Хонингование своими руками
Хонингование цилиндров: что это такое?

Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
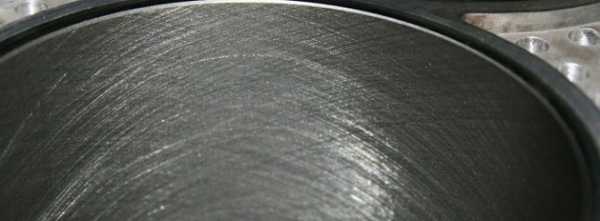
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Содержание статьи
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров

Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Завершением процесса хонинговки цилиндров можно считать финишную чистку поверхностей при помощи специальной абразивной пасты. Данная процедура позволяет удалить острые углы, переходы, впадины и другие микродефекты. Результатом становится ровная и равномерно нанесенная хонинговальная сетка на стенках цилиндров двигателя. Отметим, что в ряде случаев применение абразивных паст для тонкой обработки опускают, выполняя только два основных этапа по нанесению хона.
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Читайте также
Хонингование цилиндров - услуга хонингования поверхностей цилиндров, труб, гидроцилиндров г. Казань — ПО Трубное решение
Наша компания осуществляет услугу хонингования цилиндров, гидроцилиндров, труб и цилиндров ДВС. Цены на услугу хонингованигования вы можете узнать унаших менеджеров.
Такое название имеет окончательная обработка поверхности мотора, служит завершающей операцией также при его капитальном ремонте. Выполняют её с целью уменьшения шероховатости поверхностей стенок цилиндров, чтобы повысить качество приработки поршневых колец, приработки самим поршней. Метод хонингования может значительно увеличить период службы подвергшегося ремонту двигателя.
В процессе пользования двигатель изнашивается и теряет созданную первоначально форму. Относится это в основном к цилиндрам двигателя. Бывшие круглыми изначально, они со временем обретают овальную форму - так называемый эффект конусности. Задиры и царапины так же образуются на стенках цилиндров двигателя. Здесь востребован капитальный ремонт двигателя.
Чтобы сохранить ранее созданную нормативную форму цилиндров двигателя, вернуть оптимальную шероховатость, производят хонингование, которое обладает большей точностью и эффективностью в сравнении с ранее применявшимися операциями по доводке: полировка, притирка.
После проведения хонингования за счёт быстрой приработки элементов двигателя повышается компрессия в цилиндрах, увеличивается срок эксплуатации до следующего капитального его ремонта, понижается расход моторного масла, прорыв газов в картер также уменьшается.
При такой обработке происходит образование на цилиндрах особой сетчатой структуры, заметной лишь при самом ближайшем рассмотрении. В неё попадает и удерживается больше масла, требуется это для увеличения смазки трущихся деталей.
Технология процесса
На первом этапе ведут черновую обработку всех цилиндров, здесь применяют только крупный абразив. Финишную обработку ведут на следующем этапе работ - применяя мелкозернистый абразив. Абразивами в процессе работ служат алмазные и керамические бруски.
В качестве доводки иногда последним этапом проводят финишную чистку деталей абразивной пастой. Позволяет такое действие удалить все острые углы, зачистить впадины, оставшиеся после обработки. Так достигается значительная гладкость поверхностей цилиндров двигателя.
По завершении процесса требуется тщательно вымыть двигатель. Таким образом будут удалены металлические стружки, смыты остатки полировочных паст.
Преимущества применения:
- не остаётся рваных, острых кромок на деталях конструкции двигателя после обработки;
- отсутствуют деформированные участки;
- восстанавливается глубина и ширина, которые должны быть однородными;
- обеспечивает поршневым кольцам должное хорошее прилегание;
- уменьшается износ двигателя;
- предотвращается сухое трение пар;
- упорядоченная шероховатость позволяет снизить износ деталей.
К самостоятельному ведению обработки цилиндров стоит прибегать лишь тогда, когда нет возможности провести станочную обработку. Проведённая своими руками процедура не позволяет создать правильную упорядоченную шероховатость. Здесь важны амплитуда движения дрели, характер движений, обязательно усилие нажима камней, производимое на стенки цилиндра, гильзы. Довести форму до идеала также трудно.
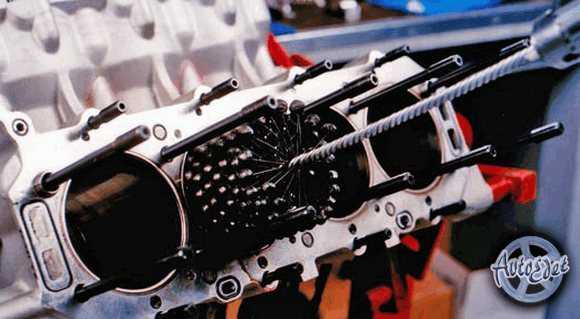
ДО процесса
После процесса хонингования
Хонинговка циллиндров двигателя. стоит делать или нет?
Хонингование считается завершающим этапом при производстве цилиндра и впервые проводится еще на заводе. В процессе эксплуатации и при сильном износе двигателя такая обработка стирается, из-за чего диски плохо справляются с удержанием масла.
Владельцы авто редко сталкиваются с необходимостью знать все о такой обработке дисков. Обычно машины отвозят на СТО, где мастера разбираются с возникшей проблемой и проводят капитальный ремонт моторов.
При этом понимание того, что такое хонингование блока цилиндров, а также знание основных принципов технологии, помогают держать под контролем многие процессы, которые проходят в автомобиле.
Хонингование блока цилиндров
Завершающим этапом капитального ремонта автомобильного двигателя считается хонингование блока цилиндров, которое за счет снижения шероховатостей цилиндров обеспечивает плавное движение поршня.

Зачем нужно хонингование блока цилиндров
Как известно силовой агрегат любого автомобиля теряет в ходе эксплуатации свои первоначальные свойства, что негативно отражается на его работе. Если посмотреть на выработанные цилиндры в разрезе. То можно увидеть следы и царапины, что в свою очередь сказывается на мощности двигателя — она уменьшается, а также повышается расход горючего и масла двигателя и теряется компрессия.

Если ремонт двигателя произвести не вовремя, то неважное состояние цилиндров отразится на работоспособности других механизмов и может привести к выходу из строя других важных механизмов

Процесс выполнения хонингования
Расточка и хонингование цилиндров производится в несколько этапов:
- Черновая обработка, которая производится с использованием абразивных материалов и возвращает детали первоначальное состояние.
- Расточка цилиндра. Это действие производится с использованием специальных абразивов
- Хонингование. Выполняется с применением бруса с керамическим или алмазным покрытием, который закрепляется на хонинговальной головке и выполняет движение вверх-вниз. Такое приспособление способно выполнить хонингование с высокой точностью.
- Очистка обработанного цилиндра. Это действие производится с использованием специальной пасты.
Преимущества хонингования и расточки
Хонингование цилиндров силового агрегата автомобиля доводит уровень давления в цилиндрах до максимума, что повышает его эффективность.
Расточка образовывает на поверхности цилиндра специальную сетку, которая сохраняет масло и когда двигатель находится в рабочем состоянии, то детали взаимодействуя, постоянно смазываются маслом.
Для работ по хонингованию потребуется специальное оборудование. В частности, для расточки понадобятся 5-8 брусков, которые располагаются по обрабатываемой поверхности. Такой инструмент устанавливается при помощи гидравлического привода. Примечательно, что бруски для расточки изготовлены таким образом, что алмазное напыление самозатачивается.
Хонингование цилиндров в домашних условиях
Даже если автомобилист решил самостоятельно хонинговать цилиндры двигателя, без специального оборудования это сделать сложно. Но плосковершинная хонинговка вполне доступна в домашних условиях и выполняется за два этапа:
- Сначала мастер проводит черновую очистку, удаляя поврежденные слои цилиндра и выравнивая шероховатости.
- Затем мастер работает мелким абразивом, добиваясь высокой точности, а гладкость обеспечивается за счет использования паст.
Специалисты советуют, при самостоятельных работах, не пренебрегать процедурой очистки двигателя от грязи и металлических частиц.
Смотреть все фото новости >>
Инструмент для хонингования
Основным профессиональным инструментом является конструкция, состоящая из брусков (абразивных материалов), которые отличны параметрами и уровнем абразивности. За счёт металлической оправы, в который закрепляются сами бруски, можно выставлять желаемые параметры. Головка, вокруг которой находятся бруски, муфтой присоединяется к штоку, который, в свою очередь, крепится в патрон станка.
К хонингованию вручную можно отнести два вида инструмента:
- Насадка для дрели или вообще шуруповёрта. Она напоминает по виду ёршик, ну а абразивным материалом выступает камни, закреплённые на кончиках пружинок.
- Устройство, складывающееся из трёх лап. Материал тот же, что и в предыдущем варианте, как и способ использования (т.е. при помощи дрели или шуруповёрта).

Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Хонингование и ремонт цилиндров Alusil и Nicasil
Хонингование блока цилиндров из алюминиевого сплава имеет свои особенности.
- AlusilБлоки, выполненные по технологии Alusil, в настоящее время официально комплектуются ремонтными размерами поршней от фирм-производителей (обычно это размеры +0,5 мм и +1 мм, реже используется более мелкий шаг +0,35 и +0,7 мм). Поршни ремонтных размеров, так же как и стандартные, покрываются сверху тонким слоем железа. Ремонт мотора с применением поршней без покрытия заканчивается быстрым «прихватом» и заклиниванием поршневой группы.
Ремкомплекты изготавливают специально для технологии расточки алюминиевых блоков. Несоблюдение технологии заканчивается быстрым выходом из строя отремонтированного двигателя.Расточка выполняется стандартными резцами, которые применяются на чугунных блоках. Основное отличие кроется в процессе хонингования. Должны применяться специальные абразивные бруски с «антизасаливающейся» поверхностью. Они остаются чистыми на протяжении всей операции. В противном случае частички алюминия, остающиеся на хонбруске, при нагревании схватываются с поверхностью цилиндра, и моментально образуются задиры.
Крупнейший мировой производитель инструмента Sunnen, в том числе выпускающий хонинговальные бруски, рекомендует при хонинговании блоков цилиндров из алюминиевых сплавов применять оснастку на основе абразивных частиц карбида кремния (SiC).
Последовательно применяются три типа брусков. Первый брусок типа С30-J55 снимает изношенный слой с припуском 0,04–0,08 мм после растачивания. Второй тип С30-J84 выполняет хонингование и увеличение ремонтного размера на 0,01-0,02 мм, а также удаляет дефекты от предыдущей операции. Третий тип С30-С03-81 осуществляет финишную шлифовку без изменения ремонтного размера.

После растачивания алюминиевого блока надо тщательно промыть его от стружки. Даже незначительные загрязнения приводят к тому, что алюминий налипает на стенки цилиндра и абразивный инструмент. Происходят задиры и вырывание абразивных частиц.
Хонингование осуществляется при выполнении трех условий. Во-первых, тщательная фильтрация охлаждающе-смазочной жидкости. Во-вторых, умеренный прижим абразивных брусков к стенке блока. В-третьих, точное соответствие диаметров бруска и поршня. Нарушение этих условий приводит к перегреву обрабатываемой поверхности и вырыванию абразивных зерен из бруска. Все это сопровождается образованием задиров и ухудшением качества обработки. Если вовремя не наладить процесс, то можно безвозвратно испортить всю работу.
Хонингование блока цилиндров позволяет добиться оптимального размера и точного зазора между трущимися деталями (от 0,01 до 0,02 мм). Однако рабочая поверхность еще не соответствует требованиям по шероховатости, поэтому ее нужно выгладить с помощью финишной обработки.
Полировка в процессе капремонта двигателя служит альтернативой химическому вытравливанию, применяемому в условиях производства. В результате полировки снимается очень малый слой алюминия (порядка 1 мкм) и обнажаются кристаллики кремния. Для этого применяются мягкие фетровые башмаки C30-F85, закрепляемые в хонинговой головке, и мягкая кремниевая паста на силиконовой основе AN-30, которая не затрагивает вкрапления кремния, но снимает лишний слой алюминия.
После полировки кремниевой пастой поверхность становится характерного темно-серого цвета, причем на ней не должно быть следов хона или другого режущего инструмента. В ее структуре присутствуют зерна кремния, а основной слой из алюминиевого сплава, являющегося связкой, находится глубже на 1-2 мкм. За счет хаотично разбросанных кремниевых вкраплений структура становится пористой. Благодаря этому масло в процессе работы двигателя задерживается в микропорах и создает пленку, обволакивающую трущиеся детали.
Германская фирма Gehring предлагает другую технологию обработки цилиндров из алюминиевых сплавов. Основное отличие присутствует на этапе черновой обработки. Так, вместо первого абразивного бруска на основе SiC на первом шаге обработки применяют бруски с алмазным покрытием, а затем на этапе чистового хонингования и на этапе финишной полировки применяют хонбруски и полировальную силиконовую пасту на основе карбида кремния.
Предлагаемые технологии расточки и хонингования применяются как для блоков на основе алюминиевых сплавов Alusil (Silumal), так и для более продвинутых вариантов Lokasil и Silitec (кремниевая гильза, залитая алюминиевым сплавом, состоящим на 25 % из соединений кремния). В любом случае геометрия и микроструктура цилиндров не отличается от заводской.

