляный автоматный патрон. Все гильзы и подбитая техника идут на металлолом по официальным армейским каналам. Это цветмет, его продают огромными партиями, и счет идет на десятки тысяч долларов», — говорит источник.
Гильзы для охотничьих патронов:ликбез от дилетанта estimata
Отредактировано 19.09.2020Гильзы охотничьих патронов служат для объединения всех элементов снаряженного патрона в единое целое.
Гильзы для охотничьих патронов бывают металлические, пластмассовые, бумажные (называющиеся также "папковые").Учитывайте, что диаметр ствола под бумажную гильзу несколько меньше диаметра под металлическую того же калибра, так как стенки металлической гильзы тоньше, чем бумажной. В ружьях с такой сверловкой могут применяться металлические гильзы, однако кучность и резкость боя в этом случае уменьшаются из-за деформации части дроби, происходящей в результате повышенного давления пороховых газов. При употреблении бумажных гильз в ружьях со стволами под металлическую гильзу бой значительно ухудшается из-за прорыва пороховых газов в дробь.
Также необходимо обращать внимание на то, чтобы длина гильз соответствовала длине патронника ружья. В ружьях с патронником 65 мм категорически запрещается применять гильзы длиной 70 мм. Это приводит к значительному повышению давления пороховых газов в стволе при выстреле, значительно ухудшает бой ружья. В ружьях с патронником 70 мм можно применять гильзы длиной 65 мм, но при этом необходимо использовать более высокие пороховые пыжи для предотвращения проникновения пороховых газов в дробовой снаряд.
Гильзы для охотничьих патронов необходимо хранить в сухом месте. Поверхность металлических гильз при хранении покрывают ружейной смазкой.
Накопившийся в них после стрельбы нагар удаляют вывариванием гильз в воде с золой или выдерживанием в водно-уксусном или 2%-ном растворе серной кислоты. Размокший нагар удаляют палочкой, обмотанной тряпкой или щетинным ершиком. Гильзы прополаскивают в воде и сушат.
Раздувшиеся металлические гильзы необходимо калибровать при помощи специального калибровочного кольца.При повторном использовании бумажных гильз их следует тщательно осмотреть. Прогоревшие гильзы, особенно в местах соединения металлической головки с бумажной трубкой, использовать для снаряжения патронов нельзя.
Также рекомендую ознакомиться с Восстановление (реставрация) гильз для охотничьих патронов.
Металлические гильзы для охотничьих патронов
Главным достоинством металлических гильз является многократность их использования – до 150 раз. Однако в силу ряда факторов качество боя этих гильз оказывается ниже. Такая гильза примерно в три раза тяжелее бумажной.
Металлические гильзы для охотничьих патронов в основном изготавливаются из латуни. Гильзы из меди и стали не получили широкого распространения.
В СССР выпускали медные и стальные гильзы, сейчас они еще встречаются у охотников, но в очень малом количестве.
В некоторых странах выпускают алюминиевые гильзы. Но они не получили широкого распространения, но изредка появлялись в магазинах.| Металлические гильзы для охотничьих патронов |
Латунные гильзы для охотничьих патронов в основном выпускаются для ружей 12, 16, 20, 28-го и 32-го калибров под капсюль "Центробой", а в последние десятилетия и под "Жевело", для ружей тех же калибров, кроме 32-го. Все они рассчитаны на патронник длиной 70 мм, хотя в прошлом, когда ружья с 65-миллиметровым патронником составляли значительный процент находящегося в эксплуатации оружия, выпускали и гильзы соответствующей длины. К положительным качествам гильз этого типа относятся их высокая экономичность (их можно снаряжать несколько десятков, а иногда и сотню раз) и малая зависимость от внешних условий. Они работают при любой температуре и влажности и обычно не теряют своих качеств после попадания в воду.
Отрицательные свойства:
- Большая масса. Металлическая гильза весит более 20 г, тогда как папковая или пластмассовая — около 8 г.
- При выстреле металлическая гильза хуже прилегает к стенкам патронника (она менее эластична), что приводит к прорыву части рабочих газов в казенную часть ружья. Это на 10-15% снижает резкость боя, ухудшает осыпь дроби и другие баллистические показатели выстрела.
- В металлических гильзах сложнее закрепить дробовой пыж. Существует опасность высыпания дроби или пыжа в канал ствола, что при выстреле приводит к его деформации. Существует ряд приемов, надежно закрепляющих дробовой пыж, но все они заметно удлиняют процесс снаряжения патронов.
- В современном охотничьем мире все больше популярностью пользуются полуавтоматы, в которых применение металлических гильз не желательно (они не предназначены для патронов с такими гильзами) да и лишаются своего главного преимущества (найти их после выстрела в траве, снегу, воде очень сложно).
Некоторые отрицательные качества характерны для наиболее широко распространенных латунных гильз с гнездом под капсюль "Центробой":
- Капсюль этого типа не обеспечивает быстрого воспламенения бездымного пороха, что приводит к сильному падению резкости боя. Поэтому в таких гильзах следует использовать дымный порох, дающий, как известно, менее стабильный бой, что в наибольшей степени сказывается при стрельбе пулей. Чтобы использовать “Центробой” с бездымным порохом, в капсюльное гнездо рекомендуется подсыпать несколько крупинок дымного пороха.
- При многократном использовании металлических гильз под "Центробой" в них иногда портится наковальня, что приводит к осечкам. В латунных гильзах под "Жевело" вышеназванные свойства не проявляются, но капсюльное гнездо после нескольких выстрелов нередко деформируется, что приводит к невозможности их дальнейшей эксплуатации.
Папковые (бумажные) гильзы для охотничьих патронов
Папковые гильзы представляют собой картонный цилиндр, укрепленный в металлическое основание со шляпкой. Выпускаются как под открытый, так и под закрытый капсюль, в соответствии с чем и снаряжаются они дымным и бездымным порохом.Бумажные гильзы разбухают от влаги и являются практически одноразовыми.
| Папковые гильзы для охотничьих патронов |
Этот тип гильз изготовляется из нескольких слоев особо прочной бумаги "крафт".
Внизу бумажный цилиндр заканчивается у них металлической (в настоящее время — латунной) головкой с гнездом для капсюля.Папковые гильзы для охотничьих патронов в выпускаются для ружей 12, 16 и 20‑го калибров
Длина их различна: 65 и 70 мм — под патронники разной длины.
Сейчас папковые гильзы выпускают лишь под капсюль "Жевело", однако в прошлом они производились и под капсюль открытого типа. В этом случае к гильзам прилагались специальные наковальни, представлявшие собой металлическую гребенку с хвостовиком, которым она вставлялась в отверстие капсюльного гнезда. К положительным качествам гильз этого типа относятся :- В среднем более "качественный" по баллистическим показателям выстрел патроном в бумажной гильзе по сравнению с патроном в латунной гильзе, т.к. патронники большинства ружей рассверлены под бумажную гильзу. Следует, однако, помнить, что часть ружей имеют патронник, рассверленный под металлическую гильзу, и стрельба из них патронами с бумажной гильзой снижает качество боя.
- Бумажные гильзы намного легче металлических.
- Не теряет эластичность при низких температурах. Поэтому многие рекомендуют использовать патроны именно с папковой гильзой во время стрельбы зимой.
- Папковые гильзы экологичны, т.к. большей частью сделаны из бумаги, которая быстро разлагается в природе (по сравнению с металлическими или пластмассовыми).
Отрицательные свойства:
- Бумажные гильзы рассчитаны лишь на один выстрел. Часть их выдерживает 2 и даже 3 выстрела, но эти показатели все равно не сопоставимы с таковыми латунных гильз.
- Боятся влаги (разбухают во влажной атмосфере или после попадания в воду). При заделке завальцовкой место стыка дульца с картонным пыжом желательно промазать клеем БФ.
Рекомендую ознакомиться с Обработка наружной поверхности бумажных гильз для повышения их влагоустойчивости. - Закрепление дробового пыжа представляет проблему. В результате дробь сильнее сминается, порох сгорает не весь и не сразу, дульное давление подскакивает и сильнее разбрасывает дробь.
- Не выдерживает усиленных зарядов
Пластмассовые гильзы для охотничьих патронов
Широкое распространение сейчас получили пластмассовые гильзы для охотничьих патронов. Внешне они напоминают папковые гильзы, но бумажная часть заменена пластмассовой. |
| Пластмассовые гильзы для охотничьих патронов |
В основном выпускают гильзы такого типа для 12-го и 16-го калибров под патронник 70 мм для использования с капсюлем "Жевело". Изредка используют и гильзы других видов (например, цельнолитые из пластмассы), но положительные и отрицательные их качества недостаточно изучены, и широкого распространения пока они не получили.
В 80-е годы у пластмассовых гильз 1-го поколения толщина трубок была больше, примерно 0,8 мм. Т. е. к ним вполне подходили пыжи, изготовленные к бумажным гильзам. Донный пыж изготовлялся из полоски бумаги, свернутой спиралью. Металлический поддон был из более жесткого металла. Это не давало выбрасывателям самозарядным ружьям прорывать или отгибать закраину патрона. Их дульца легче заделать способом завальцовки.
Сейчас у пластмассовых гильз трубки более тонкие (примерно 0,6 - 0,7 мм). Пыжи требуются уже большего диаметра. Зато донный пыж изготавливается из пластмассы. Закрепление трубки в поддоне будет прочнее. Капсюльное гнездо меньше раздается при выстреле. Металл поддона более мягкий. Случается, что в самозарядных ружьях выбрасыватель прорывает или отгибает закраину гильзы и не экстрактирует (не извлекает) ее. Дульца таких гильз легче заделываются звездочкой.
Однако из-за некоторой угловатости дульца здесь возможны утыкания патронов в казенном срезе ствола у самозарядных ружей.
Донный пыж у гильз плоский. Это не способствует улучшению внутрибаллистического процесса. В месте его соединения с трубкой создается мертвое пространство. Иногда там остаются несгоревшие порошинки.А газы стремясь отжать металлический поддон от донного пыжа выпучивают поддон. Это может также привести к срыву выбрасывателя самозарядного ружья с закраины гильзы. Это уже задержка.
Отрицательным свойством пластмассовых гильз является потеря эластичности при очень низких температурах (ниже минус 25-30 градусов), но практически это свойство может проявляться лишь в Сибири или на Крайнем Севере... Т.к. в других местах при такой температуре предпочитают не охотится.Пластмассовые гильзы обладают всеми положительными качествами, присущими бумажным, отрицательные же свойства выражены не столь явно. Пластмассовые гильзы выдерживают 3-10 выстрелов и более, не реагируют на влажность воздуха.
Зачем немка собрала 10 тысяч гильз от туалетной бумаги (фото) | Информация о Германии и советы туристам | DW
Берлин • Какой год, такие и рекорды. Эти фотографии информационного агентства dpa были сделаны в последние выходные коронавирусного ноября на крытом стадионе "Мерседес-Бенц Арена" в Берлине. Здесь была предпринята попытка установить необычный рекорд и попасть в Книгу рекордов Гиннесса.
Свою акцию 33-летняя воспитательница детского сада из Берлина Сабрина Гольце (Sabrina Golze) задумала еще весной, когда в начале первого локдауна в Германии повсюду начали скупать туалетную бумагу. Этот товар повседневного спроса стал одним из своего рода символов пандемии.
Чтобы выразить благодарность всем, кто в эти нелегкие времена помогал другим людям - в частном порядке или по долгу службы, Сабрина Гольце решила сложить английское слово "TOGETHER" ("ВМЕСТЕ") из гильз от бумажных рулонов.
10 тысяч гильз от туалетной бумаги - на арене и фотографиях

Разрисованные гильзы, нанизанные на шнур гирлянды

Для акции было собрано 10 тысяч гильз от рулонов туалетной бумаги

Сабрина Гольце - инициатор проекта "TOGETHER"

"ВМЕСТЕ" плюс сердечко на стадионе "Мерседес-Бенц Арена" в Берлине

"Без искусства и культуры - все заглохнет" - так можно перевести с немецкого эту надпись
Сбор макулатуры для рекорда
Со своей идеей она обратилась к менеджерам торгового концерна - дискаунтера Aldi Nord. Идею они поддержали, после чего в некоторых филиалах появились боксы для сбора гильз и пояснительная информация.
Чтобы установить рекорд - создать самую длинную в мире такую вот гирлянду, их нужно было собрать более 8 тысяч. В результате собрали целых 10 тысяч - так, что хватило и на слово, и на сердечко в придачу. Многие участники акции свои, так сказать, добровольные пожертвования разрисовали или снабдили надписями, так что результат получился очень яркий и красочный.
Как видно на снимках, сначала гильзы нанизали на шнур, затем из получившейся гирлянды на арене вложили "TOGETHER", запечатлев результат сверху при помощи дрона. Для признания рекорда также сняли на видео всю гирлянду - гильзу за гильзой, чтобы члены жюри Книги рекордов Гиннесса могли все пересчитать и подтвердить это необычное достижение.
Смотрите также:
-