Если задиры или другие дефекты цилиндров превышают по глубине величину ремонтных размеров (до 0,7 мм или в некоторых блока до 1 мм), то такой ремонт нельзя произвести с помощью расточки и хонингования. Здесь надо использовать сменные гильзы. Подобные детали поставляются для некоторых видов блоков в виде запасных частей.
Сменные гильзы выполнены из материала, однородного по составу со сплавом цилиндров. Обычно это алюминий, содержащий до 17 % соединений кремния. Замена алюминиевых гильз, как правило, ничем не отличается от замены чугунных аналогов. Главное отличие алюминия заключается в его более высокой теплопроводности.
Практические рекомендации по замене гильз требуют их сильного охлаждения (например, в жидком азоте или в низкотемпературной морозильной камере) и сильного нагрева блока цилиндров. Гильза должна вставляться быстро, чтобы она не успела нагреться и от простого усилия рук без применения пресса или ударных инструментов.
Характерная черта алюминиевой гильзы – невозможность корректировки в случае неточной посадки в блок. Чугунную гильзу можно запрессовать, а алюминиевая в такой ситуации начинает деформироваться. Удалить ее можно только расточкой на токарном станке. Это фактически означает, что нужно покупать новую гильзу и при этом обычно ждать заказа несколько дней.
Гильзы после установки подвергаются расточке и хонингованию по вышеописанной технологии. Особое внимание обратите на выступ гильз над привалочной поверхностью блока — ее не рекомендуется подрезать при расточке гильз. В противном случае выступание поршней в верхней мертвой точке может превысить максимальное значение около 0,5–0,7 мм. А также может образоваться перепад по высоте между плоскостью и верхней частью передней крышки блока.
- NicasilАлюминиевый сплав Nicasil обладает высокой прочностью и износостойкостью, но все равно наступает момент, когда он приходит в негодность. Есть ли возможность капитального ремонта подобного блока? Рассмотрим характерные особенности данного сплава, чтобы понимать, стоит ли подвергать его восстановлению.

Учитывая отличную от других сплавов алюминия устойчивость к износу, данные блоки реже требуют ремонта. На основании этого большинство автозаводов не выпускает ремонтные поршни для данных моторов. Только владельцы некоторых моделей БМВ могут рассчитывать на ремонтные поршни и кольца, увеличенные на 0,07-0,08 мм. Если вам все-таки повезло и вы нашли ремонтные детали, а поверхность цилиндров не успела износиться до критической глубины, можно попробовать что-нибудь сделать.
Классическая расточка блоков Nicasil даже теоретически невозможна, потому что ни один резец не возьмет сплав карбида кремния. И к тому же, учитывая ремонтные размеры поршней менее +0,1 мм, вполне можно обойтись хонингованием блока цилиндров.
При обработке подобных блоков встречаются свои подводные камни. Подходят далеко не все хонинговальные бруски. Можно применять либо алмазные, либо на основе нитрида бора. Хонингование блока цилиндров проводится при минимальном нажатии, чтобы обеспечить целостность покрытия и не продавить его в наиболее тонких местах.
В целом процедура требует максимальной осторожности и наивысшей квалификации мастера. Но даже в этом случае успех не гарантирован. Критичной может стать эллипсность блока даже при отклонении 0,03–0,05 мм. Минимальное усилие бруска не позволяет полностью устранить неправильную геометрию, а повышение усилия может привести к сколу в тонком месте эллипса. Поэтому вернуть блок к идеальной геометрии удается не во всех цилиндрах.
Поврежденное покрытие (в том числе получившееся в процессе хонингования блока цилиндров) может стать приговором для замены детали. Производители обычно не регламентируют ремонтные работы таких дефектов. В среде автомехаников ходят байки о возможности повторно покрыть поверхность цилиндров никасилом. Долгая практика показывает, что повторять производственную технологию дорого и нецелесообразно. Поэтому в большинстве случаев не удается провести хонингование.
В случае повреждения рабочей поверхности в блоке, выполненном по технологии Nicasil, есть несколько вариантов решения проблемы.
Самый радикальный путь – замена блока цилиндров или двигателя в сборе. Такой вариант подойдет для новой гарантийной машины, но для десятилетнего автомобиля стоимость мотора может превышать его собственную цену.
В Европе полно авторазборок, где можно обзавестись б/у мотором. Это дешевый вариант. Но в нашей стране пока еще этот рынок недостаточно развит. Кроме того, помимо покупки мотора, предстоит возня с документами и регистрацией.
«Народный» способ гильзовать алюминиевый мотор чугунными гильзами.
Производители категорически не рекомендуют такую замену. Но если их не слушать и обладать достаточной квалификацией, то вполне реально провести подобную гильзовку. Существует уже достаточно большой опыт и наработаны технологии применения чугунных гильз в блоках из алюминиевых сплавов.
Блоки, выполненные по технологии Nicasil, вполне подходят по своим характеристикам, так как прочность и шероховатость чугунной и никасиловой поверхности схожи, а поршни одинаково хорошо скользят в обоих случаях. Нюансы возможны на старых моторах, использующих кольца без хромового покрытия. Требуется более частая замена таких колец из-за их ускоренного износа.
Что делать, если в моторе появились задиры
Выше уже отмечалось, что с задирами необходимо бороться сразу же. Если игнорировать проблему, состояние мотора быстро ухудшится. Износ будет идти по нарастающей: небольшая неисправность станет причиной следующей. Проблемы будут нарастать как снежный ком.
Если задиры еще совсем небольшие
Когда задиры совсем небольшие, можно решить проблему, не разбирая двигатель. Если износ не превосходит десятых долей миллиметра, купите и залейте в масло специальную присадку, например, Active Plus от российской .
Это средство образует металлическую защитную пленку на парах трения. Специальная структура слоя позволяет восстанавливать изношенные поверхности (при небольших отклонениях от стандартных размеров и геометрии).
Необходимо строго следовать инструкции, как в случае применения трибосостава Suprotec, так и при использовании средств от других производителей. Превышение допустимой дозы может привести к противоположному результату. Даже если вреда для механизма не будет, вы просто зря потратите деньги.
Присадка Супротек Актив Плюс в масло двигателя
Восстанавливает компрессию, снижает расход топлива и угар масла, уменьшает скорость износа и продлевает срок службы ДВС любого типа. Облегчает холодный пуск, защищает от перегрева в пробках.
Когда присадки не помогают
Если применение присадок не дало нужного результата, значит, задиры уже слишком большие. В этом случае требуется расточка и хонинговка цилиндров ДВС. Эту операцию можно заказать в автомобильной мастерской, или выполнить самостоятельно.
Браться за хонинговку цилиндров своими руками следует только, если вы владеете навыками слесарного дела. Необходимо выдержать высокую точность: рисунок, образуемый на металле должен быть равномерным, штрихи должны сходиться под одинаковым углом.
Для этой работы потребуется специальное приспособление для хонинговки – хон. Выпускают два типа этих устройств – в виде «ершика» и в виде конструкции из трех брусков на центральном стержне. В гаражных условиях лучше использовать «ершик». Насадка с точильными камнями больше подходит для расточных станков.
- Хон нужно вставить в патрон дрели. Чтобы обеспечить точность ориентировки, нужно пользоваться хотя бы простейшими приспособлениями: рейкой подачи и уровнем. Если нарушить точность хода, хонингование будет с дефектами. Придется переделывать.
- На всем протяжении операции необходимо следить, чтобы обрабатываемая поверхность и приспособление для хонинговки цилиндров орошались достаточным количеством смазывающей жидкости. Как правило, используется керосин или его смесь с маслом.
- По завершении операции нужно обязательно очистить двигатель от стружки остатков абразивного материала. Используйте мыльный раствор, чтобы смыть все твердые частицы. Когда стенки высохнут, обработайте их специальным маслом, препятствующим коррозии.
- После хонингования рекомендуется дать двигателю некоторое время, чтобы пара цилиндр-поршень приработалась. В этот период следует избегать перегрузок, внимательно следить за качеством и объемом моторного масла.
Чтобы сделать процесс приработки более качественным и щадящим, можно использовать трибосостав Suprotec Active Plus и аналог. Преимущество средства российского производства – лояльная цена. По эксплуатационным характеристикам «Супротек Актив Плюс» не имеет зарубежных аналогов.
Главное преимущество хонинговки своими руками в том, что двигатель не обязательно демонтировать с автомобиля. Это сильно сокращает время выполнения операции. В тоже время следует помнить, что при высокой степени износа цилиндров эта мера не поможет – обязательно нужна расточка, полировка и затем хонингование.
Как проводятся хонингование цилиндра?
Что ж, мы выяснили, зачем нужна хонинговка. Теперь давайте приступим к разбору технологии процедуры. Для ее проведения задействуется специальное оборудование – хоны. Это керамические или алмазные хонинговальные головки, которые запускаются на механическом стенде и оказывают воздействие на поверхность цилиндра. Керамические головки более бюджетные, однако при длительном использовании долговечные алмазные хоны гораздо выгоднее. Именно поэтому их часто используют на СТО.
Дополнительно в качестве смазки мастера применяют масляно-керосиновую смесь или специальный водный раствор. Такие средства позволяют предотвратить коррозию цилиндра.
Технология хонингования включает в себя такие основные этапы:
- Подходящий патрон дрели вставляется в инструмент для обработки – хон. Для большей надежности и лучшего результата используются вспомогательные инструменты: уровень или рейка подачи. Именно они контролируют точность хода.
- В первую очередь используют хонинговальные головки с более крупными абразивными частицами, которые убирают все дефекты, оставшиеся после капремонта мотора.
- Далее процесс хонингования проводится при помощи хона с мелким абразивом.
- Пока идет хонинговка, на поверхность блока регулярно поступает смазывающий состав.
- По окончанию процесса с двигателя счищаются все остатки стружки и абразивных частиц. Важно проследить, чтобы ничего не осталось на поверхности – для большей надежности применяют специальные мыльные растворы.
- Завершается хонинговка блока обработкой поверхности маслом.
Обратите внимание, что после обработки поршень с цилиндром должны сработаться. В этот период рекомендуют избегать сильных перегрузок и своевременно пополнять объём моторного масла.
Можно ли выполнить хонингование своими руками?
Многие автолюбители интересуются, можно ли при наличии должного оборудования обработать цилиндры просто у себя в гараже? В принципе, такой вариант возможен. Однако ручная хонинговка – это сложный процесс, который требует определенных навыков.
Для начала вам понадобится запастись хоном и машинным маслом. Процедуру следует проводить плавно, избегая резких движений, которые могут привести к неравномерной шероховатости покрытия.
Ручное хонингование имеет одно важное преимущество: для его проведения не обязательно снимать блок с двигателя. Однако результат работы будет заметно отличаться от хонинговки в СТО: он будет непродолжительным и поможет разве что немножко освежить стенки детали.
Двигатель – это сердце любого автомобиля. А своевременный ремонт, включающий в себя и хонингование – это залог того, что ДВС будет “летать” на протяжении многих лет. Процедура отлично влияет на работу поршня, обеспечивает удержание моторного масла в нужном объёме и препятствует преждевременной поломке мотора.
Что такое хонингование цилиндров двигателя
Во время движения автомобиля мотор подвергается высоким нагрузкам, вследствие которых происходит естественный износ узлов. Двигатель меняет свои характеристики по мере наработки моточасов и в определенный момент требует ремонта. Состояние рабочей поверхности ЦПГ – основной критерий здоровья мотора. Хонингование блока цилиндров требуется, если появились задиры и царапины, а также если присутствует конусность.
При капитальном ремонте слесарь растачивает полностью разобранный блок до ближайшего ремонтного размера, который позволяет убрать дефекты зеркала и устранить отклонения по конусности и эллипсности. Гладкая зеркальная поверхность после расточки выглядит очень эффектно, но для лучшей работы мотора надо создать на ней насечки. Это также делается на токарном станке специальным инструментом – хоном. При должном навыке можно провести эту операцию вручную, но качество будет заметно хуже.
Технология ремонта постоянно совершенствуется. В настоящий момент все производители перешли на плосковершинное хонингование. При такой обработке насечки не имеют острых краев (вершин), которые контактируют с поршнем и кольцами при работе мотора. После расточки слесарь должен воспроизвести такую же структуру зеркала. Правильно выполненный ремонт облегчает процесс обкатки мотора и обеспечивает оптимальные зазоры между деталями. Такой мотор не будет расходовать масло и обеспечит максимальный пробег до следующего капитального ремонта.
Хонингование блока цилиндров – это процедура нанесения сетки на рабочую поверхность блока двигателя. Она позволяет обеспечить двигателю наилучшие условия смазки для трущихся деталей. В канавках, образованных хоном, задерживается моторное масло.
Хонингование проводится в два этапа. Сначала используется крупный абразив, который дает крупные насечки. Затем применяется финишная обработка, сглаживающая дефекты и неровности от предыдущей операции. Выделяют алмазное и керамическое нанесение рисок. Первое предпочтительнее по причине более высокой точности обработки, но дороже. Второй способ используется чаще из-за большей доступности цены работы и стоимости оснастки. Автопроизводители могут использовать лазерную финишную обработку, которая невозможна в кустарных условиях.
По окончании работы блок надо тщательно промыть. Желательно это делать струей воздуха или смазочно-охлаждающей жидкости под давлением. Необходимо обеспечить не только внешнюю чистоту детали, но и вымыть металлические стружки и остатки абразивной пасты из скрытых полостей. Частички керамики и металла, оставшиеся в двигателе, могут нанести непоправимый урон. Для того чтобы сгладить поверхность, после черновой обработки применяют финишную шлифовку.
Что такое хонингование
Что же именно представляет из себя хонингование или расточка цилиндров? Как мы уже упоминали, это очень важный этап в починке движка, так как он выступает финалом в капитальных работах над силовой установкой автомобиля. Расточка применяется к обработке не только уже нами перечисленных деталей, но и втулок, шатунов, постелей коленчатого вала и, более того, наносится на плоскости. Теперь разберёмся в самом важном вопросе: для чего же проводить данную процедуру, и какую пользу получит от этого ваш железный конь?
Описание
Назначение
Применяется для финишной обработки рабочих поверхностей цилиндров двигателей внутреннего сгорания, тормозных цилиндров и прочих внутренних цилиндрических поверхностей, требующих точного геометрического размера и параметров шероховатости.
Описание
• Для цилиндров диаметром от 32 до 89 мм • Размер зернистости хонов: 220* • Цилиндрический хвостовик с гибким удлинителем • Подпружиненный механизм подвода хонов • Гайка регулировки жёсткости пружины
* комплект сменных хонов (камней) поставляется также отдельно.
Хонингование – это процесс обработки поверхности металла с использованием алмазной крошки. Основное применение оно нашло для шлифовки конусных и цилиндрических деталей. Данная операция удобна при изготовлении отверстий. Получаемая величина шероховатости поверхности соответствует уровню чистовой токарной зачистки или шлифовке крупнозернистым абразивным кругом. Только методом хонингования можно добиться нужного результата при работе с блоком цилиндров. В местах сопряжения деталей должна находиться смазка, которая удерживается специально нанесенной хонинговальной сеткой.
Используемый хонинговальный инструмент называется хоном. Это бруски или камни, которые размещаются по периметру основания. В процессе работы они стираются, поэтому конструкция обоймы предусматривает возможность их замены.
Для процесса хонингования используются специальные станки. Это приспособления с горизонтальным или вертикальным расположением в пространстве шпинделя. Каждый из них имеет свое назначение в зависимости от проводимой работы. Хонинговальное оборудование специализировано под узкий профиль. Изготовление универсальных станков отошло в прошлое.
Для чего нужна хонинговка цилиндров
Хонингование цилиндров что это такое — сам термин «хонингование» происходит от английского «to hone», что означает «обтачивать», «точить». Этот процесс подразумевает обработку внутренних поверхностей цилиндров. Благодаря этому процессу можно получить чрезвычайно высокое качество обработки поверхностей блока цилиндров. Хонингование производится на заключительном этапе в капитальном ремонте и обработке мотора.
Хонингование цилиндров: суть процедуры