Второй локдаун в Германии. Фотографии
2 ноября в Германии начался второй локдаун за время коронавирусной пандемии - мягкий или частичный, как здесь его называют. В конце месяца федеральные и земельные власти локдаун решили продлить - пока до 20 декабря. Но канцлер Ангела Меркель отметила, что у страны впереди - "тяжелые месяцы".
-

Второй локдаун в Германии. Фотографии
В этой галерее мы собрали снимки, сделанные в первые недели второго локдауна. Подборка, конечно, субъективная, но мы попытались взглянуть на ситуацию с разных сторон, отметить какие-то характерные моменты. На первом кадре - закрытое кафе в новом аэропорту Берлина, а фотография этого пасхального яйца (!) была сделана в ноябре в одном из музеев.
-

Второй локдаун в Германии. Фотографии
В Германии во время локдауна в декабре смогут одновременно встречаться дома или в общественных местах не более пяти человек из двух домашних хозяйств, без учета детей возраста до 14 лет. В Рождество в большинстве земель, пока - кроме Берлина, запланированы послабления: до 10 человек. Отели для туристов закрыты. На фотографии - пустой причал на курорте Зеллин на острове Рюген.
-

Второй локдаун в Германии. Фотографии
11 ноября в Германии обычно шумно и весело открывают карнавальный сезон. Власти заранее приняли меры и договорились с организаторами карнавальных мероприятий об отмене торжеств. По всему Кельну, например, развесили плакаты с убедительными просьбами оставаться в этот день дома, а над городом даже летал дирижабль с таким же призывом на местном диалекте.
-

Второй локдаун в Германии. Фотографии
Несмотря на локдаун, в Кельне все же выбрали карнавальных Принца, Крестьянина и Деву. "Править" будут не один, а два карнавальных сезона. Вот они на службе в соборе. Понятно, что во время пандемии не будет традиционных заседаний, вечеринок и шествий. Карнавальный триумвират сосредоточит свои усилия на благотворительности.
-

Второй локдаун в Германии. Фотографии
От карнавала - к Рождеству. Привычных рынков, базаров или ярмарок в немецких городах не будет, но улицы и площади украшают или уже украсили. Хотя и не везде. В Дортмунде, к примеру, решили отказаться от установки самой большой в мире елки из живых деревьев. Мы об этом рассказывали. А эта фотография сделана в столице Тюрингии - Эрфурте.
-

Второй локдаун в Германии. Фотографии
Во времена пандемии в Германии защитные маски носят даже шоколадные Санта-Клаусы, вернее - немецкие Рождественские деды. Большинство людей, подрабатывающих "Морозами" в праздники, в этом сезоне останется без работы. Увы. Хотя есть надежда на визиты по видеосвязи. Хорошая новость на этом фоне - традиционные рождественские почтамты в Германии заработали.
-

Второй локдаун в Германии. Фотографии
Предрождественские недели очень важны для торговли. Этот робот напоминает посетителям торгового центра в Дюссельдорфе о необходимости носить маски. Обсуждая дополнительные меры при продлении локдауна, власти решили в декабре ограничить количество посетителей магазинов - в зависимости от торговой площади. Эту меру многие встретили скептически, опасаясь очередей на входах.
-

Второй локдаун в Германии. Фотографии
Такие знаки или надписи сейчас можно увидеть повсюду в Германии, особенно - в пешеходных зонах. Решение принимают местные власти. Они же следят за исполнением требований. Делают это обычно сотрудники ведомств общественного порядка, иногда - совместно с полицией. Этот снимок - из Мюнхена.
-

Второй локдаун в Германии. Фотографии
К отдельным мерам относятся в Германии по-разному, не отвергая при этом самой необходимости бороться с вирусом. Но есть и те, кто полностью отрицает сам факт существования вируса. Корона-скептики считают все происходящее заговором. Организуемые ими по всей Германии демонстрации - еще одна сторона пандемии.
-

Второй локдаун в Германии. Фотографии
Этот и предыдущий снимки сделаны 18 ноября в Берлине, когда бундестаг принял новую редакцию закона о борьбе с инфекционными заболеваниями, чтобы подвести правовую базу под ограничения общественной и экономической жизни, введенные для борьбы с коронавирусом. Демонстранты около Рейхстага не соблюдали требуемые гигиенические правила и отказались расходиться. Полиции пришлось применить водометы.
-

Второй локдаун в Германии. Фотографии
Этот снимок сделан 22 ноября в Гамбурге - во время демонстрации тех, кто не согласен с корона-скептиками и поддерживает меры властей. Людей на этой акции меньше? Может быть. Скорее - они просто соблюдают дистанцию.
-

Второй локдаун в Германии. Фотографии
Вот так борются с последствиями пандемии в палатах интенсивной терапии. Эта фотография сделана в Университетской клинике Ахена. Пока коек для тяжелобольных пациентов в Германии хватает, но число их все же ограничено, даже если задействовать все резервы и персонал.
-

Второй локдаун в Германии. Фотографии
Общее число жертв пандемии, скончавшихся в результате коронавирусной инфекции или от возникших осложнений, уже превысило в Германии 15 тысяч человек, а подтвержденных случаев болезни - более миллиона. Эта фотография сделана во время экуменической службы в память о жертвах коронавируса в Хильдесхаймском соборе.
-

Второй локдаун в Германии. Фотографии
Поводы для оптимизма дают сообщения об эффективности разрабатываемых прививок. В Германии уже создают инфраструктуру и готовят планы вакцинации. Этот снимок сделан на одной из немецких фирм, работающих в этой области: IDT Biologika в Дессау. Ее в ноябре посетил министр здравоохранения Германии Йенс Шпан.
-

Второй локдаун в Германии. Фотографии
Одними из первых прививки от коронавируса получат сотрудники домов престарелых, медицинский персонал, а также представители групп риска. Эта фотография сделана в ноябре в одном из баварских центров по уходу за пожилыми людьми.
-

Второй локдаун в Германии. Фотографии
Во время пандемии жители Германии стали реже сдавать кровь в качестве доноров, но это очень важно и нужно делать. С призывами не забывать об этом к населению регулярно обращаются политики и представители разных организаций. На этом ноябрьском снимке - один из донорских центров в Кельне.
-

Второй локдаун в Германии. Фотографии
Особенно нелегкие времена сейчас - для бездомных. На улицах - меньше людей. Значит - меньше пожертвований. Благотворительным организациям тоже сложнее работать - из-за профилактических требований. В Гамбурге для бездомных сейчас приспособили этот крытый рынок. Люди могут находиться здесь в тепле хотя бы в дневное время.
-

Второй локдаун в Германии. Фотографии
Во время частичного локдауна в Германии продолжают работать школы и детские сады. На занятиях нужно носить маски, классные помещения - регулярно проветривать. В этой школе в Майнце испытывают новую систему вентиляции.
-

Второй локдаун в Германии. Фотографии
Футбольные и другие спортивные матчи тоже проводятся, но без публики. Игроки и сотрудники команд регулярно проходят тесты на коронавирус и должны соблюдать другие строгие правила. Этот снимок сделан в немецкой столице 20 ноября во время игры баскетбольных команд "Альба" (Берлин) и "Зенит" (Санкт-Петербург).
-

Второй локдаун в Германии. Фотографии
"Test to Fly". В середине ноября немецкая авиакомпания "Люфтганза" начала проводить бесплатные экспресс-тесты пассажиров перед рейсами. Посадочный талон активируется только после получения негативного результата. Этот снимок сделан в международном аэропорту Мюнхена.
-

Второй локдаун в Германии. Фотографии
Здесь перед нами - не какие-то домашние посиделки или уютное телевизионное ток-шоу. Так проходил очередной съезд "зеленых", приуроченный к 40-летию создания этой партии. Он был организован в форме большой видеоконференции. Руководство партии и журналисты собрались в просторном конференц-центре в Берлине. Делегаты участвовали в работе съезда из дома или из офисов.
-

Второй локдаун в Германии. Фотографии
Так называемый мягкий локдаун оказался весьма жестким для культуры. Концертные залы, театры, музеи и другие учреждения закрыты. Такую акцию под названием "Social Distance Stacks" провели в ноябре музыканты филармонического оркестра в Штутгарте - сыграли в пластиковых шарах.
-

Второй локдаун в Германии. Фотографии
Выступать нельзя, но репетировать все же можно. В Любеке участники ансамбля "Vagabund" сняли для этих целей пустующий магазин по продаже одежды.
-

Второй локдаун в Германии. Фотографии
В отличие от первого локдауна сейчас в Германии продолжают работать парикмахерские. Хозяйка одного салона в саксонском Айленбурге решила расширить площадь своего заведения, вернее - оборудовать отдельное и очень уютное помещение в своем садовом домике, который раньше использовался для хранения инвентаря. И дистанцию клиентам соблюдать легче, и атмосфера более спокойная.
-

Второй локдаун в Германии. Фотографии
В конце подборки - несколько фотографий, которые мы уже публиковали в нашей рубрике "Кадр за кадром". Партию таких вот необычных рождественских украшений (курящих человечков-вирусологов) выпустили в немецком регионе Рудные горы. Жители Германии без труда узнают в этом человечке руководителя Института вирусологии берлинской клиники "Шарите" - профессора Кристиана Дростена.
-

Второй локдаун в Германии. Фотографии
"Пальцы фрустрации" (нем. Frustfinger) - новые пончики от братьев-кондитеров Якоба и Хавьера Ноймайеров из Баварии. С помощью этого однозначного жеста они хотят обратить внимание на потерю почти половины оборота из-за второго локдауна. Обслуживать клиентов за столиками сейчас нельзя, плюс отсутствуют заказы из отелей.
-

Второй локдаун в Германии. Фотографии
Все больше немецких кинотеатров, закрытых сейчас из-за второго локдауна, предлагают своим клиентам такой сервис: доставку свежего попкорна и начос на дом. Эта фотография сделана в Кобленце.
-

Второй локдаун в Германии. Фотографии
"Посетителей нет, но есть 100 панд на продажу". Такое объявление появилось на входе в один из ресторанов Франкфурта-на-Майне, который сейчас для посетителей закрыт. Внутри - инсталляция под названием "Панда-Мия". Панд можно купит по 150 евро, чтобы поддержать владельца и сотрудников ресторана в нынешние нелегкие времена.
-