Во многих профессиональных мастерских занимаются хонингованием цилиндров двигателя. Основной задачей считается — снижение шероховатости для взаимодействия цилиндров и поршня. Двигатель в процессе работы утрачивает свои первоначальные характеристики, из-за чего появляются проблемы при его работе. Детали и компоненты двигателя изменяются в своей форме. Если обратить внимание на цилиндры в разрезе, то они имеют форму овала. Во время эксплуатации/ремонта на поверхности цилиндров остаются следы и царапины.
Это приводит к таким проблемам, как:
- повышенный расход топлива и смазки двигателя;
- мощность мотора уменьшается;
- компрессионные способности теряются.
Из-за этого следует выполнить ремонт двигателя. Если не сделать этого вовремя, то состояние цилиндров может сказаться на работе других механизмов, а это уже приведет к серьезным поломкам. Известны случаи, когда из-за откладывания ремонта приходилось менять весь кривошипно-шатунный механизм.
Ремонт происходит в несколько шагов:
- Рабочий выполняет расточку всех гильз в соответствии со следующим ремонтным размером. Если ремонт ни разу не выполнялся ранее, то расточка происходит до первого размера. Обязательно надо сделать несколько миллиметров припуска.
- Хонингование выполняется для придания гильзам правильной формы, а также чтобы снизить шероховатость.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Замена поршня и расточка цилиндра

Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла. Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.
Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары. Однако, данный дефект становится заметным без каких-либо замеров. При нем изменяется характер работы двигателя – он начинает сильно вибрировать.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
В таком случае, расточка цилиндров поможет восстановить необходимые параметры данной части мотора. Однако, под расточкой имеется ввиду не только восстановление геометрических параметров цилиндров мотоцикла, но восстановление нормального положения сопрягаемых деталей относительно друг друга. Другими словами, если исправить только геометрию цилиндра, этого не хватит для восстановления нормальной соосности и нормального расположения всех основных поверхностей.
Последствием этого является появление избыточного трения, влияющее на другие конструктивные составляющие поршневой группы. Другими словами, на все подвижные детали, которые участвуют в работе двигателя и входят в поршневую группу, будет ложиться дополнительная нагрузка на изгиб, сжатие и др. Это, в свою очередь, может стать причиной дальнейшего разбивания цилиндров по ходу работы двигателя.
Однако, в настоящее время все еще есть мастера, которые желают самостоятельно осуществить этот процесс. Возможно, у кого-то не хватает средств, а кто-то просто любит проводить время в гараже, ковыряясь в своем мотоцикле. В любом случае, самостоятельно расточить цилиндр мотоцикла возможно. Стоит отметить сразу, что способ расточки также подойдет и для автомобильного блока цилиндров. Единственный нюанс состоит в том, что обращение к токарю неминуемо, поскольку именно токарь может сделать соответствующую оправку, которая подойдет для данного процесса.
Оправка должна иметь размеры в зависимости от размеров растачиваемого цилиндра. Например, если диаметр цилиндра составляет 76 мм, то диаметр оправки должен составлять 74 мм, а ее длина должна превышать длину цилиндра примерно на 150 мм, хотя можно и немного больше. После того, как оправка будет готова, в ней необходимо проделать отверстие, в которое будет вставляться вороток, и еще ножовкой пропилить вдоль паз, глубина которого должна составлять примерно 10 мм.
Для чего необходимо хонингование цилиндров
В процессе эксплуатации, двигатель поддается как термическим, так и механическим воздействиям, которые непременно меняют форму цилиндров. Цилиндр должен иметь строго определенную высоту и диаметр, который не должен меняться на всем протяжении стенок. Тем не менее, длительная эксплуатация и износ делают свое дело – цилиндры меняют свою форму на бочкообразную, конусообразную или седлообразную. Данные изменения невидимы не вооруженным глазом, тем не менее, довести форму цилиндра до ума просто необходимо. Именно для этого и применяется хонингование, которое может расточить цилиндр до самых номинальных размеров с точностью до миллиметра.
Если цилиндры не обрабатывают и оставляют все, как есть, то можно получить, примерно, следующую картину:
- Снижение давления в цилиндрах (компрессии), потеря мощности. Данный параметр напрямую зависит от формы цилиндра.
- Повышения расхода смазывающего материала и топлива. Сквозь промежутки, которые могут возникнуть между поршнем и стенками цилиндра, масло будет подниматься в камеру сгорания, прогорать и уходить в выхлопную систему.
Хорошо, если дело обойдется только расточкой цилиндров. Однако, бывают случаи, когда капитальный ремонт становился слишком затратным. Многие водители умудрились довести мотор до такого состояния, что потребовалась замена всего кривошипно-шатунного механизма.
Главные плюсы
Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
- После проведения хонингования поверхностный слой деталей приобретает повышенную прочность, что сказывается на длительности их эксплуатации.
- Значительно меньший процент получения бракованных деталей. Связано это с тем, что хонинговальный инструмент не создает большого давления на поверхность изделия.
- Широкий выбор зернистости хонинговального инструмента. Это позволяет легче выходить на нужный уровень требований к обрабатываемой детали.
- С помощью хона есть возможность устранения брака при сверлении отверстий на станке.
- Одновременно на оборудовании совершается хонингование нескольких отверстий, что повышает скорость выполнения работы.
Читать далее: Ремонт генератора Volkswagen Golf 2 3 4 Polo Sedan и Passat B3 B5 замена ремня своими руками
Хон в цилиндре что это?

Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси
Тонкости процесса
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
В каких случаях нужна хонинговка цилиндров?
Срок эксплуатации мотора и время, за которое изнашиваются детали, будет зависеть от целого ряда факторов:
- качество бензина, который вы используете;
- характер езды;
- продолжительность поездок;
- качество системы охлаждения и т.д.
В среднем капитальный ремонт, куда входит и хонинговка блока цилиндров, рекомендуется после пробега более 100000 км. Конечно, каждый случай индивидуален, и иногда двигатель изнашивается раньше.
Как понять, что машине нужно хонингование двигателя? Возможно, вы отмечали хотя бы один из этих признаков:
- выхлоп становится насыщенно серого цвета, который появляется, когда масло сгорает вместе с бензином из-за слабой работы поршневого кольца;
- объем используемого масла заметно увеличился, что указывает на изменившуюся форму внутреннего канала, по которому проходит поршень;
- страдает мощность двигателя;
- нестабильность оборотов при холостом ходу, которая может быть следствием нарушения правильной формы цилиндра.
В таком случае необходимо срочно показать машину автослесарям. Они быстро смогут определить, нужно ли проводить хонингование цилиндров.
Теория хонингования блока цилиндров
В процессе хонингования металл с внутренней поверхности цилиндра блока удаляется способом, очень сходным по природе с процессом шлифования. Суть обработки состоит в том, что снятие металла происходит специальным инструментом для хонингования, называемым хоном. Рабочая поверхность хона касается внутренней поверхности цилиндра по окружности определенной ширины, как правило, очень небольшой. При этом сам хон в ходе обработки, с помощью приспособления для хонингования, перемещается вверх-вниз, строго по оси цилиндра в двигателе.
Конструкция хона представляет собой набор абразивных брусков, расположенных по периметру инструмента и закрепленных в регулируемой металлической оправке. С помощью оправки мастер может регулировать наружный диаметр, образованный рабочей поверхностью брусков. В верхней части хона находится муфта, с помощью которой хон закрепляется на стальном штоке.
После помещения хона в цилиндр блока двигателя тщательно выравнивается соосность штока и оси цилиндра, иногда для этого приходится перемещать и подстраивать положение блока цилиндров. Затем оправкой хона регулируется вылет шлифовальных брусков и усилие, с которым они прижимаются к обрабатываемой поверхности. Все перечисленные подготовительные операции установки блока двигателя в большой степени влияют на точность обработки, поэтому всегда выполняются с максимальной тщательностью.
Процесс хонингования зеркала цилиндра проводится с применением специальной рабочей жидкости. В более простых операциях применяется очищенный керосин, а для хонингования особо ответственных изделий – специальные смазочно-охлаждающие жидкости на основе водно-масляных эмульсий. Чаще всего используется 7% раствор концентрата НСК-5 в воде.
В качестве шлифовальных брусков применяются специальные спеченные композиты на основе микронных порошков кубического нитрида бора или алмазосодержащие матрицы с металлическим связующим.
Хитрость хонингования заключается в следующем:
- главное условие успешного хонингования цилиндров – это обеспечение равномерного давления шлифующего инструмента на обрабатываемую поверхность – зеркало цилиндра блока. Благодаря этому геометрия отверстия получается практически идеальной формы;
- кроме колебательных движений вдоль оси цилиндра блока, при хонинговании шток придает хону небольшие круговые колебания вокруг своей оси. Тем самым исключается возможная неравномерность шлифования из-за различий в качестве шлифовальных брусков.
Качество поверхности зеркала цилиндров блока двигателя после хонингования практически приближается к качеству металла после суперфиниширования – обработки с помощью мельчайших микронных абразивных порошков до состояния зеркальной поверхности. Но, в отличие от последней, обработка хонингованием имеет производительность, превышающую суперфиниширование более чем в 2,5раза.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Обработанная поверхность имеет гладкую глянцевую структуру, поэтому ее часто называют зеркалом. Хон – это приспособление для нанесения заданного рисунка сетки на рабочие стенки цилиндра. Отсюда происходит и название операции.

В условиях массового производства технология обработки несколько иная. Специально не выделяется операция хонингования. Расточка производится на токарном станке. Сначала фрезой, а затем для повышения точности размеров и формы, абразивным инструментом. При этом сетка на стенках является результатом движения абразивного бруска во время обработки. Процесс хонингования во время капитального ремонта выделяется в особую процедуру, потому что расточенный под ремонтный размер цилиндр имеет абсолютно гладкую поверхность.
Сетка хона играет важную роль в смазке цилиндро-поршневой группы. Она создает масляную пленку заданной толщины, которая увеличивается при движении поршня вверх и затем утончается при обратном ходе. Масло от коленвала и шатунов разбрызгивается внутри блока цилиндров, а затем за счет возвратно-поступательного движения поршней попадает на поршни и на кольца. Когда стенки цилиндра гладкие, то масло на них не задерживается. Наступает масляный голод и ускоренный износ двигателя.
Основная задача хонингования создать структуру поверхности, обеспечивающую хорошие условия для смазки деталей мотора. Попутно достигается дополнительное уплотнение между поршнем и цилиндром. Это благоприятно влияет на повышение компрессии двигателя, так как газы не прорываются в картер. Если не сделать качественную обработку поверхности, то все вышеперечисленные процессы затрудняются. Двигатель испытывает масляное голодание и, как следствие, быстро выходит из строя. Сначала появляются задиры, затем начинается эллипсообразный износ, увеличивается расход масла и появляется дымный выхлоп.
Опытным путем давно установлено, что идеально гладкая поверхность не дает хороших условий для движения поршня. Хонингование позволяет создать своеобразные углубления для сохранения в них масла. Масляная пленка предотвращает непосредственный контакт металла с металлом. Уменьшается трение и снижается износ деталей.
При работе мотора создается высокое давление в камере сгорания, и раскаленные газы прорываются в зазор между кольцами и цилиндрами. Масло, покрывающее стенки цилиндра, выступает своеобразным уплотнением, препятствующим выходу газов. Это повышает компрессию и эффективность работы двигателя.
Отшлифованная до гладкого состояния стенка плохо задерживает смазку. В отсутствие масляного клина происходит полусухое трение деталей. Повышается их температура и наступает преждевременный износ. Помимо смазки, масло обеспечивает дополнительное охлаждение, поскольку имеет более высокую теплоемкость, чем металл.
Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи
Более всего расточка блок цилиндров интересна автовладельцам, озабоченным компрессией. Просмотр большого количества видео для многих становится откровением. Они понимают, что справиться с этим делом правильно в домашних условиях будет крайне сложно.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.
Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
Дополнительные рекомендации
Различные видео-инструкции, которые можно встретить в сети, описывают замену опор двигателя, как простую процедуру. Из-за этого возникает ощущение, что заменить деталь может каждый желающий, выделив на все это несколько минут свободного времени. Но практика говорит обратное. Недостаток свободного пространства и плохой доступ к деталям создают дополнительные трудности, из-за чего простая на первый взгляд работа затягивается на весь день.
Как заменить подушки двигателя
Но чтобы ремонтные работы прошли довольно быстро и эффективно, необходимо следовать несколько простым рекомендациям:
- при поднятии силового агрегата домкрат нужно ставить под колокол сцепления. Обязательно подставляется деревянная прокладка;
- нельзя поднимать мотор слишком высоко, иначе можно повредить некоторые детали или элементы кузова;
- контрольная проверка крепежных элементов на новой опоре лишней не будет;
- устанавливая подушку, нужно попасть в канавку на балке нижней шпилькой, которая есть на корпусе детали;
- правую опору обязательно должен защищать тепловой экран. В противном случае новая деталь под воздействием высоких температур от выхлопа долго не проживет.
Не ленитесь использовать WD-40
Способы самостоятельной расточки блока
Выполнить эту процедуру в домашних условиях можно двумя способами, которые практически ничем не отличаются друг от друга. Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.
Для выполнения первого способа расточки потребуется высокооборотистая электродрель, старый поршень и набор наждачной бумаги различной зернистости на влагостойкой, тканевой основе. Сам процесс можно описать так:
- в верхней центральной части поршня необходимо высверлить отверстие под шпильку, далее вставить и крепко затянуть ее;
- ножовкой по металлу необходимо сделать пропил в боковой части поршня, вставить в него край крупнозернистой наждачной бумаги, обернуть ей поршень и зафиксировать в том же пропиле;
- расточку следует начинать на минимальных оборотах, постепенно добавляя их. Во время расточки дрель нужно перемещать вверх и вниз плавными движениями;
- когда поршень, которым выполняется расточка, будет свободно проникать в цилиндр на 2/3, меняем наждачную бумагу на более мелкую и дотачиваем уже ей;
- после всех манипуляций следует «нулевкой» выполнить окончательную шлифовку;
Еще один способ при помощи деревянной заготовки, которая будет имитировать поршень. Для этого необходимо изготовить соответствующую оправку. Причем в диаметре она должна быть на 2-3 мм меньше поршня, и на 100-200 мм длиннее гильзы цилиндра. В заготовке также необходимо сделать боковой пропил для фиксации наждачной бумаги, а в верхней части по центру высверлить отверстие для воротка. Процесс выполняется по аналогии с первым способом. Единственное, что он более трудоемкий, поскольку выполняется вручную. В процессе проточки нужно периодически смазывать обрабатываемую поверхность цилиндра.
Равномерность расточки контролируется визуально, либо по заранее изготовленному шаблону, например, из того же дерева.
В качестве вывода стоит сказать, что это в принципе неплохой способ повышения мощности двигателя, пользоваться им или нет исключительно ваш выбор. Желательно для проведения данной процедуры обратиться к профессионалам, что все было значительно качественнее.
Хонинговка цилиндров - для чего нужна расточка и хонингование двигателя
Хонингование считается завершающим этапом при производстве цилиндра и впервые проводится еще на заводе. В процессе эксплуатации и при сильном износе двигателя такая обработка стирается, из-за чего диски плохо справляются с удержанием масла.
Владельцы авто редко сталкиваются с необходимостью знать все о такой обработке дисков. Обычно машины отвозят на СТО, где мастера разбираются с возникшей проблемой и проводят капитальный ремонт моторов.
При этом понимание того, что такое хонингование блока цилиндров, а также знание основных принципов технологии, помогают держать под контролем многие процессы, которые проходят в автомобиле.