Второй локдаун в Германии. Фотографии
Завершим же наше путешествие по ноябрьской Германии в Берлине, где к началу рождественского сезона включили праздничную иллюминацию. Пусть эти огни станут тем самым светом в конце затянувшегося туннеля...
Автор: Максим Нелюбин
Вопросы-Ответы о защитных гильзах - WIKA Россия
Имеются ли сертификаты ГОСТ на защитные гильзы?
Нет. Сертификаты ГОСТ выдаются только на средства измерения, а защитные гильзы являются только частью термометра.
Требуется ли нанесение маркировки CE на защитные гильзы?
Защитные гильзы в принципе не нуждаются в маркировке CE. Исключение делается для защитной гильзы модели TW61 с DN > 25 благодаря ее специальной конструкции, подходящей для кольцевой сварки. В этом случае требуется нанесение маркировки CE в соответствии с директивой по оборудованию, работающему под давлением (2014/68/EU).
На какое максимальное давление расчитаны защитные гильзы?
В приложении к DIN 43772 показаны диаграммы, по которым можно определить максимально допустимое давление для различных форм гильз, в зависимости от температуры и среды. Если форма гильз не соответствует DIN 43772, то могут быть выполнены отдельные расчеты в соответствии с ASME PTC 19.3 или по методике Dittrich / Klotter, которые включают максимальное давление при статических условиях.
Каковы подходящие материалы для гильз при отрицательных температурах?
Основной материал для высокотемпературном применений нержавеющая сталь, такая как 1.4404 или 316L. (до -270°C). Другие варианты должны быть тщательно проанализированы на применение в измеряемой среде.
Какие факторы влияют на время отклика защитных гильз?
Более надёжные и стабильные гильзы медленнее реагируют на изменения температуры. Для оптимизации времени отклика стенки защитных гильз делают тонкими, также и уменьшают воздушное пространство между датчиком и внутренними стенками канала защитной гильзы. Дальнейшая оптимизация дизайна возможна для гильз со специально просверленными карманами и при длинах погружения более чем 100 мм.
Каковы типовые области применения защитных гильз в версии ScrutonWell®?
Гильзы версии ScrutonWell® по результатам расчетов могут применяться в тех случаях, когда динамическая составляющая в расчете имеет ограниченное приращение.
В отличие от стандартных возможностей оптимизации (уменьшение погружной длины/использование поддерживающего воротника или увеличение диаметра гильзы), улучшающей усиление при резонансе, благодаря интерцепторам конструкция ScrutonWell® позволяет снизить склонность защитной гильзы к вибрации более чем на 90%, делая динамическую составляющую силы излишней.
Более подробная информация может быть получена по ссылке ScrutonWell® design thermowells.
Что означает ZFP, NDE или NDT?
ZFP это немецкая аббревиатура для "Zerstörungsfreie Prüfungen" (неразрушающие исследования). Сокращения NDE или NDT расшифровываются как «неразрушающий контроль» или «неразрушающее тестирование», соответственно. Эти термины в общем используются для ссылки на методы и компоненты неразрушающего контроля или тестирования.
Какая информация нужна для расчета защитной гильзы в соответствии с ASME PTC 19.3 TW-2016?
Для этого нужна следующая информация:
- Температура
- Давление
- Расход
- Плотность среды
- Погружная длина
- Диаметр отверстия
- Внутренний диаметр резьбы
- Диаметр наконечника
- Толщина наконечника
- Внутренний диаметр переходника
- Длина переходника
Что такое контроль методом красок?
С помощью контроля качества в соответствии с DIN EN 3452-1можно обнаружить мелкие трещины и пористость сварных швов. После проверки степени очистки на поверхность распыляется контрастный реагент (красный или флуоресцентный). Благодаря капиллярному эффекту этот реагент проникает через любые возможные дефекты поверхности. После повторной очистки поверхности на поверхность распыляется проявитель (белый), который позволяет оттенить контрастный реагент (находящийся в мелких трещинах и т.п.) и благодаря контрастному цвету позволяет легко определить дефекты. После успешного прохождения теста методом красок на защитную гильзу наносится маркировка "PT".
Что такое испытания гелием на утечку?
Для испытания на герметичность в соответствии с DIN EN 1779 (1999) / EN 13185 в качестве тестового газа используется гелий 4,6. При тестировании можно обнаружить минимальные утечки, поэтому этот тест считается наиболее чувствительным методом испытания на герметичность. В целом различают общий и локальный метод тестирования. В общем методе тестирования определяется уровень утечки (например, 1x10-7 мбар * l / s), в то время как при локальном методе определяется место утечки с использованием зондирующего датчика. После прохождения теста на утечку гелием на гильзу наклеивается соответствующая наклейка.
Что такое испытание гидростатическим давлением?
Испытание гидростатическим давлением - это тестирование компонентов защитной гильзы испытательным давлением, а также испытания на прочность в соответствии с AD2000 спецификация HP30. При тестировании гильза закрепляется в специальном приспособлении и при комнатной температуре подаётся определенное тестовое давление на некоторое время (например, на три минуты). В общем, существует различие между внешним и внутренним тестированием давлением. Типичное давление испытаний в 1,5 раза больше номинального давления фланца -при внешнем давлении, или 500 бар - при внутреннем давлении. Испытание проводится с водой с содержанием хлорида <15 ppm. После прохождения испытания гидростатическим давленим гильза маркируется символом "P".
Что такое PMI тест?
PMI тест (контроль химического состава материала сплавов) позволяет определить, какие сплавы входят в состав материала. Существует множество подобных процедур испытаний. С помощью оптической эмиссионной спектрометрии (OES) в соответствии с DIN 51008-1 и -2 между поверхностью защитной гильзы и тестовым оборудованием создается электрическая дуга, путем анализа спектра которой определяются входящие в состав сплава элементы – как качественно, так и количественно. Характерной особенностью данной процедуры является огневой знак, который остается на заготовке. Рентгенографический анализ является неразрушающим контролем, который не повреждает поверхность; при облучении рентгеновскими лучами атомы материала защитной гильзы возбуждаются так, что сами превращаются в источник вторичного излучения. Длина волны и интенсивность испускаемого вторичного излучения являются показателем присутствующих в сплаве элементов и мерой их концентрации. После успешного проведения PMI теста/контроля химического состава материала сплавов на защитную гильзу наносится маркировка "PMI".
Что значит подходящая длина датчика для термометра в защитной гильзе?
Для механических термометров зонд не должен иметь контакт с дном гильзы; его следует располагать так, чтобы оставался воздушный зазор 2-5 мм. В случае электронных термометров датчик подпружинен, так как зонд датчика должен иметь контакт с дном гильзы, от которого датчик находится на расстоянии приблизительно 2-5 мм.
В чем разница между цельными и составными гильзами?
Составные гильзы изготавливаются из труб, которые сварены между собой. Цельные гильзы изготовлены из цельного прутка металла.
Что такое максимальная погружная длина защитной гильзы?
Для составных защитных гильз максимальная длина ограничена строительной длиной труб, которая составляет примерно 5-6 метров. Цельноточеные защитные гильзы изготавливаются из монолитного материала, погружная длина для них ограничена глубиной сверленого отверстия, которая для каждого изделия находится в пределах от 1000 мм до 2000 мм. Более длинные цельноточеные защитные гильзы должны изготавливаться путем соединения отдельных частей сваркой.
Какая максимально допустимая температура для защитных гильз?
Максимальная температура зависит от используемых материалов и стандартов. Например, стандартные защитные гильзы из нержавеющей стали могут быть использованы на воздухе до +900°C, максимальная рабочая температура составляет примерно +600°С, разрешительная документация может быть сделана до +450°С.
Что такое минимальная погружная длина защитной гильзы?
Погружная длина защитной гильзы определяется используемым термометром. В общем случае можно ориентироваться на длину 60-100 мм для механических термометров от минимальной полной длины. Для электронных термометров глубина погружения не должна быть меньше 35 - 50 мм. Тем не менее, для каждого конкретного случая ее следует подбирать индивидуально.
Какова должна быть погружная длина для защитных гильз в трубопроводах?
В общем случае она должна обеспечивать обтекание измеряемой средой датчика термометра. Это условие обычно достигается, когда наконечник защитной гильзы находится в средней трети трубопровода.
Какие тесты и проверки предусмотрены для защитных гильз?
В соответствии с пунктом 4.6 DIN 43772 все тесты и сертификация должны быть согласованы производителем с эксплуатирующей организацией.
Какие тесты обычно предусматриваются или возможны для защитных гильз?
К общепринятым тестам неразрушающего контроля относится тест под давлением, а для приварных защитных гильз - дефектоскопия методом проникающих жидкостей. Кроме этих тестов имеется возможность центрирования отверстия, ультразвуковая дефектоскопия и рентгеноскопический анализ. Опционально для проверки уплотнений проводятся испытания на герметичность с помощью гелиевого течеискателя. Также можно осуществить проверку качества обработки поверхности и прочности поверхности. Проверка материала проводится методом контроля химического состава (PMI тест).
Когда обычно используются цельноточеные и сварные защитные гильзы?
Сварные защитные гильзы обычно рекомендуется применять при низких или умеренных технологических нагрузках. В зависимости от конструкции цельноточеные защитные гильзы подходят для более высоких технологических нагрузок. Таким образом, сейчас в международной инженерной практике и в частности в нефтехимической промышленности повсеместно используются цельноточеные защитные гильзы.
Почему современные защитные гильзы имеют в основном внутреннюю резьбу для присоединения термометра, а не наружную, как в более старых технических описаниях?
Опасность повреждения внутренней резьбы меньше, чем наружной, так как замена защитных гильз всегда сопряжена с трудностями. В связи с тем, что защитная гильза позволяет легко демонтировать термометр без остановки системы, рекомендуется использовать именно такую конфигурацию.
Federal-Mogul. Кольца и гильзы Goetze. О производстве в подробностях
В одном из предыдущих номеров журнала autoExpert мы писали, как и какие поршни Nural производятся на заводе корпорации Federal-Mogul в турецком городе Арсланбей. В том же туре мы посетили и завод по производству поршневых колец и гильз GOETZE. Итак, о производстве этих высокотехнологичных деталей - в подробностях…
Federal-Mogul Sapanca
Завод в Сапанке был построен в 1976 году. В 1979 он подписал лицензионное соглашение с немецкой компанией Goetze (эта марка - "старейшина" в семействе автомобильных компонентов, ее родословная ведется с 1887 года, и первое в Европе хромированное поршневое кольцо было именно марки GOETZE). В 1982 на заводе в Сапанке запустили производство поршневых колец и гильз, а с 1987 началась череда приобретений и инвестиций. Сначала завод был приобретен компанией Goetze, позже были внутренние турецкие инвестиции, а в 1998 предприятие покупает трансконтинентальная корпорация Federal-Mogul, сохранив марку Goetze. В 2008 завод был подвергнут основательной реорганизации и модернизации, что помогло предприятию соответствовать требованиям, которые выдвигают ведущие производители автомобилей.
Это - ведущий завод корпорации Federal-Mogul по производству гильз для грузового транспорта, несмотря на то, что конструкторское бюро находится в Буршайде, Германия. Это самое высокотехнологичное в Европе производство поршневых колец и гильз цилиндров. Завод имеет все необходимые сертификаты качества и множество наград от производителей. Заказчиками продукции являются как самые именитые производители двигателей - Audi, BMW, Ford, Renault, Mercedes-Benz, Smart, Aston Martin, Volkswagen, Fiat, Alfa Romeo, Honda, Iveco, PSA (Peugeot-Citroen), Nissan, Isuzu, MTU, CNH, MAN, Volvo Truck, так и компании-конкуренты Federal-Mogul.
 Марка GOETZE берет свое начало в 1887 г. Основанная Фридрихом Вильгельмом Гетцем в г. Буршайде, Германия как небольшая мастерская, занимавшаяся изготовлением медных уплотнений для паровых вентилей. Компания быстро развивалась, и к началу 20 столетия компания "Friedrich Goetze" имела в штате прядка 100 человек и специализировалась на производстве поршневых колец, медных и медно-асбестовых уплотнений и других технических прокладок, славившихся качеством на всю Германию. На сегодняшний день Goetze является одним из самых известных имен в автомобильной промышленности. С 1998 года маркой и ее производственными мощностями владеет компания Federal-Mogul, поставляя на первую комплектацию технически передовые компоненты, позволяющие значительно снизить расход топлива, масла и вредные выбросы в атмосферу. Компоненты для вторичного рынка полностью соответствуют характеристикам деталей OE: поршневые кольца, гильзы цилиндров, болты головки блока цилиндров и широкий ассортимент уплотнений, начиная от сальников клапанов и заканчивая полными комплектами прокладок и уплотнений для ремонта двигателя.
Марка GOETZE берет свое начало в 1887 г. Основанная Фридрихом Вильгельмом Гетцем в г. Буршайде, Германия как небольшая мастерская, занимавшаяся изготовлением медных уплотнений для паровых вентилей. Компания быстро развивалась, и к началу 20 столетия компания "Friedrich Goetze" имела в штате прядка 100 человек и специализировалась на производстве поршневых колец, медных и медно-асбестовых уплотнений и других технических прокладок, славившихся качеством на всю Германию. На сегодняшний день Goetze является одним из самых известных имен в автомобильной промышленности. С 1998 года маркой и ее производственными мощностями владеет компания Federal-Mogul, поставляя на первую комплектацию технически передовые компоненты, позволяющие значительно снизить расход топлива, масла и вредные выбросы в атмосферу. Компоненты для вторичного рынка полностью соответствуют характеристикам деталей OE: поршневые кольца, гильзы цилиндров, болты головки блока цилиндров и широкий ассортимент уплотнений, начиная от сальников клапанов и заканчивая полными комплектами прокладок и уплотнений для ремонта двигателя.Производительность завода - 7 миллионов гильз цилиндров, 25 миллионов поршневых колец и 15 миллионов вставок в поршни для верхнего поршневого кольца.
Завод производит три типа гильз - два типа "сухих" и один "мокрый", и все виды поршневых колец с несколькими типами покрытия: хромированные, хром-молибденовые и хром-керамические. Предприятие - с полным циклом производства. Процесс изготовления и поршневых колец, и гильз начинается с литья.
Сколько заводов Federal-Mogul в Турции?
Есть еще четвертый завод Federal-Mogul в Турции - кроме этого и двух по производству поршней. На нем производят только гильзы одного типа по технологии S-cast для последующего производства блоков цилиндров. Он работает исключительно на конвейеры автопроизводителей.
Цех литья
Заготовки (трубы) для гильз отливаются в металлических формах по 2 метра длиной, у которых температура плавления выше, чем у расплавленного металла гильзы.
 |  |
Заготовки для колец отливают методом стопочной заливки на карусельной машине, когда несколько литейных форм располагаются горизонтально одна над другой. Внутренняя поверхность форм - из специального песка с добавкой химических элементов, чтобы придать ему определенные свойства и не допустить разрушения, а также для облегчения отделения отливки от формы. Формы для гильз также используются только со специальным покрытием.
Далее готовые отливки (заготовки для гильз перемещаются с поста на пост тщательно защищенными от пыли "руками" роботов KUKA), очищаются, распиливаются и поступают в свои цеха для последующей механической обработки. Но заготовки для колец перед этим еще проходят термическую обработку в печах для увеличения или уменьшения твердости в зависимости от требований технологии.
Контроль качества материалов
Заложить в плавильную печь идеальное количество ингредиентов с идеальным качеством - не реально, ведь для каждой позиции сырья (металл, прочее…) есть минимум два одобренных поставщика, да и сырье имеет допуски. Поэтому в лаборатории при литейном цехе приходится проверять образцы, взятые из печи прямо во время "варки" сплава и корректировать его состав добавлением необходимых химических элементов, чтобы получить материал нужного качества. После того, как он готов, здесь проверяют его физические и химические свойства. Делается спектральный анализ, анализ на твердость, на прочность, на разрыв.
Весь процесс варки партии занимает часа три, а измерения образцов - минут пять. Все очень оперативно.
В нашем присутствии испытали металл для производства гильз на разрыв - при норме в 3200 кг разрыв произошел при усилии 3450 кг.
Отлитые заготовки после первичной механической обработки еще в литейном цеху разрезаются на несколько пока еще крупных частей, собираются в кассеты и поступают в цех, где им предстоит стать готовой продукцией после ряда токарных и других операций впечатляющей сложности.
Сначала делается обработка боковых сторон, а потом - внутренней и наружной стороны.
Самый первый этап - блок-упаковка из колец обрабатывается одновременно двумя резцами изнутри и снаружи. Наружный резец при этом придает наружной грани уже готовую рабочую конфигурацию. При этом вращение происходит эксцентрично. В итоге эта промежуточная заготовка получается не только овальной формы, а и с разной толщиной кольца, чтобы, когда кольцо разрежется, тангенциальные силы, которые распирают кольцо в цилиндре, были одинаковыми. А вырезав впоследствии небольшую часть кольца в нужном месте - получают кольцо, которое после сжатия до соприкосновения торцов будет иметь форму идеальной окружности, соответствующей форме гильзы. Вот так все сложно и просто одновременно!
Пока не придана форма рабочей поверхности кольца - сечение у кольца прямоугольное.
Далее происходит обработка торцов кольца в месте разреза. Точностью обработки торцов задаются размеры теплового зазора колец.
Кольца. Дебри механообработки
Поршневые кольца работают в жесточайших условиях и агрессивной среде, давление на поршень достигает показателей порядка 100 кг/см2, температура горения топливовоздушной смеси достигает 1400 градусов, на кольцо действуют огромные нагрузки, хуже чего только то, что эти нагрузки знакопеременные в связи с характером движения поршня. И в этих условиях поршневые кольца должны не просто сохранять заданные им качества, но и не могут даже просто вибрировать, ведь такая вибрация ведет к прорыву газов в картер двигателя и может закончиться поломкой колец. Малый размер колец наряду со столь жестким перечнем требований к ним как раз и приводит к тому, что само по себе изготовление поршневых колец сродни искусству, а изготовление качественных колец в массовом порядке требует серьезной технической базы и квалифицированного персонала.
Далее необходимо нанести гальваническое покрытие на рабочую поверхность колец. Именно на рабочую поверхность, боковые поверхности остаются без покрытия. Чтобы выполнить такую операцию, кольца снова собирают в пакеты, нанизывая их на шест с резьбой, края закрывают шайбами, сжимают кольца до соприкосновения торцов и стягивают гайками всю эту конструкцию-тубус. При этом перед сжатием торцы кольца в разрезе покрываются специальным лаком, чтобы заполнить возможные микрорасстояния и получить гарантированно герметичную конструкцию. После зачистки от высохших подтеков лака эта герметичная упаковка погружается в гальваническую ванную для нанесения покрытия, которое таким образом образуется только на рабочей поверхности колец.
Далее следуют различные токарные операции по приданию кольцам нужного сечения, а в конце их снова собирают в кассеты, вставляют в специальные гильзы и подвергают то ли притирке, то ли шлифованию поверхности после хромирования - как хотите, так и называйте этот процесс, похожий на хонингование цилиндров.
В маслосъемных кольцах сверление маслоотводящих отверстий происходит одновременно 48 сверлами, при необходимости станок может быть перенастроен на 72 сверла! Кольца подаются в станок по-одному.
В целом, основные операции такие. Кольцо готово.
Среди потребителей бытует мнение, что большее кольцо более дорогое по цене, потому что в нем материалов больше. Нам объяснили, что в себестоимости кольца стоимость материалов 3-5%, все остальное - стоимость обработки и гальванического покрытия. Соответственно, кольцо дешевле доработать, если возможно, чем тратиться на гальванику для нового кольца.