Что такое хонингование цилиндра?
В процессе эксплуатации автомобиля все его составляющие подвергаются сильной нагрузке и износу. А это может влиять на качество работы двигателя. Чтобы избежать серьезных проблем, важно своевременно проверять систему и проводить капитальный ремонт авто, в который входят расточка и хонингование блока цилиндров. Они особенно актуальны, когда на поверхности появляются сильные царапины, конусность и задиры, из-за которых становится сложно удержать нужный объем моторного масла.
Хонингование цилиндров – это процедура, которая проводится на завершающем этапе ремонта мотора и подразумевает под собой нанесение на цилиндры особых насечек. Она выполняется при помощи специального оборудования, поэтому самостоятельно осуществить хонинговку невозможно – для этого следует обратиться в СТО.
Результатом работы становится не гладкая отполированная поверхность (которая, хоть и выглядит красиво, но теряет функциональность), а цилиндр с нужной степенью шероховатости, которая и отвечает за удержание масла.
В каких случаях нужна хонинговка цилиндров?
Срок эксплуатации мотора и время, за которое изнашиваются детали, будет зависеть от целого ряда факторов:
-
качество бензина, который вы используете;
-
характер езды;
-
продолжительность поездок;
-
качество системы охлаждения и т.д.
В среднем капитальный ремонт, куда входит и хонинговка блока цилиндров, рекомендуется после пробега более 100000 км. Конечно, каждый случай индивидуален, и иногда двигатель изнашивается раньше.
Как понять, что машине нужно хонингование двигателя? Возможно, вы отмечали хотя бы один из этих признаков:
-
выхлоп становится насыщенно серого цвета, который появляется, когда масло сгорает вместе с бензином из-за слабой работы поршневого кольца;
-
объем используемого масла заметно увеличился, что указывает на изменившуюся форму внутреннего канала, по которому проходит поршень;
-
страдает мощность двигателя;
-
нестабильность оборотов при холостом ходу, которая может быть следствием нарушения правильной формы цилиндра.
В таком случае необходимо срочно показать машину автослесарям. Они быстро смогут определить, нужно ли проводить хонингование цилиндров.
Хонингование блока цилиндров: преимущества обработки
Вопрос относительно того, для чего нужна хонинговка, задают преимущественно начинающие автомобилисты, которые еще не сталкивались с капремонтом двигателя. Спустя время после эксплуатации авто необходимость в процедуре становится заметной и понятной каждому.
Даже при внешнем осмотре проблемы в работе цилиндров заметны невооруженным глазом. При их изъятии становятся заметны все мелкие и глубокие царапины, которые появляются в результате чрезмерной нагрузки на мотор. Это, в свою очередь, приводит к:
-
уменьшению мощности мотора;
-
повышению расхода бензина и моторного масла;
-
потере компрессии.
Для чего нужна хонинговка цилиндра? Для восстановления качественной работы двигателя. Правильно выполненная процедура способна:
-
улучшить эффективность цилиндра за счет подъема давления в нем на максимальный уровень;
-
сохранить в нужном объеме моторное масло, чтобы обеспечить регулярное смазывание деталей при рабочем состоянии двигателя;
-
максимально приблизить форму цилиндра к его заводским показателям – современное оборудование позволяет получить то число насечек, которое необходимо для конкретного цилиндра.
Хонинговка двигателя, в отличие от более простых процедур, таких как притирка и полировка, обладает большей эффективностью и в прямом смысле восстанавливает поврежденное покрытие детали.
Как проводятся хонингование цилиндра?
Что ж, мы выяснили, зачем нужна хонинговка. Теперь давайте приступим к разбору технологии процедуры. Для ее проведения задействуется специальное оборудование – хоны. Это керамические или алмазные хонинговальные головки, которые запускаются на механическом стенде и оказывают воздействие на поверхность цилиндра. Керамические головки более бюджетные, однако при длительном использовании долговечные алмазные хоны гораздо выгоднее. Именно поэтому их часто используют на СТО.
Дополнительно в качестве смазки мастера применяют масляно-керосиновую смесь или специальный водный раствор. Такие средства позволяют предотвратить коррозию цилиндра.
Технология хонингования включает в себя такие основные этапы:
-
Подходящий патрон дрели вставляется в инструмент для обработки – хон. Для большей надежности и лучшего результата используются вспомогательные инструменты: уровень или рейка подачи. Именно они контролируют точность хода.
-
В первую очередь используют хонинговальные головки с более крупными абразивными частицами, которые убирают все дефекты, оставшиеся после капремонта мотора.
-
Далее процесс хонингования проводится при помощи хона с мелким абразивом.
-
Пока идет хонинговка, на поверхность блока регулярно поступает смазывающий состав.
-
По окончанию процесса с двигателя счищаются все остатки стружки и абразивных частиц. Важно проследить, чтобы ничего не осталось на поверхности – для большей надежности применяют специальные мыльные растворы.
-
Завершается хонинговка блока обработкой поверхности маслом.
Обратите внимание, что после обработки поршень с цилиндром должны сработаться. В этот период рекомендуют избегать сильных перегрузок и своевременно пополнять объём моторного масла.
Можно ли выполнить хонингование своими руками?
Многие автолюбители интересуются, можно ли при наличии должного оборудования обработать цилиндры просто у себя в гараже? В принципе, такой вариант возможен. Однако ручная хонинговка – это сложный процесс, который требует определенных навыков.
Для начала вам понадобится запастись хоном и машинным маслом. Процедуру следует проводить плавно, избегая резких движений, которые могут привести к неравномерной шероховатости покрытия.
Ручное хонингование имеет одно важное преимущество: для его проведения не обязательно снимать блок с двигателя. Однако результат работы будет заметно отличаться от хонинговки в СТО: он будет непродолжительным и поможет разве что немножко освежить стенки детали.
Двигатель – это сердце любого автомобиля. А своевременный ремонт, включающий в себя и хонингование – это залог того, что ДВС будет “летать” на протяжении многих лет. Процедура отлично влияет на работу поршня, обеспечивает удержание моторного масла в нужном объёме и препятствует преждевременной поломке мотора.
Хонингование цилиндров что это такое
Как правильно делается хонингование цилиндров двигателя
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Специнструмент для хонинговки обеспечивает точное, а не хаотичное нанесение указанных рисок при помощи хонинговальной головки, на которую монтируются хонбруски. Как уже было сказано, инструмент совершает не только вращение, но и возвратно-поступательные движения. Благодаря этому в процессе нанесения хона удается выдержать заданный угол, под которым происходит пересечение рисок на поверхности стенок цилиндра.Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Что в итоге: зеркало или хон
С учетом вышесказанного справедливо утверждение о том, что лучшее удержание моторного масла способна обеспечить только стенка с шероховатой поверхностью. Что касается идеально гладкой стенки (зеркала) цилиндра, такая поверхность не может обеспечить должное удержание смазки в количестве, которого будет достаточно для эффективного смазывания поршневых колец.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.На хонингованной поверхности, которая отличается шероховатостью, масло задерживается намного лучше, что позволяет выдерживать повышенные механические нагрузки. Добавим, что недостаточная шероховатость хона автоматически означает худшее удержание смазки на стенках. Также обратим внимание на угол хонингования. Такой угол оказывает влияние на показатели расхода масла на угар. Чем больше угол, тем шероховатее поверхность, но поверхность цилиндра становится более волнистой и двигатель интенсивнее расходует масло на угар. Уменьшение угла хона снижает расход масла, при этом параллельно ухудшается шероховатость стенок. С учетом данных закономерностей при хонинговании цилиндров необходимо тщательно подбирать определенные режимы нанесения хона и абразивы применительно к материалам изготовления того или иного БЦ. Такой подход позволяет достичь наилучших результатов.
Хонингование цилиндров двигателя. Что это и зачем его делают?
При производстве и ремонте двигателей внутреннего сгорания используются самые различные технологические и конструктивные решения. От правильности их выбора зависит совершенство силового агрегата, его безупречная работа и эксплуатационный ресурс. В данной статье мы поговорим об одной из классических, обязательных при изготовлении или восстановлении ДВС технологий – хонинговании – рассмотрев этот процесс во всех его аспектах.
В чём суть хонингования цилиндров
Выполняют его для того, чтобы снизить шероховатости на стенках цилиндров, при этом улучшается приработка колец и самих поршней. Это заметно продлевает срок эксплуатации отремонтированного мотора.
Во время работы силовой агрегат подвержен достаточно сильному износу и потере своей изначальной формы. Особенно это влияет на цилиндры. Их первоначальная круглая форма становится овальной, на стенках появляются задиры и царапины. В результате капитального ремонта не избежать.
Во время ремонта цилиндры подвергаются растачиванию, а хонингование позволяет сохранить их форму правильной и получить наиболее низкую шероховатость стенок. Само хонингование — это заключительная фаза при обработке цилиндров. Если сравнивать все обычные заключительные действия, например, полировку или притирку какой-либо поверхности, то у процесса хонингования повышенная точность и эффективность проведенных работ.
Для нормальной работы бензиновых и дизельных моторов необходимо обеспечить высокую точность размеров их компонентов. Одним из важнейших факторов является соблюдение допусков на размеры и показателей шероховатости поверхности зеркала цилиндров. Необходимость в этом возникает по следующим причинам:
- Точное соблюдение размеров это ключ к увеличению компрессии и уменьшению количества прорывающихся в картер газов, содержащих продукты сгорания.
- Правильная обработка поверхности снижает износ поршневых колец, гарантируя длительный срок их работы.
На новом, перегильзованном или расточенном под следующий ремонтный размер блоке должно обязательно выполняться хонингование цилиндров.
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.
Используемое оборудование
С учётом перечисленных требований промышленность выпускает специальные хоны, применяемые для обработки деталей двигателей внутреннего сгорания. Подобные инструменты имеют изменяемый диаметр, используются в хонинговальных станках и обладают ограниченным ресурсом. Соответствие техническим требованиям должно подтверждаться сертификатом, который получен в органах стандартизации. Недопустимо производить хонинговку с помощью оборудования, не соответствующего утверждённым стандартам. Это может привести к нежелательным последствиям.
При выборе хона следует обращать внимание на следующие параметры:
- Диапазон (по диаметру).
- Количество и длину камней.
- Твёрдость и зернистость материала.
Различают инструменты и по способам обработки, которая может быть сухой или с применением смазывающе-охлаждающей жидкости (СОЖ). При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
Для соблюдения технологического процесса обязательно требуется исправный хонинговальный станок, обеспечивающий точное перемещение обрабатывающего инструмента. Именно на его рабочий стол попадает уже побывавший на расточном станке новый или ремонтируемый блок. А ещё вам потребуется достоверная информация о размерах, которые должны быть обеспечены в итоге. Дальнейшая последовательность операций, в зависимости от конструкции ДВС, может быть различна.
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет. Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится. Мотор, отхонингованный «на коленке», не проработает долго.
Читайте также: Что будет, если перелить масло в двигатель?
Чтобы потраченные на ремонт силы и средства не пропали напрасно, обращайтесь к специалистам, имеющим в своём распоряжении необходимое оборудование. Существуют фирмы, предлагающие такого рода услуги. Если их расценки покажутся чрезмерно высокими, задумайтесь о том, во что обойдётся покупка хотя бы контрактного двигателя. Возможно, вы перемените своё мнение.
Зачем нужно хонингование цилиндров двигателя
Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.Содержание статьи:С течением времени двигатель внутреннего сгорания изнашивается и теряет свои эксплуатационные свойства. Ухудшаются динамические и мощностные характеристики, увеличивается расход топлива, снижается компрессия. И этого невозможно избежать.Изношенный двигатель требует капитального ремонта, основной целью которого является возвращение первоначальных свойств силового агрегата. И в качестве финишной операции капремонта широко применяется процесс хонингования.
Цилиндры изношенного силового агрегата теряют свою первоначальную цилиндрическую форму, что и отражается на работе мотора. На стенках цилиндров двигателя, требующего капитального ремонта, появляются шероховатости, царапины и задиры. Чтобы избавиться от этого, производится расточка цилиндров до первого ремонтного размера. Их диаметр несколько увеличивается, однако цилиндры снова получают заданную цилиндрическую форму, что в дальнейшем приводит к улучшению в работе силового агрегата.Процесс хонингования проводится непосредственно после расточки цилиндров. И его основная задача – сохранить первоначальную форму, а также избавиться от бочкообразности или конусности, если таковые будут иметься после расточки.
Также обработка хоном обеспечивает снижение шероховатостей на стенках цилиндров и является наиболее точной и эффективной по сравнению с полировкой или, скажем, притиркой.Поскольку процесс хонингования призван обеспечить максимальную точность размеров, работы в цилиндрах проводятся с соблюдением требуемых допусков на размеры и заданной производителем шероховатостью. Необходимо помнить, что соблюдение первоначальных размеров приводит к следующему:
- компрессия цилиндров увеличивается, а количество газов с продуктами сгорания, которые прорываются в картер, существенно снижается;
- поршневые кольца подвержены наименьшему износу, что увеличивает их долговечность;
- если установлен новый, перегильзованный блок цилиндров;
- если были проведены работы по расточке под ремонтные размеры.
Особое внимание уделяется параметру шероховатости. После хонингования на стенках цилиндров образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем влечет к улучшенной смазке элементов поршневой группы.
Во время процесса обкатки серные соединения, которые имеются в лубриканте, приведут к созданию сульфидной пленки на поверхности цилиндров, что в дальнейшем повлечет снижение износа элементов поршневой группы.В качестве оборудования для финишной обработки используют хоны с изменяемыми диаметрами, предназначенные именно для обработки цилиндров ДВС. Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Выбор инструмента для хонингования зависит от диаметров обрабатываемых цилиндров, количества камней, а также зернистости и твердости материалов, из которых они изготовлены. Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.Обработка хонами требует обильного смазывания охлаждающими жидкостями. При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Обработка хоном отличается на гильзовых и безгильзовых двигателях. Если необходимо обработать безгильзовый блок цилиндров, особых сложностей возникнуть не должно. Цельная металлическая конструкция надежно закрепляется на рабочем столе станка непосредственно после процесса расточки. Следует удостовериться, что гильзы располагаются строго вертикально, и никаких смещений при возвратно-поступательном движении патрона не возникнет — в противном случае от обработки не будет никакого толка.При обработке безгильзовых цилиндров потребуется всего несколько проходов станка. При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
Силовые агрегаты со съемными гильзами обработать при помощи хона несколько сложнее, поскольку их проблематично вертикально закрепить на станке. Поставщики готовых гильз уверяют, что их товар успешно прошел процесс хонингования и не требует никакой дополнительной обработке. Верить этому нежелательно, поскольку если окажется, что обработка не была проведена, силовой агрегат не сможет полноценно работать и быстро выйдет из строя. Чтобы этого избежать, рекомендуется хонинговать даже новые гильзы.Чтобы равномерно прижать гильзы, обеспечив их строгое вертикальное положение, применятся толстая прокладка, которая по форме напоминает головку блока. В ней есть необходимые отверстия, поэтому использование прокладки нисколько не мешает хонингованию.
Пластина крепится к блоку после монтажа гильз и зажимается, как и полноправная головка блока цилиндров, в строгой последовательности и с соблюдением моментов затяжки. После чего проводится обработка хоном, как и в случае с безгильзовым блоком цилиндров.Применение имитирующей пластины позволяет минимизировать несоблюдение размеров. Хонингование в данном случае можно разделить на четыре этапа:
- Грубая обработка. Этот процесс предусматривает снятие большей части металла. Им можно заменить процесс расточки. Для его проведения потребуется много смазывающе-охлаждающей жидкости, а также алмазные хоны.
- Обработка хоном зернистостью 150.
- Обработка хоном зернистостью 300-500.
- Крацевание. Этот процесс не предусматривает снятие металла и изменение обрабатываемого диаметра, а используется лишь для очистки поверхности от абразивных остатков. В качестве инструмента крацевания применяют нейлоновые щетки с добавлением кремниевых кристаллов.
Видео о том, что такое хонингование:
ТЕХНОЛОГИЯ ХОНИНГОВАНИЯ ЦИЛИНДРОВ — DRIVE2
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
ЧТО ТАКОЕ ХОНИНГОВАНИЕ
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
ЦЕЛЬ НАНЕСЕНИЯ
Причины хонингования цилиндров:— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;— точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
— получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
ТЕХНОЛОГИЯ ОБРАБОТКИ
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
ТОНКОСТИ ПРОЦЕССА
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
— не должны иметь рваных, острых кромок;— отсутствуют деформированные участки;
— глубина, ширина должны быть однородными.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
— гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
— 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Хонингование | это... Что такое Хонингование?
Хонингование — вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических поверхностей путём совмещения вращательного и возвратно-поступательного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Один из видов чистовых и отделочных обработок резанием. Позволяет получить отверстие с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности Ra=0,63÷0,04.
Хонингование наружных поверхностей осуществляется на специализированных станках (горизонтально-хонинговальных) или модернизированных (шлифовальных, горизонтально-расточных), производительность при этом по сравнению с суперфинишированием в 2—4 раза выше вследствие бо́льшего количества брусков и бо́льших давлений.
Области применения хонингования
Обработка отверстий в различных деталях в том числе в деталях двигателя (отверстий блоков цилиндров, гильз цилиндров, отверстий кривошипной и поршневой головок шатунов, отверстий шестерен) и т. д. Хонинговочная сетка является побочным эффектом этого высокоточного метода шлифования. По её характеру можно судить о правильности обработки, точности соблюдения технологии. Особенно это актуально при работе ручным инструментом. Она также способствует лучшему смазыванию при работе пары трения . При обработке хонингованием обеспечивается стабильное получение точных отверстий и требуемых параметров шероховатости обработанной поверхности.
Особенности хонингования
Возвратно-поступательное движение хона с постоянным давлением бруска или постоянной скоростью радиальной подачи.
Инструменты и станки для хонингования
Ручная хонинговальная головка закреплённая в патроне ручной дрели.От специализированных хонинговальных станков до ручного инструмента.
Смазочно-охлаждающие жидкости для хонингования
При обработке деталей из стали и чугуна применяют керосин или смесь керосина с веретённым маслом (10 %—20 %). При использовании алмазных хонинговальных брусков часто применяют в качестве СОЖ обычную воду, в которую добавляют различные (как правило синтетические) вещества предотвращающие коррозию обрабатываемой детали и самого станка. Использование водных растворов обусловлено более высокой теплоемкостью воды (по сравнению с маслами и керосином), а следовательно и более интенсивным отводом тепла, что является одним из важнейших требований предъявляемых к СОЖ. При этом водные растворы более экологичны и менее вредны для оператора станка.
Значение хонингования
Высокопроизводительный процесс, позволяющий получить качественные поверхности с 6—5 квалитетом точности и шероховатостью поверхности Ra 1,6—0,1
Литература
- Под ред. Орлова П. Н. Краткий справочник металлиста. — М.: Машиностроение, 1986. — С. 960.
См. также
Расточка блоков цилиндров: «под зеркало» и с хонингованием
Производится расточка блоков цилиндров в том случае, если произошла потеря компрессии вследствие значительного износа ДВС. Если верить автопроизводителям, то ресурс мотора может составлять и 200, и 300, и 500 тысяч километров. Но на деле, конечно, все далеко не так, — эти цифры оказываются слишком завышенными.
Почему изнашивается двигатель