О цветной маркировке колец
Специалисты на СТО часто говорят, что поскольку в оригинальной упаковке кольца с цветной маркировкой - то дайте нам такие же! Однако цветная маркировка ничего не имеет общего с качеством. Оказывается, она наносится исключительно по запросу ОЕ-производителей для нужд по отслеживанию продукции.
Еще кольца, устанавливаемые при первичной комплектации, не имеют фосфатирования, а в афтемаркете - имеют, потому что это покрытие защищает от коррозии, на случай, если на складах клиентов не будут соблюдены правила хранения.
В афтемаркете можно встретить кольца без фосфатирования - некоторые торговые марки-упаковщики с целью удешевления просят завод произвести кольца без фосфортирования.
Семь раз отмерь… и раз продай
Непосредственно в производственном цеху проводится четыре операции проверки: проверка закрытого замка, проверка правильного позиционирования (определяется правильная верхняя сторона кольца), проверка высоты кольца и проверка правильности лазерной маркировки кольца.
Интересно было увидеть, как решен вопрос сортировки колец при проверке. Машина напомнила сказку про Илью Муромца, у которого от камня вело три дороги: направо пойдешь - в утиль попадешь, налево - в доработку, прямо - в упаковку. Три пути указывают три сопла со сжатым воздухом с углами друг относительно друга в 45 градусов. В зависимости от результата проверки кольцо сдувается одним из сопел.
Мы поинтересовались, сколько обычно бывает бракованных колец. Нам ответили, что иногда ноль, иногда 10-20 на 1000 шт.
Финальный контроль качества продукции происходит в отдельном помещении, где за столами работают несколько десятков человек и визуально проверяют ВСЕ кольца. Сотрудники, выполняющие эту работу - только женщины. Почему женщины? Они более щепетильные и внимательные в такой монотонной работе. Процедура полного визуального контроля всего кольца подробно описана системой сертификации ISO. Процент брака на визуальном контроле - еще 2%. Согласитесь, такой процент испортил бы репутацию бренду.
В самом конце все кольца еще раз проверяются автоматическим устройством для дополнительного контроля правильной маркировки верхней поверхности кольца.
Кольца и вызовы автопрома
Материалы и технологии, применяемые при создании двигателей, таят немало резервов для повышения топливной экономичности автомобиля и снижения эмиссии отработавших газов, в частности, выбросов CO2. В Federal-Mogul заявляют, что знают, как использовать эти резервы.
Точнейшая геометрия для сопрягающей посадки поршня в цилиндр, стойкость к непрерывно растущим температурам, давлению, динамическим нагрузкам, минимизация трения и износа сопрягаемых пар - все это лежит на них, кольцах. А значит, они тоже требуют инновационных решений и прецизионных технологий.
Нормативы стремительно стареют и технологии просто обязаны опережать их. Всем известный пример: топливо, служившее естественным смазочным материалом, перестает быть таковым. Причина - в резком снижении содержания серы в угоду экологическим показателям. Значит, сегодняшние поршневые кольца обязаны работать при меньшем количестве смазки. И это при непрерывном росте мощности, снимаемой с единицы объема двигателя!
Эти и многие другие противоречия на предприятиях Federal-Mogul разрешают более 200 ученых, инженеров и других специалистов, занимающихся разработкой и испытанием поршневых колец. Работа ведется по нескольким направлениям. Магистральными являются два: совершенствование геометрии и разработка новых материалов для колец и для их покрытий.
Свойства, необходимые для материала кольца и его покрытия, могут существенно отличаться от двигателя к двигателю, поэтому эффективным методом является оптимизация каждого элемента в отдельности. Для поршневых колец компания Federal-Mogul разработала ряд уникальных материалов и вариантов покрытия, которые уменьшают трение и повышают долговечность.
Обычно для изготовления поршневых колец дизельных ДВС используется высокопрочный мартенситный серый чугун с шаровидным графитом. Он достаточно пластичен и имеет предел прочности (временное сопротивление) около 1200 МПа. Новый литейный стальной сплав GOE70, разработанный инженерами Federal-Mogul, имеет мартенситную основу с включениями карбида хрома и может похвастать пределом прочности не менее 1800 МПа. Подвергнутый азотированию, этот материал приобретает высокую износостойкость и твердость поверхности по Виккерсу 1300 HV.
Поршневые кольца. Функции и требованияОсновное назначение поршневых колец - уплотнение: обеспечить, чтобы высокая температура и давление, возникающие в процессе сгорания топлива, оставались в камере сгорания, а масло не попадало туда. Кроме того, кольцо должно отводить тепло от поршня и регулировать процесс смазки.
Обычно комплект состоит из трех колец:
1. Верхнее компрессионное кольцо часто изготавливается из стали, чугуна с шаровидным графитом и литейного чугуна, эти кольца удерживают топливовоздушную смесь в камере сгорания.
2. Второе компрессионное кольцо обычно изготавливается из чугуна с шаровидным графитом и литейного чугуна, эти кольца выполняют двойную функцию: они играют роль как компрессионного, так и маслосъемного кольца.
3. Маслосъемное кольцо может изготавливаться из чугуна с шаровидным графитом и литейного чугуна, однако для многоэлементных колец используется сталь. Эти кольца регулируют количество масла, необходимого для смазки верхнего и второго колец.
Тенденции в технологиях создания поршневых колец
• Уменьшение ширины кольца - из-за уменьшения размеров двигателей, облегчения поршней и снижения расстояния от днища поршня до оси поршневого пальца.
• Снижение веса колец - для повышения оборотов и устойчивости двигателя.
• Снижение напряжения в кольцах - из-за необходимости уменьшить потери на трение.
• Металлургические аспекты производства колец - существует тенденция к использованию высокопрочных сплавов, таких как чугун с шаровидным графитом и сталь. Это позволяет противостоять высоким температурам, возникающим при сгорании обедненного топлива, и из-за более высокого расположения колец на поршне для снижения выбросов в атмосферу.
Покрытие рабочих поверхностей
Хромирование, CR. Электроосажденное твердое хромовое покрытие сочетает в себе прекрасную износоустойчивость с высокой устойчивостью к задирам. Этим объясняется превосходство хромированных колец по сравнению с кольцами без покрытия и кольцами с обработанной поверхностью.
Молибденовое покрытие, MOL, MO. Чтобы не допустить задиров, края кольца покрывают молибденом. Такое решение продемонстрировало превосходные результаты. Молибден отличается очень высокой температурой плавления (2620°C) и хорошей теплопроводностью - эти показатели определяют его высокую устойчивость к задирам и износу.
Плазменное напыление, PS. Все большее распространение получает плазменное напыление, обладающее высокой прочностью, высокой устойчивостью к износу, задирам и разломам, и при этом вызывающее лишь незначительный износ цилиндра.
Фосфатирование, P. Этот процесс используется для ускорения и улучшения приработки колец. На поверхности кольца с помощью химической обработки создаются кристаллы фосфатов. Также фосфатирование используется для защиты от коррозии.
Азотирование, NT. Азотирование поверхности позволяет уменьшить износ стальных компрессионных колец и стальных кромок маслосъемных колец.
Хром-керамическое покрытие, CK. Покрытие CK выдерживает более высокие тепловые и механические нагрузки по сравнению с существующими хромовыми, молибденовыми и плазменными покрытиями, хотя эти проверенные и испытанные покрытия не теряют своей актуальности.
Хром-алмазное покрытие, CD. Алмазные нанокристаллы, обладающие специфическими комбинированными свойствами и размерами, внедряются в твердую рабочую поверхность из хрома. По сравнению с другими покрытиями такая рабочая поверхность кольца отличается пониженным износом и значительно более высокой устойчивостью к задирам.
LKZ. Чудеса от геометрии
Говоря об оптимизации геометрии маслосъемного кольца, в первую очередь нужно сказать о разработке Goetze, названой LKZ. Это кольцо имеет особую ступенчатую конструкцию рабочей кромки, результатом чего стало уменьшение сопротивления при движении поршня во время такта сжатия, что снижает насосные потери. А вот в такте расширения масло со стенки цилиндра сбрасывается в картер гораздо эффективнее, чем при использовании стандартного кольца. В результате масла в камеру сгорания попадает гораздо меньше, нагар на свечах практически не образуется.

Маслосъемное кольцо Goetze LKZ
Кольца Goetze LKZ могут сократить расход масла до 50% и уменьшить трение до 15% по сравнению с лучшими двухкомпонентными кольцами традиционной конструкции.
Комплекты с маслосъемными кольцами Goetze LKZ могут выпускаться с компрессионными кольцами, имеющими различные покрытия рабочей поверхности: хром-керамическое покрытие CKS, алмазное покрытие GDC, покрытие методом конденсации из паровой фазы PVD, а также DLC (алмазоподобное углеродное покрытие).