Причин для этого масса, среди них и качество топлива, масла, фильтров, и стиль езды водителя, и несвоевременная замена комплектующих. По сути, если придерживаться всех правил эксплуатации, то двигатель пройдет заявленный ресурс. При условии, что качество его сборки было достойным. Но, как бы то ни было, проведение капитального ремонта близится с каждым пройденным километром.
Не стоит забывать, что решающий фактор всегда – это сам водитель. Если у вас мотор всегда работает на предельных оборотах, испытывает колоссальные нагрузки, да еще вы за ним и не следите, льете в него некачественное масло и топливо, то ресурс его уменьшается во много раз. Например, при использовании некоторых типов турбонаддувов необходимость в капитальном ремонте возникает каждые 20-30 тысяч километров пробега. И за уровнем масла нужно следить чуть ли не ежедневно. Поэтому следует знать, что такое расточка блока цилиндров, и как она правильно проводится.
Расточка блока «под зеркало»

Это один из видов расточки, который является наиболее популярным. Во-первых, эта процедура простая и не требует значительных затрат времени. Во-вторых, обеспечивается идеальное прилегание поршневых колец, вследствие чего сила трения практически равна нулю. Но не забывайте о том, что расточка блока цилиндров ВАЗ, например, производится при капитальном ремонте двигателя. А это значит, что, кроме данной процедуры, необходимо заменить и все агрегаты, имеющие прямое или косвенное отношение к гильзе.
Обязательно нужно заменять поршни с диаметром, равным тому, который будет у гильзы после расточки. На поршнях устанавливаются кольца. Их диаметр тоже должен быть иным. Все эти новые размеры называются «ремонтные». Текущий номер запчасти можно узнать, посмотрев на ее корпус. Например, на блоке двигателя он наносится, а также он есть на поршнях. Ремонт может затянуться на неопределенное время, да и все его этапы сделать самостоятельно не получится, придется обращаться к специалистам.
Расточка с хонингованием

Расточка блоков цилиндров может производиться двумя способами. Первый был рассмотрен выше – «под зеркало». Поверхность гильзы изнутри идеально гладкая, никаких неровностей нет. А хонингование – это покрытие всей внутренней части мелкой сеточкой. Специальным станком наносится своеобразный «рисунок» – линии, идущие по спирали в разных направлениях. Благодаря этому удается повысить мощность мотора. Не очень существенная разница, но все же.
Расточка блока цилиндров своими руками вряд ли возможна. Тем более если речь идет и о нанесении хонинговки. Эта процедура под силу опытным токарям, у которых рука набита. Ведь лучше сделает работу тот, кто сталкивается с подобными проблемами чаще. Нанесение сетки позволяет достичь более высокого КПД, съем масла с поверхности гильзы становится значительно лучше, но вся эта резвость мотора вряд ли сможет вас радовать долго.
Какую выбрать?

Если вы планируете сделать ремонт с минимальными вложениями, то стоит выбрать первый вариант. Расточка блоков цилиндров «под зеркало» оказывается намного лучше по многим причинам. Во-первых, вы тратите меньше денег. Хонингование гильзы – это достаточно трудоемкий процесс. Да еще и оплачивать его придется. Во-вторых, при выборе такого типа расточки не изменяется состояние внутренней поверхности блока. Вот здесь нужно остановиться и рассмотреть все более детально.
Представьте, что была произведена расточка блоков цилиндров двумя способами – «под зеркало» и с хонинговкой. Оба мотора были установлены на автомобилях и начали эксплуатироваться. Поначалу второй двигатель будет казаться более сильным и мощным. Но вот по истечении небольшого срока – порядка 20-30 тысяч километров (что примерно равно годовалому пробегу), хонинговка начинает исчезать. Да не просто исчезать. Она еще успела «съесть» немного поршневых колец. Итог – вы потратили деньги, а получили расточку «под зеркало» и износ колец.
А не проще ли сделать самостоятельно?

Сразу стоит сказать, что расточка блока цилиндров своими руками возможна лишь в том случае, если у вас имеется два основных атрибута – навыки и оборудование. Дилетантам это занятие окажется не под силу. Скорее всего, оно закончится заменой гильз. Причем это в лучшем случае, а в худшем – покупкой нового блока двигателя. Если возникла необходимость в расточке, обратитесь к специалисту. Это наиболее подходящий вариант, если вы не токарь.
Чтобы сделать расточку, нужно знать множество тонкостей. Малейшее отклонение заканчивается тем, что возникает необходимость в установке новых гильз. Да и сделать эту работу стамеской или кухонным ножом не получится — необходим станок для расточки блока цилиндров. Его стоимость немаленькая, поэтому вряд ли при поиске специалиста вы наткнетесь на неумеху. Такое оборудование могут себе позволить либо мастера с именем, либо крупные организации. А сделать его самостоятельно не представляется возможным.
Подводя итоги
Из всего вышесказанного можно сделать вывод, что оптимальный вариант — зеркальная поверхность гильзы. Это наиболее просто и доступно. Расточка блоков цилиндров таким способом займет немного времени. И поручайте эту работу опытному специалисту, не пытайтесь сделать самостоятельно. А если нашли токаря, то вспомните про особенности своего мотора – при обрыве ремня ГРМ не гнутся ли клапаны? Если гнутся, сделайте в поршнях циклевки. Это небольшие пазы под тарелки клапанов. И тогда уж вам не страшна будет такая неприятность, как обрыв ремня.
Источник
Еще никто не прокомментировал новость.
Выравнивание и шпатлевка стен - ручное или машинное?
Гладкие стены не только лучше выглядят, но и легче окрашиваются или оклеиваются обоями. Однако во многих случаях необходимо шпаклевать и выравнивать. Чем отличаются эти процессы? Когда стоит делать их вручную, а когда использовать агрегат? Об этом мы расскажем в тексте ниже.

Различия между шпаклевкой и выравниванием
Хотя эти две обработки используются для подготовки стен к отделке и их можно спутать между собой, используемые в них материалы имеют несколько разное назначение.Поэтому их имена не должны использоваться взаимозаменяемо. Поэтому мы решили кратко обсудить их. Шпаклевка (гипсовая шпатлевка) может наноситься практически на любые поверхности, встречающиеся в строительстве - в т.ч. бетонные, цементные, гипсовые и цементно-известковые штукатурки. Он используется в основном для исправления больших неровностей, а также для точного выведения углов и плоскостей потолков и стен. Он характеризуется высокой прочностью и адгезией, что позволяет использовать его для приклеивания небольших гипсовых украшений и соединения сборных гипсовых элементов (например,стеновые панели). Обычно наносится в один относительно толстый (до 6 мм) слой. Благодаря этому даже большие неравенства можно нивелировать за относительно короткое время. После высыхания становится достаточно твердым, что является одновременно и недостатком, и достоинством – его трудно повредить, но и отшлифовать. Слой шпаклевки всегда попадает на стену перед штукатуркой (в некоторых случаях это даже единственный выравнивающий слой). Ознакомьтесь с нашим предложением гипсовых шпатлевок. С другой стороны, гипсовая штукатурка , как следует из ее названия, используется для придания поверхностям стен и потолков практически идеальной гладкости.Наносится на ранее нанесенный слой шпаклевки, от которой отличается явно более мелкой зернистостью. С помощью гипсовой штукатурки можно выровнять лишь небольшие неровности, оставшиеся после более раннего этапа работ. К сожалению, по сравнению со шпаклевкой он менее устойчив к механическим воздействиям, а его мелкозернистость ограничивает толщину одного слоя - она не может превышать 2 мм. Поэтому обычно нанесение штукатурки предполагает нанесение как минимум двух тонких слоев. К преимуществам некоторых гипсокартонных листов можно отнести возможность влажной обработки покрытой ими поверхности, используя только стальную кельму.Это исключает возможное шлифование сухой штукатурки. Также стоит помнить, что при высыхании гипсовые финишные покрытия сохраняют равномерный цвет, что дает гораздо лучшие визуальные эффекты при покраске.
Преимущества и недостатки способов нанесения шпаклевки и финишного покрытия
Как шпатлевку, так и финишное покрытие можно наносить вручную или механически. Однако перед тем, как начать этот процесс, должен убедиться, что купленный вами микс может быть распределен выбранным вами способом. В обоих случаях, конечно, смесь должна быть заранее правильно приготовлена (т.е.смешать в соответствующих пропорциях с водой). Ниже мы кратко обсудим преимущества и недостатки обоих методов. Ручное нанесение штукатурки и шпаклевки позволяет очень точно распределить материал даже в труднодоступных местах (например, в углах или за трубами). Однако у этого есть свои последствия — он может быть ужасно медленным, особенно на больших поверхностях. С другой стороны, это не требует специальной практики, и таким образом может работать даже полный дилетант, что не лишено значения в случае, например, с.мелкий ремонт дома. Он также удобен в использовании, так как не требует специального оборудования. К сожалению, выдержать одинаковую толщину слоя штукатурки или шпаклевки на всем протяжении довольно хлопотно.