Покрытия эффективно защищают поверхность кольца от царапин. При этом износ становится минимальным, и маслосъемное кольцо может правильно функционировать в течение всего срока службы двигателя
Изначально инновационное кольцо LKZ создавалось для требовательных дизельных ДВС, а сейчас используется и в бензиновых двигателях с непосредственным впрыском топлива. Эти кольца рекомендуется использовать для замены оригинальных комплектующих при ремонте для восстановления исходных характеристик работоспособности двигателя.
Кольцо Goetze LKZ стало обладателем престижной премии Autimotive News PASE 2011, став лучшим в своей категории. Премия получена за инновации в новых изделиях, деталях или системах, играющих важную роль на рынке и изменивших правила игры в автомобильной промышленности.
Покрытия от GOETZE
Напомним, что требования к свойствам основного материала кольца и его поверхностного слоя сильно отличаются. Основной материал обеспечивает прочность и термостойкость, а покрытие минимизирует трение и износ - как самого кольца, так и сопрягаемой пары.
Начнем с хром-керамического покрытия, по стандартам компании Federal-Mogul именуемого CKS. Оно было разработано специально для дизелей с целью повышения долговечности цилиндропоршневой группы. Результатом явилось снижение износов колец и стенок цилиндров, а также отсутствие задиров.
Хром-керамическое покрытие - очень специфическое композитное покрытие, состоящее из матричного слоя хрома и оксида алюминия. Этот материал был создан в результате долгих лет исследований и разработок инженерами компании Federal-Mogul. Эта глобально запатентованная технология покрытия может быть определена как твердые керамические частицы, внедренные в микротрещины хромового покрытия.
Благодаря превосходному качеству и долговечности, обусловленными специальными технологиями электролиза, CKS предпочтительны, в основном, в дизельных двигателях большой мощности и высокой производительности. Частицы оксида алюминия, внедренные в структуру полотна микротрещины, обеспечивают лучшую производительность и износостойкость даже при экстремальных температурах.
По сравнению с классическим покрытием из твердого хрома, сопротивление износу кольца с CKS удваивается. Температура плавления и твердость кольца с CKS очень высока. Именно поэтому CKS не только обеспечивают двигателю более длительный срок службы, но и за счет расширения возможностей проектирования позволяют улучшить сжигание, что снижает уровень выбросов.
Эта разработка - хром-керамическое покрытие - послужила отправной точкой для технологии хром-алмазного покрытия от GOETZE - Goetze Diamond Coating - сокращенно GDC, которая обеспечивает исключительно хорошую фиксацию внедренных твердых частиц для обеспечения еще более твердой поверхности. Характеристики износостойкости хром-алмазного покрытия в четыре раза выше, чем у обычных твердых хромовых покрытий, и в два раза лучше, чем у хром-керамических покрытий.
Это решение открыло новые перспективы для создания следующего поколения компактных, но мощных дизелей, и позволило увеличить интервалы между техническим обслуживанием.
При этой технологии гильза имеет больший, чем при других технологиях, износ за счет очень твердого покрытия колец. Казалось бы, зачем использовать такую технологию, если увеличивается износ? Смысл заключается в том, что, несмотря на повышенный износ гильзы, суммарный износ колец и гильзы намного меньше износа при применении других технологий - за счет этого значительно увеличивается срок службы двигателя. На приведенной диаграмме показан износ различных гальванических покрытий кольца и рабочей поверхности гильзы.
Дальнейшее развитие технологий CKS и GDC привело к структурированным хромовым покрытиям - SCKS и SGDC. Они наносятся на поверхность с помощью специального целенаправленного воздействия. В итоге эти структуры имеют запрограммированные углубления или канавки глубиной до 50 мкм и могут хранить смазку во время работы. Это снижает трение и, следовательно, еще больше уменьшает расход масла.
Эти технологии в значительной степени оправдали ожидания инженеров компании Federal-Mogul и в настоящее время тестируются несколькими производителями двигателей.
Позже у Goetze появилось покрытие третьего поколения, названное CarboGlide. Здесь уже сформировалась многослойная алмазная структура, модифицированная особым композитом, содержащим вольфрам и другие ингредиенты. CarboGlide позволил отыграть 18-20% потерь на трение, сэкономить до 1,5% топлива. Толщина покрытия увеличилась почти втрое - до 10 микрон, по сравнению c лучшим покрытием того времени.
Новейшая технология покрытия поршневых колец, разработанная Federal-Mogul - это DuroGlide. Она объединила два инновационных решения - по "архитектуре" слоя и методу его нанесения.
Здесь также используется многослойная структура с применением молибдена и "хитрых" композитов. В основе покрытия - комбинация алмазно-графитовых ингредиентов и некристаллического (аморфного) углерода.
Покрытие обладает, казалось бы, противоречивыми свойствами (все - благодаря аллотропным "зеркалам" углерода). С одной стороны, это высокая твердость и стойкость к износу. Кстати, в сравнении даже с лучшими покрытиями она увеличилась вдвое. Что, впрочем, неудивительно - ведь доля алмазной составляющей возросла на 50%.
С другой стороны, этот слой улучшает смазываемость поверхностей и действует как физически и химически инертный барьер, предотвращающий непосредственный контакт сопряженных поверхностей в режиме граничной смазки.
Слой стал еще гораздо большей толщины - до 20 мкм. Для такого рода покрытий это необычайно много. Не будет ли отслоения? Не будет, уверяют разработчики. Дело в том, что нанесение покрытия производится комбинированным способом - оптимальным сочетанием конденсации из паровой фазы (PVD - physical vapour deposition) и плазменного осаждения.
В ходе испытаний кольца с покрытием DuroGlide продемонстрировали уникальную долговечность, обеспечив уменьшение расхода топлива на 1,5% - для легковых автомобилей это означает снижение выбросов CO2 на 3 г/км.
Вице-президент и главный инженер подразделения Federal-Mogul Powertrain Джиан Мария Оливетти считает DuroGlide настоящим техническим прорывом.