Машинная штукатурка или выравнивание выполняется намного быстрее - таким образом, квалифицированный специалист может покрыть до 500 м 2 в день. По сравнению с ручным нанесением рабочее время может быть даже на 70% короче. Таким образом, мы также можем сэкономить много материала, потому что при нанесении финишного покрытия таким способом его расходуется до 30% меньше.За равномерную толщину наносимого слоя можно не слишком беспокоиться – материал распределяется равномерно. Однако следует помнить, что в случае со штукатуркой существует ограничение по температуре окружающей среды – механическое нанесение штукатурки допускается в помещениях с температурой не выше 30°С. Также необходимо выбрать соответствующее оборудование - штукатурный агрегат предназначен для работы только с более легким материалом, в то время как штукатурный агрегат должен быть прочнее, чтобы справляться с большей зернистостью и, следовательно, весом штукатурки.Немаловажным вопросом будет, к сожалению, и цена на данный вид техники – покупка заполнителя окупится только для профессиональной строительной бригады. Конечно, это не исключает использование этого метода в домашних условиях — вы также легко можете арендовать такое оборудование на несколько часов или дней, в зависимости от объема работ. Сама работа с агрегатами требует некоторой практики (хотя освоить эти устройства несложно), что несколько ограничивает ее любительское использование. Хотя при нанесении штукатурки и шпаклевки с помощью заполнителя не образуется много пыли, необходимо не забыть предварительно защитить окна и софиты пленкой.Вам нужна эффективная штукатурная машина? Ознакомьтесь с предложением нашего магазина по гипсовым заполнителям. Если вам нужна дополнительная информация перед выбором, мы рекомендуем эти статьи из нашего блога:
Какие инструменты вам понадобятся?
Какой бы метод вы ни выбрали, вам потребуются правильные инструменты. Вот их перечень:
- терка,
- шпатель,
- дрель с миксером или мешалкой,
- ведро или другая удобная емкость для смешивания,
- малая терка и шлифовальный блок, 2,
- 0
- штроборез,
- кисть (для грунтовки),
- спиртовой уровень.
Также могут помочь плоскогубцы, алюминиевые уголки, малярный скотч и фольга. Для машинного применения, конечно же, также потребуется подходящий заполнитель.
Как подготовить субстрат?
Подготовка основания является чрезвычайно важным этапом, от которого зависит, будут ли должным образом приклеиваться шовный герметик и последующие слои штукатурки. Первым шагом, как в случае с новыми, так и со старыми поверхностями, будет переосмысление прокладки электрических кабелей и подготовка для них соответствующих канавок.Второй этап в основном касается уже использованных стен и включает в себя удаление с их поверхности всех гвоздей, дюбелей и розеток (пригодятся упомянутые выше плоскогубцы) и любых остатков предыдущих слоев краски (здесь, например, подойдет шпатель). пригодиться) со всей поверхности, покрытой шпатлевкой/выравниванием. Затем нужно очистить стену (или потолок) от пыли и обезжирить – жирные пятна не только будут видны из-под краски, но и повлияют на стойкость шпаклевки и покрытия.Если основание сильно впитывающее или слабое, перед тем, как на него ляжет шпаклевка, его стоит как следует загрунтовать (желательно специальным препаратом), точно так же, как при покраске. На такую подготовленную и сухую поверхность можно наносить шпаклевку, тщательно заполняя все полости. После того, как он высохнет и станет гладким, можно приступать к нанесению финишного покрытия. Хотите покрасить стены аэрозольной краской, но не знаете, как это сделать? Обязательно загляните в наш блог.
Резюме
Выбор метода шпаклевки и заглаживания во многом зависит от личных предпочтений - как ручная, так и машинная имеет свои плюсы и минусы.Если вам небезразлично время, лучше всего использовать агрегат. Однако, если в данном помещении много разных закоулков или данная поверхность требует исключительной точности, а время не играет большой роли – тогда ручное нанесение будет уместно.
.Выравнивание стен - ручной или машинный метод?
Гладкие стены имеют множество неоспоримых преимуществ. Они не только облегчают нанесение краски и обоев, но и прекрасно смотрятся, что значительно улучшает общее восприятие данного помещения. Чтобы их получить, зашпаклевайте и выровняйте поверхность. В чем разница между этими процессами и лучше ли работать вручную или стоит использовать агрегат?
Нанесение и выравнивание поверхностей
Затирка и выравнивание поверхности подготавливают стены и потолки к отделке.Однако материалы, используемые в обоих процессах, имеют разное назначение.
- Шпаклевка, то есть гипсовая шпатлевка, может наноситься практически на любую поверхность (на бетон, цемент, гипс или цементно-известковые штукатурки). Такая масса позволяет убрать более крупные неровности. Характеризуется долговечностью. Его часто используют для крепления гипсовых украшений, стеновых панелей и т. д. После высыхания его трудно и трудно повредить, но в то же время его трудно и шлифовать.Гипсовая шпатлевка зачастую является единственным выравнивающим слоем.
- Гипсовая штукатурка придает стенам и потолку идеальную гладкость. Наносится на слой шпаклевки. Штукатурка сглаживает мелкие неровности, оставшиеся после предыдущей работы. Он менее прочен, чем шпаклевка. Обычно наносят два слоя штукатурки, которые вместе не превышают 2 мм. Его большим преимуществом является то, что он легко поддается обработке и после высыхания имеет однородный цвет, благодаря чему мы получим лучшие результаты при покраске краской.
Ручной и машинный метод (штукатурный агрегат)
Шпаклевку и штукатурку можно наносить вручную или машинным способом. Приобретая стеновую и/или потолочную смесь, обратите внимание на то, как она должна распределяться. Более тяжелый материал используется для ручного метода, а более легкий – для агрегатного.
- Ручное нанесение шпаклевки и финишного покрытия позволяет достичь высокой точности и достичь труднодоступных мест. Однако этот метод работает медленно, особенно при работе с большими поверхностями.Однако ручное нанесение смеси не требует особых навыков, что может стать большим преимуществом для людей, которые хотят сэкономить и не делать ремонт в небольшом помещении. Однако получить одинаковую толщину слоев шпаклевки и покрытия на всей поверхности невозможно.
- Машинное нанесение штукатурки и шпаклевки происходит намного быстрее, при условии, что это делает человек, имеющий в этом опыт. Использование агрегата позволяет сократить время до 70%. Таким образом, вы также можете сэкономить много материала (до 30%).Кроме того, вам не придется беспокоиться о равномерной толщине слоев – заполнитель распределяет их равномерно и точно. Однако в помещении, где мы хотим использовать шпаклевку и заглаживающее устройство, температура не должна превышать 30 градусов по Цельсию.
Резюме
Выбор метода шпаклевки и шлифовки стен и потолков должен зависеть от личных предпочтений. Стоит помнить, что ручная работа требует больше времени, но позволяет быть аккуратнее в местах, где есть напр.трубы. С другой стороны, штукатурный агрегат экономит и время, и материал, а также позволяет получить ровные слои.
.Ручное и механическое нанесение гипсовых отделочных покрытий и готовых масс - Siniat
В этой статье вы узнаете, как подготовить поверхность стен и потолка к нанесению штукатурки и как наносить состав вручную и механическим способом.
Подготовка поверхности под штукатурку
Нида строительные материалы и необходимые для работы инструменты
Помните! Инструменты должны быть чистыми, чтобы не изменить химические параметры гипсовых шпатлевок.
Прежде чем приступить к нанесению финишного покрытия, необходимо правильно подготовить поверхность. Что я должен делать?
1. Подготовка поверхности
Поверхность должна быть сухой, несущей и достаточно прочной. Перед началом работы основание необходимо очистить от незакрепленных элементов, остатков старых лакокрасочных покрытий и всевозможных загрязнений, например, масел, восков, ограничивающих адгезию и сцепление. Основание для шпаклевки не должно быть влажным или промерзшим. Субстрат с плесенью, мхом и грибковыми налетами следует очистить.Каждый раз перед оштукатуриванием следует оценивать поверхность и заранее принимать решение о применении грунтовки
2. Заполнить все основные полости в стенах и потолках гипсовой шпаклевкой «Нида Макс» или «Нида Старт». Не забудьте внимательно прочитать инструкции на упаковке перед тем, как замешивать гипс, обращая особое внимание на соотношение количества гипса и воды.
3. Загрунтовать поверхность грунтовкой. После вскрытия упаковки механически перемешать до получения однородной консистенции.Целью применения грунта является гомогенизация поверхности с точки зрения ее впитывающей способности и связывание ее в однородное целое. После высыхания грунтовки нанесите гипсовую отделку одним из следующих способов.
Целью нанесения грунтовки является гомогенизация поверхности с точки зрения ее впитывающей способности и связывание ее в однородное целое.
После высыхания грунтовки нанесите гипсовую отделку одним из следующих способов.
Шпаклевка гипсовая отделочная с штукатурным узлом
Нида строительные материалы и необходимые для работы инструменты
-
Штукатурка гипсовая Nida Perfect, Nida Pro, Nida Effect, Nida Excellence
-
Совокупность:
-
гипс, напр.Тип Graco T-Max 506 или
-
с Nida Excellence, установкой для окраски и шпатлевки высокого давления, такой как Graco Mark VII ProContractor
-
-
Мешалка тихоходная для растворов, штукатурных смесей (для готовых масс не требуется)
-
стальной поплавок
-
мастерок
-
Мастерок с сетчатой бумагой или механическая шлифовальная машина для штукатурки
Помните! Инструменты должны быть чистыми, чтобы не изменить химические параметры гипсовых заполнителей и готовых масс.
Если вы решили наносить штукатурку механическим способом - с помощью штукатурного агрегата, вам необходимо следовать приведенным ниже инструкциям.
Шаг 1
Подключить агрегат к розетке, развязать шланги и проверить чистоту агрегата (включая загрузочный бункер в случае штукатурного агрегата)
Шаг 2
Приготовить гипсовую штукатурку или готовую массу согласно инструкции на упаковке.
Внимание! Количество готовой гипсовой штукатурки, наносимой на стены, зависит от размера ее поверхности.Помните, что расход гипсовой штукатурки составляет около 1 кг гипса на 1 м2 поверхности на 1 мм толщины. В случае с готовыми массами расход варьируется в зависимости от поверхности в пределах от 1,5 до 2,5 кг на 1 м2.
Этап 3
Залейте смесь в бункер заполнителя / базовый ковш вместе с массой на блоке высокого давления.
Шаг 4
После подключения установки и заполнения корзины встаньте на расстоянии около 1 м от стены, на которую вы будете распылять гипсовую штукатурку.Направьте сопло фурмы на стену и открутите вентиль, перекрывающий выход гипсовой смеси.
Шаг 5
Равномерными движениями вверх-вниз нанесите гипсовую штукатурку вертикальными полосами, затем нанесите штукатурку горизонтальными полосами.
Внимание! Ширина разового слоя составляет около 1 м, а толщина одного слоя наносимой гипсовой штукатурки не может превышать 1 мм.
Запомни ! Такую же операцию проделайте при нанесении гипсовой штукатурки на потолки.Попеременное напыление гипсовой штукатурки вдоль и поперек позволит точно покрыть всю поверхность потолка.
Шаг 6
.Как класть ГКЛ и выравнивать стены? Учебник «Сделай сам»
Шаг 2. Оштукатуривание стен и потолка пошагово
Помните, что - если мы не выбрали готовую массу - гипс делаем непосредственно перед началом работы, строго следуя инструкции. Оштукатуривание помещения следует начинать после полного высыхания грунтовки. Если бы мы прокладывали новые кабели, мы должны были бы сначала заполнить массу борозд. Затем штукатурим место соприкосновения стены с дверной коробкой или оконной рамой.Часто от нас требуют особого внимания — не очень ровные — углы комнаты. Если трудно получить прямой угол в углах, нанесите на них шпаклевку, затем погрузите в нее специальные уголки и покройте все это дело еще одним слоем штукатурки.
Далее зачищаем все царапины и трещины которые заметим. Вдавите их в углубления шпателем, затем втирайте массу, собирайте ее излишки и выравнивайте поверхность. При больших повреждениях полость следует расширить и углубить, чтобы пломба лучше сцеплялась с основанием. Для укрепления стены можно дополнительно использовать сетку из стекловолокна. При заполнении более крупных борозд в стенах шпаклевку следует наносить слоями. Если этого не сделать, могут появиться трещины. Важно, чтобы толщина каждого слоя не превышала 5 мм, а после нанесения каждого и перед нанесением следующего ждать, пока он хорошо высохнет.
После того, как мы разобрались с мелкими недостатками и деталями, мы можем приступить к заполнению всего потолка и стен. Идем от углов помещения, а в случае со стенами чаще всего снизу вверх. № Нанесение массы равномерными длинными мазками с последующим сбором излишков штукатурки — лучший способ шпаклевания стен.
Внимание! У многих сторонников мокрая штукатурка стен. Секрет этого метода заключается в окончательном выравнивании поверхности. Все, что вам нужно сделать, это смочить шпатель водой, благодаря чему необходимость шлифования на дальнейших этапах будет сведена к минимуму.
.Машинная отделка - мнения, преимущества и недостатки
Известные и распространенные исполнения машинная гипсовая или цементная штукатурка так же популярна, как и нанесение механические полироли. Благодаря этому отделка поверхностей потолков и стен однозначно проще, эстетичнее и экономичнее. Представляем недостатки и преимущества технологий, к которым стремится все больше и больше инвесторов.
Если вы планируете построить дом, воспользоваться сервисом «Поиск подрядчика» на сайте Строительные калькуляторы.После заполнения формы вы получите доступ к предложениям проверенные профессионалы.
Машинная обработка – преимущества
Машина нанесение штукатурки намного эффективнее, чем нанесение ее вручную удары. Благодаря этой методике расход материала снижается на 30% и сокращается рабочее время. короче на 70%, а это выливается в возможность более быстрого внедрения дальнейших отделочные работы. Машинная штукатурка особенно рекомендуется для большие площади стен и потолков.Эта техника позволяет получить ровный слой без разводов. Высокая эффективность также лучшее качество нанесения финишной штукатурки, отсутствие пыли и пыли, а также получение Поверхность отличается исключительной адгезией к лакокрасочному покрытию. Механические отделки характеризуются тем, что мы можем наносить их внутри помещений, в где температура воздуха не выше 30°С.
Кор и рыночное предложение механических устройств становится богаче выполнение гипса.В дополнение к агрегатам все чаще доступны специальные приспособления для отделки штукатурки, в том числе шлифовальные и заглаживающие. С помощью безвоздушных установок можно наносить водоэмульсионные и растворители, лаки, шпаклевки, морилки. Если это вас интересует также шпаклевка, советы как нанести самостоятельно можно найти в этой статье .
Поверхности машин - дефекты
Приобретение подходящего снаряжения — это одно.Важный опыт, необходимый для машинного применения, остается проблемой удары. У человека с многолетним стажем проблем не будет. распылять равномерно. Необходимость также остается недостатком этой техники. оклейка окон и софитов пленкой.
Машинная отделка - мнения, преимущества и недостаткиЦена и отзывы о машинной штукатурке
Исполнение цен этого типа услуги сильно различаются. Один из последних влияющих факторов стоимость проживания.В каждой провинции цена машины нанесение гипса отличается, но оценивается на 2 злотых ниже, чем нанесение штукатурки вручную. Разница в цене также связана с затратами связанных с приобретением соответствующего материала. Для самого исполнителя метод Опрыскивание намного дороже, т.к. требует покупки поплавка. для затирания стоимостью 20-30 злотых и заполнителя, который может стоить нам даже 20 000 злотых.
Рекомендуемые гипсовые финишные покрытия - проверьте акции.
По мнению для некоторых пользователей механические характеристики гипса означают нанесение слишком тонкого слоя.На практике, однако, это от опрыскивателя зависит от толщины наносимого слоя. Преимущество этой методики несомненно. скорость приложения. Нанесение выравнивает поверхность площадью 200 м2 2 нет должно занять более 6 часов. Легкость тоже в его пользу применение на окнах и балконах, а также в труднодоступных местах. Кроме того, на фасаде не останется видимых следов затирки. любую грязь. К сожалению, пользователей не убеждает тот факт, что на При распылении штукатурки пыль распределяется равномерно.
Рекомендуемые электрогенераторы по выгодным ценам
.Гипсовая штукатурка - как сделать пошагово?
Получение гладких, красивых стен невозможно без штукатурки. Что нужно знать об этом, планируя ремонт квартиры? Проверьте, как начать штукатурку.
Для чего используется гипсовая штукатурка?