Гильзы цилиндров. Дорого - не значит маркетинг...
Как и при производстве поршневых колец, гильза проходит множество этапов обработки. Операций очень много, совокупная стоимость оборудования, участвующего в производстве одной гильзы, очень высокая, времени на производство одной гильзы также уходит гораздо больше, чем, например, при производстве кольца, поэтому высокая стоимость качественной гильзы для клиента - это не маркетинг, а суровая реальность…
Гильза может точиться как в горизонтальном, так и в вертикальном положении. Однако в вертикальном - точность обработки выше. Но станки для горизонтальной обработки - стоят в 1,5-2 раза дешевле.
Безрассудством на предприятии не страдают - оборудование покупается сообразно требуемой заказчиком точности обработки. Для клиентов, требующих высочайшие допуски, на заводе не экономят и покупают оборудование "с запасом" - четыре высокоточных станка для вертикальной обработки обошлись в 2,5 млн евро. Но если заказчику гильз (например, переупаковщик) высокие допуски не нужны, то можно купить оборудование и подешевле. Для линии, выпускающей такой тип гильз, четыре станка обошлись "всего" в миллион.
При планировании любой линии, при каждом проекте на заводе скрупулезно оценивают, в какой компании купить станки - более дорогие немецкие, или японские - подешевле. Ведь срок окупаемости и выход в режим зарабатывания прибыли тоже важен.
Есть еще нюансы. Мурат Турут (Murat Turut), директор завода, раскрывает тонкости. К стоимости станков нужно добавлять стоимость эксплуатации: на более дорогие станки можно установить собственную систему, которая использует операционные базы Siemens. Но те, которые более дешевые, обслуживаются исключительно силами компании, в которой купили, что и стоит дорого, и по итогу может обойтись дороже. Да и доставка машин очень долгая - 4 месяца, что замораживает оборотные средства.
 Мурат Турут (Murat Turut), директор завода, до занимаемой должности работал главным инженером по качеству, общий стаж работы на предприятии 9 лет: «Чтобы гарантировать соответствие всех произведенных гильз высочайшим стандартам в отрасли, в компании Federal-Mogul используется самое передовое высококачественное производственное и измерительное оборудование, позволяющее контролировать и соблюдение допусков, и процесс хонингования. Не менее тщательно проведенные замеры уже после производства позволяют подтвердить заказчику получение заданных размеров, формы и качество обработки поверхности. Но самое главное - мы гордимся тем, что наша компания может предложить требовательному клиенту полный комплект, включающий гильзу, поршень и поршневые кольца, идеально соответствующие друг другу, т.к. является разработчиком и экспертом во всех трех областях».
Мурат Турут (Murat Turut), директор завода, до занимаемой должности работал главным инженером по качеству, общий стаж работы на предприятии 9 лет: «Чтобы гарантировать соответствие всех произведенных гильз высочайшим стандартам в отрасли, в компании Federal-Mogul используется самое передовое высококачественное производственное и измерительное оборудование, позволяющее контролировать и соблюдение допусков, и процесс хонингования. Не менее тщательно проведенные замеры уже после производства позволяют подтвердить заказчику получение заданных размеров, формы и качество обработки поверхности. Но самое главное - мы гордимся тем, что наша компания может предложить требовательному клиенту полный комплект, включающий гильзу, поршень и поршневые кольца, идеально соответствующие друг другу, т.к. является разработчиком и экспертом во всех трех областях».Все измерительные приборы и инструменты для линий производства гильз разрабатываются на этом заводе. Некоторые очень сложные измерительные системы разрабатываются совместно - производителем измерительной техники и командой завода. Завод обладает такой компетенцией, поэтому и считается ведущим производственным предприятием среди подобных у Federal-Mogul.
Для всей продукции, на всех производственных процессах проверяется 100% параметров. Каждый результат измерения записывается на электронный носитель, потом этими данными, при необходимости, можно обмениваться или изучать.
Перед этапом хонингования гильза проходит демагнитизацию. Нам показали работу самого нового современного станка для хонингования гильз для двигателей грузовых автомобилей. Каждый режущий инструмент на нем сам себя диагностирует и останавливает обработку при достижении требуемого результата. Первый процесс - предварительное хонингование, потом - финальное. И третий этап - кинематическая система контроля качества. За счет воздуха она проверяет правильность соответствия хонингования. Специальный прибор опускается в гильзу, и за счет измерения потока воздуха измеряется правильность размеров и правильность хонингования.
На основании измерения воздухом система сама дает себе необходимую команду: хонинговать больше или меньше - сама себя адаптирует. Цена этого станка более - 1,3 млн. евро.
Самая производительная и, соответственно, самая дорогая система на заводе при любой операции с гильзой выглядит следующим образом. На станке устанавливается не одна гильза, а две. Одна служит эталоном, которую станок измеряет, а обрабатывает - вторую гильзу. Поменял эталон - и система уже работает по нему. Очень удобно и быстро. При необходимости таким образом можно хоть каждый час вносить изменения в производственный процесс - не вносишь данные, а просто ставишь новый цилиндр. Образцы стоят на полках рядом.
В дальнейшем каждая гильза проверяется методом неразрушающего контроля посредством пропускания электрического тока через стенку гильзы с целью определения качества металла по показателям пористости и проверки на наличие микротрещин.
В финале - лазерная маркировка: номер детали, код детали, номер партии. Фото- и видеокамеры проверяют, правильно ли она нанесена. Система позволяет наносить лазерную гравировку уникального кода на каждую гильзу и отправлять эти данные клиенту через интернет (применяется только для конвейерных поставок).
 |  |
Гильзы для aftermarket'а
Federal-Mogul - один из крупнейших в мире производителей гильз блока цилиндров - только типов гильз свыше 200. И очевидно, что весь ассортимент компания не поставляет на OE. Часть артикулов делается только для вторичного рынка на тех же линиях, что и продукция для автопроизводителей.
Гибридные гильзы цилиндров
В гонке за облегчением двигателей их разработчики в свое время пришли к созданию моторов с алюминиевым блоком цилиндров, у которых последняя деталь была единым целым с блоком: гильза цилиндров была также алюминиевой с износостойким покрытием. Однако время показало, что сплавы на основе этого металла не очень хорошо противостоят высоким нагрузкам. В ответ на это инженеры Federal-Mogul разработали технологию производства гибридных гильз цилиндров, которые сделаны из двух металлов: снаружи - сплав алюминия с названием AlSi12, изнутри - чугун.
| Гибридная гильза цилиндра разработки Federal-Mogul |
С 2014 года большой процент гильз цилиндров изготавливаются Federal-Mogul по гибридной технологии. Это особенно актуально для концепции downsizing, когда габариты двигателя уменьшаются, удельная мощность растет, а перегородки между цилиндрами становятся все более тонкими. Благодаря новой технологии производители двигателей могут выпускать блоки с перегородками толщиной всего 3 мм и не опасаться за разрушение двигателя.
Гильза цилиндра. Функции и требованияУсловия работы
• Температура газов в камере сгорания >2000°C
• Температура охлаждающей жидкости 110°C
• Давление в камере сгорания ~230 бар
• Скорость движения поршня 27 м/с
Требования, предъявляемые к гильзе цилиндра и ее внутренней поверхности:
1. Выдерживать давление газов сгорания, осевую нагрузку,
создаваемую ходом поршня, а также механическую и
тепловую нагрузку в ходе работы двигателя.
2. Сохранять размеры в любых условиях эксплуатации.
3. Стойкость к износу.
4. Отвод тепла в систему охлаждения.
Сочетание гильзы с блоком цилиндров
1. Сухая гильза - отсутствие непосредственного контакта с охлаждающей жидкостью.
Конструкцией большого количества двигателей предусмотрена заливка при изготовлении в блок картера гильз, изготовленных из износостойкого материала.
Самое широкое распространение "сухие" гильзы получили в сфере капитального ремонта двигателя. Не "загильзованный" блок цилиндров современного двигателя имеет несколько, предусмотренных технологией, расточек с последующей установкой в него ремонтных поршней. Установка "сухих" гильз позволяет не менять блок двигателя даже после износа цилиндра, расточенного в последний ремонтный размер.
Производители гильз выпускают заготовки гильз, то есть ремонтные гильзы, имеющие запас по длине и внешнему диаметру, которые после токарной обработки запрессовываются с натягом в блок цилиндров. Такие гильзы, как правило, не имеют обработки внутренней поверхности. Они растачиваются и хонингуются только после установки гильзы в блок цилиндров. Поверхность блока цилиндров под установку тоже подвергается тщательной обработке: расточке и в некоторых случаях - хонингованию. Гильза с упором устанавливается в блок под давлением, с натягом (в среднем 0,03-0,04 мм), для гильз, не имеющих упора, натяг больше. Наружная поверхность "сухих" ремонтных гильз, как правило, подвергается шлифовке для увеличения плотности прилегания к блоку цилиндров.
Гильзы могут фиксироваться при установке верхним буртом, нижним буртом или вообще могут устанавливаться без упора. Некоторые производители изготавливают двигатели с тонкостенными стальными гильзами, имеющими покрытие из пористого хром-железа. Такие гильзы не подвергаются механической обработке и устанавливаются в блок цилиндров без натяга, с небольшим усилием, и удерживаются в блоке за счет прижатия широкого бурта гильзы головкой блока.
2. Мокрая гильза - непосредственный контакт с охлаждающей жидкостью. "Мокрые гильзы" цилиндров обеспечивают лучший отвод тепла, но двигатель с такими гильзами обладает меньшей жесткостью. Большое распространение эти гильзы получили на высоконагруженных двигателях в силу своей высокой ремонтопригодности.
Для предотвращения прорыва газов в охлаждающую жидкость и просачивания этой жидкости в цилиндр и картер двигателя "мокрые" гильзы комплектуются уплотнительными прокладками. Внутренняя поверхность гильз тщательно обрабатывается (хонингуется) еще на заводе.
3. Влажная (гибридная) гильза - одна часть гильзы находится в контакте с охлаждающей жидкостью, а другая часть - с блоком цилиндров.
Плато-вершинное хонингование рабочей поверхности гильзы
Метод окончательной обработки рабочей поверхности - нанесение микрорельефа в виде чередования впадин (масляных карманов) и выступов (плато). Обеспечивает удержание необходимого количества масла в зоне контакта трущихся поверхностей.
Запрессовываемая гильза Spray Fit Liner
Как аналог дорогостоящей технологии непосредственного напыления железосодержащего материала на стенки алюминиевого блока цилиндров компания Federal-Mogul разработала и успешно внедрила в производство передовую, более простую и менее затратную технологию запрессовки тонкой гильзы.
Внутренняя поверхность гильзы - сплав железа или же коррозионно стойкий материал с требуемыми трибологическими свойствами, толщина 0,5 мм. Внешняя поверхность - алюминиевый сплав с идентичными термо-физическими свойствами с алюминиевым блоком, толщина 0,8 мм. Выпускается с диаметрами от 20 до 300 мм.
Гильза практически идентична по эффективности теплоотвода по сравнению с технологией напыления стенок алюминиевого блока цилиндров, но с более высокой эффективностью теплоотвода по сравнению с обычными запрессовываемыми гильзами.
 Гильзы из ультрапрочного материала
Гильзы из ультрапрочного материала
Передовая технология литья деталей из чугуна, разработанная компанией Federal-Mogul, способствует снижению расхода масла и трения в цилиндрах, а также позволяет повысить давление в камере сгорания.
Компания Federal-Mogul первой запустила серийное производство гильз цилиндров, изготовленных из ультрапрочного чугуна. Гильзы, созданные из специального чугуна с вермикулярным графитом (GOE330), показали снижение деформации на 27% при максимальном боковом давлении поршней (по сравнению с используемым сейчас чугуном). Из этого материала производятся гильзы диаметром от 100 до 190 мм.
"Деформация под нагрузкой ухудшает уплотнение между гильзой и поршневыми кольцами, что приводит к повышенному расходу масла и износу, - объяснил Жан-Мария Оливетти (Gian Maria Olivetti), директор по технологиям Federal-Mogul Powertrain. - Если повысить растяжение поршневых колец для компенсации, то одновременно с этим повысится трение и расход топлива. Разрабатывая новые материалы для гильз цилиндров, отличающиеся повышенной прочностью и твердостью, мы даем возможность нашим клиентам - производителям тяжелой техники - повысить максимальное давление в цилиндрах и сделать двигатели более эффективными. Кроме того, появляется возможность закладывать в конструкцию более тонкие гильзы, что позволяет уменьшить размеры силовых агрегатов".
Модуль упругости (модуль Юнга) материала GOE330 более чем на 15% выше, чем у применяемого в настоящее время материала для гильз высокопрочного чугуна, а усталостная прочность выше примерно на треть.
 Главная лаборатория
Главная лабораторияЗаводская лаборатория имеет два департамента. Один отвечает за оперативный контроль параметров в процессе обработки изделий, второй, собственно, и есть основа лаборатории, где работают не только с геометрическими размерами, а и со свойствами материалов.
Всего на заводе - 2440 измерительных приборов различной сложности и конструкции.
Один из аппаратов, заслуживающий внимания - 3D-сканер для проверки геометрических размеров известной марки Carl Zeiss. Его точность - 0,1 микрона (1/10000 мм). Как рассказал директор завода Мурат Турут, его приобрели с целью упрощения коммуникации с клиентами - чтобы иметь возможность сопоставлять данные и разговаривать на одном языке с ними, поскольку у многих из них есть такое же оборудование. 3D-сканер позволяет делать замеры в нескольких тысячах точек и фиксировать измерения в памяти. При любой претензии со стороны клиента на основании этих измерений делается презентация, которая помогает убедить клиента, что изделие завода находится в правильных размерах.
Все специализированные измерительные приборы для колец произведены в Буршайде, Германия.
Есть прибор для проверки поступающего на завод сырья на радиацию. Если обнаружат превышение допустимого фона - не пропускают.
Согласно системе ISO, на каждом измерительном приборе есть наклейка, на которой указана дата следующей калибровки. Для этого есть специальное оборудование, которое калибрует и отправляет данные на общий компьютер для хранения.
Процесс калибровки происходит в отдельном помещении, в котором 24 часа в сутки поддерживается заданная температура и влажность. Главный калибровочный набор - коробка 60х20 см с калибрами точностью 0,05 микрона! (у 3D-сканера Carl Zeiss точность - 0,1 микрона). Стоимость "коробочки" - примерно 15 тыс. евро.
Главный калибровочный прибор - немецкой компании Mahr, калибры - японской компании Mitutoyo. Самые именитые и дорогие марки.
Фундамент помещения лаборатории разграничен от фундамента завода, чтобы не передавались вибрации.
Лаборатория проводит также финальный аудит продукции для клиентов ОЕ. Когда партия товара подходит к финальному контролю, она блокируется системой SАP (системой управления заводом). И только после надлежащей проверки лаборатория снимает блокировку.
Александр Кельм, Киев - Sapanca - Киев
Опубликовано в журнале autoExpert №5 2017. Использование материалов возможно только со ссылкой на источник.
Дистрибьюторы GOETZE в Украине - см. по ссылке.
Рукав для выпечки - что это? Как запечь в рукаве для запекания?
Блюда, приготовленные таким образом, менее калорийны и более полезны. Как запечь в рукаве? Где купить рукав для запекания?
Что такое рукав для выпечки?
Блюда, приготовленные в духовке, восхитительны и являются одними из самых популярных блюд. Запеканки из мяса, рыбы или овощей легко приготовить и не потребуют больших усилий. Время, пока мясо запекается в духовке, можно использовать для приготовления других элементов обеда, уборки или короткого отдыха.Чтобы ингредиенты не прилипали к сковороде, ее обычно смазывают жиром. К сожалению, таким образом блюда становятся более калорийными и менее полезными для организма. Идеальным решением в данной ситуации кажется использование специальной не требующей смазки рукава для запекания.
Рукав для запекания мяса, рыбы или овощей - это не что иное, как пакет из фольги, в который помещаются ингредиенты пищи, затем связываются, помещаются в форму или форму и запекаются.Такой способ приготовления гораздо более здоровый, поскольку не требует использования жира. Ингредиенты запекаются в собственном соусе, и, если их правильно приправить, они становятся еще более ароматными.
Выпечка в рукаве не только полезна, но и практична. Больше никакой жирной духовки и никакой чистки после приготовления мяса. Плотно закрытый рукав предотвратит загрязнение как емкости, в которую он будет помещен, так и внутреннего пространства духовки.Рукав можно использовать для приготовления многих блюд, в том числе даже тортов. Противень, застеленный бумагой вместо рукава, не испачкается при приготовлении домашнего печенья или кексов.
Какой рукав для жарки выбрать?
Принимая решение о покупке рукава для выпечки, следует учитывать несколько факторов:
- Форма , в которой продается рукав. Рукава для запекания выпускаются в виде готовых пакетов определенных размеров или в виде длинных рулетов длиной в несколько метров.Первые продаются по несколько штук в наборе - обычно по 5, 6, 8 или 10. Недостатком такого типа решения является ограниченная вместимость пакетов - иногда в них трудно уместить ингредиенты с более крупными размерами. Рукав для запекания, который продается в виде рулета, позволяет обрезать его до длины, необходимой в данный момент.
- Ширина рукава . Ширина также является очень важным элементом при покупке рукава для запекания. Это также влияет на то, сколько ингредиентов можно одновременно добавлять в выпечку и поместится ли мясо заданных размеров в рукав.Ширина рукава для запекания обычно составляет от 29 до 40 см.
- Максимальная температура выпечки . Запекание в рукаве полезнее, чем приготовление с жиром, но материалы пакета имеют ограничения с точки зрения долговечности. На упаковке рукава для запекания указана максимальная температура, при которой можно безопасно использовать фольгу - чаще всего это 200-225ºC.
- Дополнительные элементы, входящие в комплект .Некоторые рукава для запекания снабжены специальными зажимами для их закрытия. Это не обязательный элемент, но они значительно упрощают использование сумки.
Как связать рукав для запекания?
Если в комплект рукава для запекания входят специальные зажимы, закрывающие его, то с закреплением пакета проблем не возникнет. Они защищают сумку от открывания, а при хорошей носке делают рукав полностью плотным.Если к изделию не прикреплены зажимы, рукав можно перевязать нитками или кухонными завязками. Делать это нужно аккуратно и плотно, чтобы пакетик был герметичным и не открывался во время запекания.
Как выпекать с рукавом для выпечки?
Блюда, приготовленные с использованием рукава для запекания, не только ароматны, но и содержат гораздо больше питательных веществ. Рукава для запекания прозрачны и позволяют контролировать приготовление пищи.Время, необходимое для приготовления блюд в фольге, намного меньше, чем при запекании без фольги. Блюдо с пакетом из фольги следует ставить на невысокую полку, так как при выпекании рукав слегка вздувается. Некоторые пакеты из фольги имеют специальные поры, через которые выходит пар. Если на модели нет такого раствора, фольга может быть проткнута в нескольких местах. Не переусердствуйте, гильза станет менее тугой, и ее содержимое может испачкать духовку.
Полезная информацияРукав для запекания можно использовать как в традиционных духовках, так и в микроволновых печах.
Рукав для запекания - где купить?
Рукава для запекания - как в виде готовых пакетов из фольги, так и рулонов по несколько метров, без проблем можно заказать в интернет-магазинах товаров для дома, например, в магазине Meble się.pl. Широкий выбор такого рода решений дает возможность подобрать рукав любимого производителя определенной ширины и длины, который идеально подойдет для приготовления различных блюд.
Употребление большого количества жиров вредит вашему здоровью, поэтому в последнее время так много говорится о сознательном питании. Использование рукава для запекания, не требующего использования ни грамма жира, делает блюда, приготовленные в домашних условиях, низкокалорийными, вкусными, ароматными и одновременно полезными.
.Выпечка в рукаве | WP abcHealth
Запеканка на рукаве позволяет приготовить вкусное мясо без жира. Также можно запечь рыбу и овощи в рукаве из фольги. Приготовленные таким образом блюда низкокалорийны и сохраняют свой неповторимый натуральный аромат. Герметичная упаковка предотвращает утечку запахов приготовленных блюд наружу. Благодаря рукаву из фольги можно забыть о пригоревшей посуде и проветривать кухню после запекания.
Посмотреть фильм: «Рыбка в бигуди»
1. Что такое выпечка?
Выпечка - это не что иное, как термическая обработка блюда в духовке или духовке. Температура, при которой мы обычно готовим любимые деликатесы, составляет от 160 до 2500 ° C. Под воздействием таких высоких температур пища претерпевает множество изменений при приготовлении. Именно благодаря этому процессу белки и крахмал могут усваиваться человеческим организмом.Кроме того, во время запекания содержание воды в продуктах питания постепенно уменьшается. Внешний слой блюда, который больше всего подвержен запеканию, покрыт составом Майяра . Их образование связано с сочетанием жиров с белками и сахарами. Благодаря этим соединениям блюда приобретают характерный вкус и внешний вид. Однако следует помнить, что чрезмерное употребление их нецелесообразно, поскольку они не полностью перевариваются в пищеварительной системе, что может вызвать развитие множества заболеваний.
Самые полезные способы приготовления мяса - это приготовление на пару, тушение, запекание, разогревание на вертеле. Жарить во фритюре не рекомендуется.
2. Как запечь в рукаве?
Продукты, запеченные в рукаве, полезны и низкокалорийны. Рукав из фольги позволяет запекать мясо, овощи и рыбу без жира. Рукав для запекания изготовлен из прозрачной фольги, которую нарезают до необходимых размеров. После помещения продуктов втулку закрывают с двух сторон специальными зажимами и кладут на противень.Рукав из фольги должен быть завязан неплотно, чтобы запеченные продукты не сжимались им, а оставалось "свободное пространство" вокруг него. Выпечка в пакете из фольги происходит намного быстрее, чем традиционная выпечка. Чтобы во время запекания избавиться от лишнего пара, фольгу наколите вилкой. Некоторые рукава для запекания имеют специальные поры, через которые выходит пар.
Рукав при выпекании слегка вздувается. При этом он не должен касаться горячих стенок духовки.Поэтому лучше всего ставить блюдо с блюдом на нижнюю полку. Запекание в рукаве предотвращает образование корочки на поверхности продуктов. Благодаря этому блюдо легко переваривается. Более быстрое запекание в рукаве также предотвращает значительную потерю витаминов. Однако, если вы хотите, чтобы корочка приобрела золотисто-коричневый цвет, перед запеканием разрежьте или откройте фольгу. Если вы запекаете мясо и хотите получить хрустящую корочку, помимо разрезания фольги, увеличьте температуру в духовке и вылейте соус на дно блюда.Через 10-15 минут кожа станет коричневой. Термическое сопротивление фольгированного рукава - 225 ° C.
Если у вас есть проблемы с контролем веса или нужным уровнем холестерина в крови, возьмите фольгу для запекания . Он позволяет снизить количество жиров в рационе и холестерина ЛПНП, что вредно для здоровья. Это действительно отличное изобретение. Он позволяет запекать мясо в собственном соусе. В фольгированном рукаве можно запекать как курицу, так и говядину, свинину, рыбу, а также всевозможных овощей и фруктов.Все, что вам нужно сделать, это заправить приправленные продукты в рукав и завязать его с двух сторон. Если вы готовите мясо, вы можете добавить в него немного овощей, чтобы улучшить вкус блюда. Для запекания в рукаве масло и сливочное масло не нужны.
3. Рукавная выпечка - рецепты
Цыпленок, фаршированный без костей
Состав:
- 1 курица массой 1,5 кг,
- ½ кг фарша птицы,
- 2 яйца,
- 1 средний рулон,
- панировочных сухарей,
- соль, перец
- 1 пакетик прованских трав.
Приготовление: Курицу измельчить (удалить кости), натереть изнутри и снаружи солью, перцем и зеленью. Отставить в прохладном месте на 1-2 часа. Рулет замочить, раздавить. Добавить к мясу пропитанную булочку, яйца, соль, перец и остальные прованские травы, вымесить до однородной массы. Если он слишком тонкий, добавьте немного панировочных сухарей (мясо должно иметь консистенцию рубленых котлет). Заполнить заранее приготовленную курицу начинкой (не слишком плотно, так как при запекании она может потрескаться).Используйте зубочистки и нитку, чтобы зашнуровать курицу (воткните зубочистку и проденьте нить с обеих сторон, неплотно завяжите ее, воткните еще одну зубочистку и повторяйте действие, пока отверстие не будет полностью зашнуровано). Кожу с шеи достаточно связать нитью и перевязать. Положить курицу в рукав из фольги и выложить на противень. Выпекать в духовке, разогретой до среднего (160-170 ° C), около полутора часов. За полчаса до окончания запекания разверните фольгу так, чтобы на верхушке курицы образовалась золотистая корочка.Перед подачей удалите нитки и зубочистки. Порционирование нарезкой. Трудно указать точное время выпечки, но обычно предполагается, что оно равно весу курицы.
.Кондитерские рукава и пакеты - Все для повара
 Кондитерская гильза и приклад
Кондитерская гильза и приклад В магазине много вопросов по декору пакетов / кондитерских гильз для украшения тортов и печенья, а также об их типе, преимуществах и применении. Вот небольшая информация и советы.
Чем отличается пакет, ниппель и шприц?
Кондитерский мешок представляет собой мешок конической формы с маленьким отверстием на одном конце и большим отверстием на противоположном конце.Используется для отжима различных сладких масс, глазури и украшения тортов, тортов и печенья, а также для начинки других блюд, например, паст, яиц и т. Д.
Веточка - это машина для выдавливания кремов, масс и взбитых сливок. Имеет форму пистолета - то есть трубки с рукояткой.
Шприц - это декоратор для торта, широко известный как шприц - он напоминает толстую ручку. Благодаря удобной и удобной форме идеально подходит для точного украшения шоколадом. Достаточно окунуть кончик шприца в жидкий шоколад, сливки или мед, высосать его (потянуть поршень, чтобы наполнить) и украсить.
Виды декоративных сумок
рукав своими руками 🙂
Это самый дешевый способ украсить печенье или торт. Если вы делаете базовые вещи, например, делаете надписи или выдавливаете крем в следующую массу - никаких специальных аксессуаров не требуется. Кондитерские рукава могут быть быстро изготовлены из:
- пакетов для замораживания, которые жестче, чем обычная фольга. Поместите массу или глазурь в один из углов пакета и срежьте кончик.Затем выдавите картридж через отверстие. Этот альтернативный метод хорошо подходит для быстрого декорирования, но не предлагает много вариантов, если необходимо, подробный или декоративный узор.
- из куска бумаги для выпечки. Когда вы закончите их использовать, они выбрасываются. Преимущество этого вида декоративного мешочка в том, что если вам нужно небольшое количество одного цвета, вы можете сделать небольшой пергаментный конверт, в который вы будете наносить глазурь с помощью самой маленькой ложки.
1. Рукав кондитерский одноразовый
обычно изготавливается из более толстой и прочной фольги.Достаточно отрезать в нем кончик и можно украсить коржи. Может использоваться с муфтой или без нее. После окончания украшения пакет выбрасывают - так исчезает проблема стирки.
+ удобны, легко чистятся
+ дешевы
2-й полиэтиленовый пакет
- например, нейлон, полиуретан. Внутри чувствуется клеенка. Он жестче одноразовых рукавов. Он может быть многоразовым. К сожалению, когда у нас влажная или липкая рука - сумка может выскользнуть из руки.Однако тщательная пропитка обеспечивает их долгий срок службы и долговечность. Их можно мыть, например, в посудомоечной машине или постирать.
- Они представлены в большом ассортименте размеров от 20 см до 75 см.
- + долговечные
- + дешевые
3.
- в основном из холста, хлопка, покрытого пластиком. Лично я их не рекомендую, потому что рукава, например, Fackelmann или Tescoma - протекали, т.е. более тонкая масса выходит через материал.Кроме того, пакеты расходятся на стыках продуктов, например кремов, тяжелее взбитых сливок. Некоторые из них можно стирать в машине, что упрощает очистку. В хорошем состоянии их можно использовать многократно.
+ дешево
- низкое качество
4. Силиконовые кондитерские рукава .
 Силиконовый кондитерский рукав Silikomart
Силиконовый кондитерский рукав Silikomart Благодаря свойствам материала, из которого он изготовлен, безопасен для употребления в пищу.Потому что силикон не имеет запаха, запаха и не влияет на запах массы. Силиконовый пакет устойчив к диапазону температур примерно от -40/60 0 ° C до +230/260 ° C (в зависимости от производителя), поэтому он подходит для холодного и горячего наполнения (торты, крем, глазурь, шоколад и др.) гибкий силикон прочен и не скользит в мокрой руке. Их можно мыть в посудомоечной машине.
+ прочный
+ сейф для пищевых продуктов
- самые дорогие
- Доступны только большие размеры
Концы или декоративные штифты

Для кондитерских гильз и иголок необходимы декорирующие наконечники, т.н.прикладом. Они очень практичны и полезны, они бывают разных форм и размеров. В резьбонарезных станках наконечники обычно добавляются наборами. Вы можете купить рукава по отдельности или целиком.
С помощью приклада (стального или пластикового) можно создавать ровные узоры из масс. Доступно множество типов таких подсказок, в основном: закрытые звездочки, открытые звездочки, листья, цветы, специальные, круги.
Как использовать «прикладом»?

В пакет кладется один наконечник декоратора.
Если мы хотим обмениваться подсказками разных типов, воспользуйтесь так называемыми переходник - это коннектор с кольцом. Он состоит из двух частей, основание (большее), которое кладется внутрь сумки, а приклад меняют снаружи, а затем навинчивают кольцо.
Указания по применению для кондитерских изделий
- для точного декорирования По моему опыту, кондитерский рукав не должен быть больше 20см / 30см, больший неудобно.Следует класть, например, ложку массы за раз, не больше. №
- для выдавливания масс друг в друга, например шоколадных масс в сырную массу, следует использовать кондитерские пакеты большего размера.
- Пакеты идеально подходят для печенья безе. Самые красивые формы при запекании безе получаются с помощью рукава. Они будут красивее, чем печенье неправильной формы, которое получится, если пролить пену ложкой.
- Как вручную очистить многоразовые кондитерские рукава.
- Остаток глазури .Поместите пакеты в морозильную камеру, где осталась глазурь. После замораживания достаньте из холодильника и переверните пакет наизнанку над раковиной или мусорным баком. Таким образом, остатки глазури легко упадут с поверхности пакета.
- После массирования и, например, кремов, просто окуните рукав в раковину, наполненную теплой водой, и налейте несколько капель мягкого жидкого мыла или средства для мытья посуды. Протрите сумку вручную мягкой тканью, сложите ее наружу, чтобы очистить и внутри.Если на сумке есть шов, тщательно промойте область вокруг швов, так как там любит скапливаться еда.
- Прополощите мешок, пока он не станет чистым, без остатков пены или жидкостей.
- Положите пакет на полотенце на столешнице, чтобы он высох естественным путем. Если возможно, открытый мешок можно установить на что-нибудь коническое и держать его в вертикальном положении. После этого пакет «дышит» и, безусловно, снизит вероятность образования плесени.
- пакет перед хранением должен высохнуть.
Фольговые рукава и полурукавки - свойства, применение, воздействие на окружающую среду - GABO
Полу- и фольговые рукава - практичные виды упаковки, незаменимые во многих отраслях промышленности. В Габо мы производим их нескольких видов - как из очень прочной полиэтиленовой пленки, так и из полностью биоразлагаемого материала - полностью безопасных для окружающей среды. Узнайте об использовании фольгированных рукавов и их наиболее популярных типах, предоставляемых нашей компанией.
Основные области применения рукавов из фольги и полурукав
Среди различных типов упаковки полурукавы и рукава из фольги выделяются широким спектром применения.Их главное преимущество - материал, из которого они сделаны - термоусаживаемая фольга легкая, но очень прочная и легко подстраивается под любой контент. Самое главное, он защищает упакованный товар от влаги, грязи, а иногда и от возможных механических повреждений.
Гильза и полурукав поставляются на удобной в обращении трубке. Оба типа фольги могут использоваться для производства пакетов и упаковки продукции, производимой на месте (на данном производственном предприятии или на складе).Чаще всего они используются для закрепления товаров на поддонах и создания коллективной упаковки для бутылок, банок, свечей, деревянных и металлических изделий, строительных элементов, кондитерских и пищевых продуктов, а также различных сыпучих продуктов.
Рукав или полурукав - что лучше выбрать?
Если вам интересно, что выбрать для упаковки: полурукав или фольгированный рукав, сначала узнайте основные различия между ними.
Для изготовления рукава и полурукава нужна пленка - она сделана из гранул полиэтилена благодаря сочетанию высокой температуры и воздуха.Затем накручиваем на трубку. По желанию заказчика возможно добавление красящего концентрата для получения желаемого цвета.
Первоначально создается рукав, который не разрезается. Однако вы можете создать полурукав - отрезав его с одной стороны. Оба варианта идут килограммами. Рукава и полурукав из фольги также можно использовать для изготовления пакетов или сумок, но это происходит на следующем этапе производства.
Таким образом, выбор подходящей пленки зависит от индивидуальных потребностей - в основном от типа продуктов, которые должны быть защищены с ее помощью.
Технические параметры, возможность печати
Как производитель, мы предлагаем рукав из фольги для упаковки и полурукав из высококачественной термоусаживаемой пленки толщиной от 8 до 300 мкм, а также различной ширины - от 80 до 1300 мкм. мм (в исполнении без нахлеста) и до 4500 мм (с выступами).
У нас вы можете заказать и другие варианты, например,
-
прозрачный или тонированный в любой цвет,
-
с УФ-фильтрами,
-
с антистатическими свойствами.
Также рекомендуем пленку с принтом - по запросу мы можем нанести на нее логотип или название компании либо указание типа товара, который будет вместе с ней упакован. У нас обширная производственная база, поэтому мы способны удовлетворить даже самые сложные потребности наших клиентов - мы поставляем рукава или полурукав с нестандартными параметрами.