Цель нанесения гипсовой отделки – получение гладкой, без царапин или утолщенной поверхности стен .Подготовленную поверхность затем можно окрасить выбранным цветом или обоями. Названия «гипсовая штукатурка» и «штукатурка» часто используются взаимозаменяемо, но это не одно и то же. Первый предназначен для нанесения на уже загрунтованные стены.
Гипсовая штукатурка и другие распространенные виды штукатурки – когда они используются и в чем отличия?
Штукатурка намного прочнее гипсовой штукатурки , более прочная и может наноситься даже толстыми слоями (которые в случае гипсовой штукатурки не должны превышать 2 мм).Шпаклевку можно использовать для визуального изменения поверхности стены, например, для заделки видимых полостей или изменения угла наклона.
Шпаклевка вообще хороша как самостоятельная отделка, но это не всегда так. Гораздо лучше будет нанести на покрытую им стену дополнительный слой гипса, который сделает поверхность заметно более гладкой и позволит выровнять массу.

Полимерные штукатурки – еще один популярный вид этой продукции. С их помощью можно получить очень эстетичный эффект отделки – однородную, ровную и гладкую поверхность. Как стена с такой отделкой, так и покрытая гипсовой штукатуркой идеально подходят для покраски самыми требовательными красками, например, матовыми красками. Он относительно прост в обращении и с ним довольно приятно работать. Полимерная стяжка легко наносится, не оставляет комков на поверхности, а при необходимости любые неровности можно легко отшлифовать наждачной бумагой.
Ситуация немного отличается в случае цементной отделки . Эта масса характеризуется очень высоким уровнем твердости, по сравнению с гипсовой штукатуркой очень устойчива к царапинам, истиранию и другим механическим повреждениям. Поэтому он идеален для использования в производственных или других помещениях, где достаточно велик риск повреждения обивки.
К сожалению, недостатки цементной стяжки кроются в том же свойстве, что и ее достоинства. Твердая поверхность чрезвычайно трудно поддается шлифовке .Поэтому при нанесении данного вида массы на стены будьте особенно внимательны и убирайте любые неровности, как только вы их заметите.
Нанесение штукатурки - валиком или шпателем?
Многие отделочные фирмы используют для нанесения массы специальный агрегат с пистолетом, но затраты на такой раствор намного превышают типичный домашний бюджет - в домашних условиях для нанесения гипсовой отделки используются ручные способы: валики и шпатели . Оба этих инструмента одинаково хорошо работают для этой цели, поэтому, какой из них мы выберем, обычно зависит от предпочтений.Однако бывают ситуации, когда гораздо лучше выбрать один из них.
Если вы собираетесь наносить штукатурку на большие поверхности или если в помещении высокие потолки, лучше наносить ее валиком. Помните, однако, что не стоит экономить на этом инструменте - некачественные валики могут оставлять на стенках остатки щетины, которые хоть и могут быть незаметны на этапе нанесения массы, но под краской выглядят неприглядно.

Выбор валика должен учитываться в зависимости от типа основания.На рынке доступны модели с разной длиной щетины – в случае гладких поверхностей она не должна быть длиннее сантиметра. Также следует помнить, что не всякую штукатурку можно наносить валиком – стоит прочитать инструкцию на ее упаковке и уточнить, какой метод рекомендует производитель.
Если вы предпочитаете более точное локальное нанесение, стоит выбрать шпаклевку. Примечание: шпатель для нанесения штукатурки не должен быть из обычной стали, так как гипсовые составы вызывают коррозию металлов .Итак, наносим массу инструментом из пластика или нержавеющей стали. Если вы все еще не знаете, что выбрать, валик или кельму, попробуйте поработать каждым из них и посмотрите, с каким из них вы справляетесь лучше. Правильный выбор значительно улучшит и сделает вашу работу более приятной.
Перед началом работы подготовьте инструменты и материалы
Если у вас уже есть валик или терка, остается собрать другие инструменты, которые помогут подготовить штукатурку, а затем покрасить стены.Что обязательно должно быть в вашем снаряжении? Прежде всего: ведерко , в котором хорошо перемешиваешь, гладкий . Процесс подготовки препарата перед нанесением значительно улучшит дрель с миксером.

Если вы заметили небольшие неровности или утолщения на поверхности стены после окончания нанесения штукатурки, вы можете легко сгладить их наждачной бумагой. Не используйте листы с зернистостью менее 100 – крупная зернистость оставит на поверхности стены неприглядные царапины , которые могут остаться видимыми даже после нанесения слоев краски.Для максимального комфорта вы также можете использовать для этой цели орбитальную шлифовальную машину.
Прежде чем приступить к штукатурке, внимательно осмотрите стены. Возможно, потребуется заполнить любые впадины, трещины, меньшие или большие отверстия и царапины, для этого пригодится гипсовый клей и слой шпаклевки. Не игнорируйте повреждения стен - на поверхностях, покрытых достаточно тонким слоем штукатурки, большинство видимых на первый взгляд дефектов можно оставить без изменений.
См.: Грунтовка стены перед покраской: когда, чем и как наносить грунтовку? Основные моменты 90 072
Как наносить гипсовую штукатурку? Пошаговое руководство 9000 7 - Начните с защиты комнаты и покрытия пола защитной пленкой. Помните, что гипсовую штукатурку следует наносить только на чистые стены! Поэтому следите, чтобы на них не было жирных пятен, остатков строительных препаратов или другой грязи – они могут негативно сказаться на сцеплении штукатурки.Демонтируйте розетки, уберите со стен все элементы, которые вы не собираетесь замазывать массой.
- Чтобы весь процесс прошел гладко, вам необходимо создать рабочую среду, позволяющую иметь под рукой все важные инструменты. Перед нанесением штукатурки подготовьте валик или терку (пластиковую или из нержавеющей стали), наждачную бумагу или, если хотите, металлические уголки.
- Подготовьте миксер и ведро для смешивания отделочного покрытия. Если это не готовая штукатурка и вы хотите, чтобы штукатурка легла более ровно, можно добавить в нее немного воды. Хорошо перемешать . Следите за тем, чтобы не было кусочков других строительных материалов, сколов краски или фрагментов других препаратов.
- P Используйте валик или шпатель для нанесения финишного покрытия. Распределяйте массу очень аккуратно, следите за тем, чтобы на поверхности стены не образовались следы движения инструмента в виде выпуклых линий. Если вы наносите гладкий валиком, двигайте его сначала сверху вниз, а затем наоборот. Кроме того, попробуйте создать из него правильные, перекрывающиеся полосы.
- Если вы пользуетесь кельмой, держите ее под как можно меньшим углом к стене и на постоянной основе удаляйте с ее поверхности остатки предыдущего слоя – благодаря этому шпаклевка будет распределяться равномерно. Распределяйте влажную штукатурку широким шпателем – вы предотвратите образование царапин или утолщений в структуре основания.
- Если вы удовлетворены результатами после нанесения первого слоя, вы можете завершить процесс . Если вы хотите убедиться, что все области покрыты должным образом, или если вы видите какие-либо пробелы, вы можете нанести еще один слой.Оставьте стены, пока они хорошо не высохнут.
- Теперь пришло время отшлифовать поверхность , чтобы удалить все неровности. Убедитесь, что второй слой полностью высох, прежде чем переходить к шагу ! Невысохшая штукатурка очень подвержена механическим повреждениям, обработка ее обоев или шлифовальной машины может привести к необходимости повторной грунтовки участка.
90 107
Оштукатуривание комнаты может оказаться довольно сложной задачей для неподготовленного человека, но при соответствующем плане действий сложность всего процесса значительно снижается.И за это обязательно стоит взяться – приличная штукатурка стен – это правильная подготовка основания под выбранную краску.
.Как отполировать краску автомобиля? - dnd.com.pl
Если на машине уже есть матовое лакокрасочное покрытие, то можно не сразу ехать к маляру. У нас есть специальные полировальные средства, которые позволят вам самостоятельно ухаживать за лаком. Хорошо знать, как это сделать.
Не стоит лезть в полировщик, если у вас нет на это нескольких часов. Это тяжелая работа. Если это будет эффективно, то нам понадобится много времени, для этого нужна хорошая полировальная паста и ротационная полировальная машинка.Люди, которые начинают полировать впервые, должны быть осторожны, так как острые края — это места, которые можно быстро повредить, и поэтому их нужно делать вручную. (https://sklep.motogo.pl/maszyny-polerski-c56)
Почему бы не отполировать весь корпус тряпкой?
Конечно, это очень просто. вы не можете сделать это, потому что это займет до недели, и это все равно будет иметь неопределенный эффект. Вручную можно отполировать кузов автомобиля полировальными восками.Эффект от сглаживания царапин будет ограниченным, но таким образом мы сможем удалить въевшуюся грязь и локальное окисление краски. Со временем, если делать это регулярно, кузов автомобиля будет выглядеть все лучше и лучше.
Когда дело доходит до полирующих препаратов, профессионалы используют пасты, которые имеют разные градации, сначала острую и, наконец, зеркальную полировку. Для любителей лучше использовать легкие абразивные пасты и регенераторы цвета, либо только препараты для финишной обработки. Только некоторые восковые пасты можно использовать механически, в то время как каждое средство можно использовать вручную.
Лучший вариант - ротационная полировальная машина
Профессионалы будут использовать этот полировщик. Это самое эффективное устройство, и вы можете получить хороший полировщик примерно за 150 злотых. Однако следует использовать полироли, подходящие для механической полировки, полировальный диск следует смачивать водой, так как это позволит лучше рассеивать тепло. Будьте осторожны по краям, так как лакокрасочное покрытие может легко перегреться.
Осциллирующий полировальный станок
Этот тип инструментов можно найти в автомобильных магазинах.Однако это малоэффективный инструмент. При полировке восковыми пастами не нужно ожидать идеальных результатов.
Ручная полировка
Это безопасный метод. Мы не можем сжечь лак вручную, мы не будем втирать его в основу, поэтому мы не сможем его разрушить, что будет хорошим решением.
Себастьян
Редакция dnd.ком.пл
.