Экологически чистые рукава из фольги?
Хотя предприятия по-прежнему очень высоко ценят полиэтиленовые рукава, их экологические аналоги становятся все более популярными.Это связано не только с ужесточением правил защиты окружающей среды, но и с растущим чувством корпоративной социальной ответственности в этой области. Мы стараемся удовлетворить эти потребности - производим высококачественные пленки из биомассы, в т.ч. из картофельного крахмала.
Наша инновационная технология BIO Gabo позволяет нам производить все виды упаковки, включая рукава и полурукавники, - полностью биоразлагаемые. Это означает, что их можно компостировать, как и другие органические отходы.С точки зрения долговечности и применения они ничем не отличаются от стандартных вариантов, поэтому мы рекомендуем их компаниям, где забота об окружающей среде является важной частью признанных и уважаемых ценностей.
Хотите заказать бесплатные образцы?
Gabo - опытный производитель, который много лет поставляет пластиковые рукава. Многие клиенты узнали о качестве, которое мы предоставляем. Среди них есть как небольшие, так и крупные производственные предприятия, работающие в различных отраслях промышленности.Если вам нужна прочная и прочная упаковка из фольги, ознакомьтесь с полным ассортиментом нашей продукции и закажите образцы. Мы доставим их вам бесплатно по указанному адресу и, при необходимости, посоветуем вам, какой вариант лучше всего подойдет вашей компании.
.Любимая зона - вдохновение на кухне: кондитерский мешок
Раньше я писала о кондитерских пакетах и формах украшения, поэтому на этот раз в качестве дополнения немного информации о кондитерских рукавах. Названия у них разные - рукава, мешочки, пакеты ... Самое главное, что они выполняют свою роль, то есть позволяют:
- выдавливание различных видов кондитерских масс, глазурь
- формирование печенья
- украшение тортов и тортов
- нанесение фарша (фарш из яиц).

Самый простой вариант рукава - ручной работы. Он должен иметь коническую форму и два отверстия - маленькое для ягодиц и большое для нанесения масс. А материал? У нас есть два варианта - пакет или бумага для выпечки.
1. Возьмите пакет для замораживания продуктов (обычный полиэтиленовый пакет будет немного жестковатым). Отрежьте один из углов, таким образом сделав небольшое отверстие.
2. Возьмите кусок бумаги для выпечки и сверните его, чтобы получить трубку с двумя типами отверстий (маленькими и большими).
Этот тип рукавов хорошо работает в экстренных ситуациях, когда рукав, который мы используем, был поврежден или когда мы пекли его очень спорадически.
Одноразовые рукава - это еще один вариант. Главное их достоинство - невысокая цена. Кроме того, нам не нужно беспокоиться о стирке, просто выбросьте рукав после использования. По сравнению с рукавами ручной работы они более прочные. Обычно в них не готовят маленькую дырочку. Вы сами отрезаете кончик и можете приступить к работе.Простой узор, так называемый «змейка», можно получить даже без использования ягодиц. Однако после их исправления мы можем создавать различные, более сложные выкройки.
Многоразовые рукава - ткань или силикон . Намного прочнее, чем одноразовые рукава, но и дороже. Их можно использовать много раз. Тканевые (текстильные) рукава могут иметь тенденцию к протеканию, чего нельзя сказать о силиконовых рукавах. И еще одно отличие - текстильные рукава стирают в стиральной машине, а силиконовые - в посудомоечной машине, что облегчает их очистку.
Подводя итог, можно сказать, что силиконовые рукава являются наиболее рекомендуемыми.
Вот преимущества их использования:
- они не имеют запаха и не впитывают запахи и, таким образом, остаются нейтральными для продуктов, которые мы будем использовать в них
- гибкие, прочные, нескользящие в руках
- устойчивы как к низким, так и к высоким температурам (от -40 ° C до + 230 ° C), поэтому можно применять как холодную, так и теплую начинку, массы
- можно мыть в посудомоечной машине, как правило, очень легко чистить вручную с использованием обычных моющих средств (в в случае застывания масс типа инея, можно положить рукав в морозилку, тогда через короткое время их будет легко крошить)
- водостойкий, жиростойкий.
Они бывают разных размеров - 30см, 40см, 45см, 50см, 60см.
КАК ИСПОЛЬЗОВАТЬ ТОЛЬКО ДЛЯ :
Когда мы собираемся использовать только одну задницу, мы кладем ее внутрь рукава перед тем, как положить в него массу / начинку.

Если же, с другой стороны, мы хотим поменять приклад во время работы, следует использовать переходник, который часто идет в комплекте с прикладом. Адаптер состоит из двух компонентов - собственно части, называемой адаптером, и монтажного кольца.

Вставляем переходник внутрь рукава, при этом приклад надеваем на его внешнюю сторону и, наконец, соединяем все кольцо кольцом.

Все соединяется кольцом, получая стабильный, готовый к работе набор.
Если вы хотите заменить приклад на другой тип, открутите кольцо, и вы можете его заменить.

А теперь пора приступить к работе.
Ивона
Кондитерский мешок 30см оранжевый, Kitchenform
цена продукта: 21.00 PLN
Рукав из 100% платинового силикона .
Силиконовая гильза Kitchenform имеет множество преимуществ:
Не имеет запаха и не впитывает запахи сама по себе, не влияет на пищу и не меняет ее вкус
Гибкий и прочный, не скользит в руке ..... ....
Доступные варианты
Кондитерский мешок 30см оранжевый, Kitchenform, цена продукта: 21.00 PLN
Кондитерский мешок 40см оранжевый, Kitchenform, цена продукта: 27.00 PLN
Кондитерский мешок 45см оранжевый, Kitchenform, цена продукта: 30.00 PLN
Кондитерский мешок 60см белый, Кухонная форма Цена продукта: 40.00 PLN
.
В чем печь? - Советы по приготовлению

Запекать в фольге
Рукав из фольги позволяет готовить мясо, овощи и рыбу без использования жира. Рукав для запекания изготавливается из фольги, которую нарезают до необходимых размеров. Вставив изделия в рукав, закрываем пластиковыми ручками. Свободно завяжите рукав. Чтобы во время запекания избавился от пара, проткните рукав фольги вилкой. Чтобы во время запекания избавиться от лишнего пара, фольгу наколите вилкой.В чем преимущества запекания в фольге? Во-первых, выпечка происходит намного быстрее, чем другими способами. Рукав из фольги можно использовать при температуре макс. 220 ° С. Блюда с длинными рукавами содержат мало жира и холестерина.
Преимущество запекания в рукавах в том, что нам совсем не нужно использовать жир.
Помните, что фольга не должна касаться духовки во время выпечки!
См. Также: Что нужно знать о запекании рыбы?
Запекать в фольге
В зависимости от того, что мы хотим выпекать, мы выбираем из двух фольг: алюминиевую или тонкую целлофановую.
- Алюминиевая фольга используется для запекания в духовках (газовых и электрических) и гриле.
- Тонкие целлофановые пленки предназначены для запекания в духовках.
Перед использованием фольгу необходимо смазать маслом (маслом, маслом или оливковым маслом), иначе продукты могут прилипнуть к фольге, что затруднит их отделение. Выпекайте посуду, уложив продукты и плотно прижав края друг к другу. Выпекать при макс. 210 ° С.
В фольге мы можем запечь все, что захотим, от мяса до рыбы, фруктов и овощей.
Общая информация:
Матовая сторона фольги пропускает тепло, а блестящая сторона фольги защищает от тепла. Если хотите что-то испечь, загните тусклой стороной фольги наружу. Если хотите, чтобы выпечка не остывала, заверните ее блестящей стороной снаружи.
Никогда не используйте алюминиевую фольгу в микроволновых печах!
См. Также: Как узнать, испечен ли торт?
.Бумага для выпечки, рукава и противни
Нет ничего вкуснее домашней выпечки. Неважно, сладкий он или острый, сухой или с глазурью, если хотите съесть что-то необычное, испеките сами. Бумага для выпечки, рукава, формочки и бигуди для печенья - основное оборудование каждой кухни, где создаются лучшие блюда. Не хотите пачкать посуду? Хотите, чтобы ваши блюда были сочными, а уборка после приготовления не отнимала у вас много времени? Используйте продукцию Stella.
Бумага для выпечки
Stella предлагает разнообразные кухонные решения. Вместо того, чтобы использовать много масла или утомительно чистить плиту духовки, она рекомендует бумагу для выпечки. Бумага для выпечки Stella, листовая для резки и отрыва, и бумага для выпечки,
имеет силиконовое покрытие с обеих сторон. Что это означает? Слой силикона, безопасный для здоровья и устойчивый к очень высоким температурам, предотвращает прилипание продуктов к бумаге для выпечки или формам, в которых они готовятся.Используя бумагу для выпечки при выпечке мяса, тортов, пиццы, паштетов, картофеля фри и других деликатесов, вам не нужно смазывать противни и формы. Бумагу для выпечки Stella можно использовать при температуре до 220 градусов Цельсия и даже в микроволновых печах, тостерах и для замораживания продуктов.
Рукав для выпечки
Вам нравится сочное мясо, тающая во рту рыба, ароматные овощи и фрукты? Если вы часто печете, используйте рукав для запекания. А если вы вообще не выпекаете, попробуйте фольгу для запекания и убедитесь сами, насколько хорошо она работает на кухне.В рукаве для запекания можно получить вкусное блюдо без потери аромата, витаминов и микроэлементов, поэтому еда получается не только вкусной, но и более полезной. Такие блюда также менее калорийны, потому что в них не нужно добавлять жир! Рукав для выпечки Stella устойчив к высоким температурам и не ломается. Можно использовать в микроволновой печи, в газовой или электрической духовке при температуре до 200 градусов С.
Пакеты для выпечки
Пакеты для выпечки Stella - еще одно предложение для запекания мяса, птицы, рыбы, фруктов и овощей.Stella дает вам столько возможностей, чтобы всегда подавать здоровые и сочные блюда. Пакеты для выпечки гарантируют, что весь аромат останется внутри: в пакете, чтобы еда, которую вы готовите, не потеряла его. При этом блюда из пакета для запекания менее калорийны, чем классические, потому что готовятся без добавления жира. Пакеты для выпечки отлично работают даже при очень высоких температурах, в микроволновой печи, газовой духовке и электрической духовке, но они также подходят для замораживания продуктов.
Формы для маффинов
Маффины - это очень простые и быстрые кексы, которые можно начинить сладким джемом, заморозить, посыпать сахарной пудрой или приготовить в сухом виде с овощами, сыром или мясом. Формы для маффинов не только украсят домашнюю выпечку, но и сделают подачу более гигиеничной. Печенье, испеченное в маффиноделе, можно подарить ребенку, упаковать в школу, выложить на торт и подать друзьям. Формы для маффинов изготавливаются из 100% биоразлагаемой бумаги высочайшего качества.Бумажные формы для кексов, белые или цветные, также облегчают выпечку, вынимая выпечку из форм, придавая им форму, типичную для этого печенья. Бигуди для маффинов изготовлены из специальной бумаги с силиконовым покрытием, благодаря которой тесто не прилипает и хорошо пропекается. Формы для маффинов Stella хорошо выдерживают температуру до 220 градусов по Цельсию, их можно использовать в духовке, они являются одноразовым изделием.
Алюминиевые формы для выпечки
Алюминиевые формы - отличная альтернатива классическим формам для тортов или паштетов.Алюминиевые формы для выпечки выложены силиконовой бумагой для выпечки, они также легкие и одноразовые, поэтому вы можете отдать свою выпечку друзьям, семье и не беспокоиться о хранении классических форм в кухонных шкафах. Алюминиевая форма для выпечки Stella облицована с обеих сторон силиконовой бумагой для выпечки. Это предотвратит прилипание выпечки к форме. Производитель алюминиевых форм Stella гарантирует, что они подходят для запекания, замораживания и хранения, их не нужно дополнительно смазывать жиром.Вы можете выбрать круглые алюминиевые формы, идеально подходящие для тортов, а также алюминиевые формы для выпечки в виде формы для торта.
.